

3.4. Технические средства обеспечения дисциплины
1. Макет поточной линии с микропроцессорной системой управления (М5, ауд. 103).
2. Станок токарный с ЧПУ 1В340Ф3 (М5, ауд. 101).
3. Станок токарный с ЧПУ KnuthPicoTurn (М5, ауд. 109).
4. Станок токарный универсальный 1К62 (1Б616) (М5, ауд. 116/109).
5. CAD система «КОМПАС»-3D.
6. ППО MatLAB.
3.5. Методические указания к выполнению лабораторных работ
Лабораторная работа №1
Расчет уровня автоматизации технологического оборудования
Со средствами автоматизации
Цель работы
Приобретение навыков для определения функций работы технологического оборудования (ТО) со средствами автоматизации.
Изучение работы гибкого производственного модуля (ГПМ) и всех средств автоматизации технологического оборудования.
Определение уровня автоматизации и его значения для ГПМ.
Студенты заочной формы обучения с элементами дистанционных обучающих технологий выполняют лабораторную работу № 1 во время экзаменационной сессии.
2. Содержание лабораторной работы
Сравнить уровень автоматизации токарных станков:
1К62 (1Б616)
16Б25ПФ3, (KnuthPicoTurn)
1В340Ф3
Для расчета уровня автоматизации необходимо выявить функции токарного оборудования и определить список действий, выполняемых на оборудовании.
Процесс, оборудование или производство, не требующие присутствия человека в течение определенного промежутка времени для выполнения ряда повторяющихся рабочих циклов, называют автоматическим. Значение функции или процесса, выполняемых в автоматическом режиме, принимается за «1».
Если часть процесса выполняется автоматически, а другая часть требует присутствия оператора, то такой процесс называют автоматизированным. Значение функции или процесса, выполняемых в автоматизированном режиме, принимается за «0,5».
Если процесс осуществляется вручную рабочим или оператором, то такой процесс называют ручным. Значение функции или процесса, выполняемых в ручном режиме, принимается за «0».
Рассмотреть выполнение выделенных функций на заданном оборудовании и изучить технические системы, реализующие данные функции. Результаты наблюдений свести в табл.1.1 в соответствии с предлагаемой формой.
Таблица 1.1
Определение уровня автоматизации
Функции |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
…. |
|
|
|
Рассчитать степень автоматизации по приведенной формуле.
,
где
![]() –
общее значение ручных функций или
технологических операций;
–
общее значение ручных функций или
технологических операций;
![]() – общее
значение функций или операций, выполняемых
в автоматическом режиме, т.е. без участия
человека;
– общее
значение функций или операций, выполняемых
в автоматическом режиме, т.е. без участия
человека;
![]() – общее
значение функций или операций, выполняемых
в полуавтоматическом или в автоматизированном
режиме;
– общее
значение функций или операций, выполняемых
в полуавтоматическом или в автоматизированном
режиме;
n – общее количество функций или технологических операций, выполняемых на отдельном станке, в системе станков или в рамках определенного производственного процесса;
nруч – общее количество ручных функций или операций;
nавт – общее количество автоматических функций или операций;
nп/авт – общее количество полуавтоматических или автоматизированных функций или операций.
3. Содержание отчета
Краткая характеристика изучаемого оборудования.
Таблица с последовательным выполнением функций на ГПМ.
Описание технических решений соответствующих функциям, выполняемым в автоматизированном и автоматическом режиме.
Расчет уровня автоматизации.
Графики с уровнем автоматизации оборудования.
ЛАБОРАТОРНАЯ РАБОТА № 2
ИССЛЕДОВАНИЕ РАБОТЫ СМО С ОТНОСИТЕЛЬНОЙ ДИСЦИПЛИНОЙ ОБСЛУЖИВАНИЯ И ДВУМЯ ВХОДНЫМИ ПОТОКАМИ ЗАЯВОК
1. Цель работы
Целью лабораторной работы является исследование зависимости количества заявок в очередях от интенсивности входных потоков заявок.
2. Описание модели СМО
Модель СМО набрана на компьютере в программе MatLab. Модель находится в файле LRСМОО2. При открытии файла на экране монитора появляются три окна.
В первом окне (рис. 2.1) представлена модель СМО, состоящая из следующих блоков.
1. Маскированной подсистемы Subsystem, включающей в себя основные элементы модели.
2. Двух генераторов временных потоков заявок Band-Limited White Noise1 и Band-Limited White Noise2.
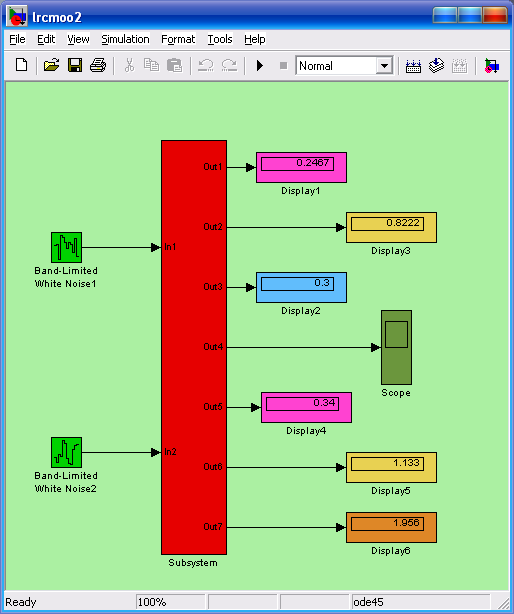
Рис. 2.1. Модель СМО
3. Виртуального осциллографа Scope для визуального наблюдения временной последовательности заполнения очередей потоками входных заявок.
4. Цифровых дисплеев для визуального контроля количественных значений следующих характеристик СМО:
дисплеи № 1 и 4 (Display1, Display4) для контроля интенсивностей входных потоков заявок 1 и 2;
дисплей № 2 (Display2) для контроля номинального значения интенсивности обслуживания заявок в обслуживающем приборе ;
дисплеи № 3 и 5 (Display3, Display5) для контроля приведенных интенсивностей входных потоков 1 и 2;
дисплей № 6 (Display6) для контроля суммарной приведенной интенсивности входных потоков .
В информационной строке первого окна указывается время моделирования работы модели СМО. Продолжительность моделирования 300 секунд.
Во втором окне (рис. 2.2) представляется временная последовательность заполнения очередей потоками входных заявок.

Рис. 2.2. График временной последовательности заполнения очереди потоками входных заявок