

Оперативное управление
Система оперативного управления (СОУ) принимает с соседнего верхнего уровня команды на выполнение заданий (планов) и координирует работу оборудования, а в общем случае – работу ПС более низкого ранга. Параметры плановых заданий, так же, как и необходимая технологическая информация, выбираются из общей базы данных. В процессе выполнения плановых заданий СОУ передает на верхний уровень и заносит в общую базу данных учетную информацию.
Задания (планы) верхнего уровня могут быть разбиты на следующие основные классы: материально-техническое обеспечение; изготовление; техническое обслуживание; оснащение.
Вопросы для самопроверки по теме 6.1
Какой основной комплекс работ нужно осуществить для построения интегрированной автоматизированной системы управления?
На какие основные уровни подразделяется система управления производством?
Из каких подсистем состоит система планирования производства?
Перечислите основные функции подсистемы диспетчирования.
Тема 6.2. Автоматизированные системы управления технологическими процессами
Основное назначение автоматизированных системы управления технологическими процессами (АСУ ТП) состоит в автоматической оптимизации технологического процесса. В таких системах обеспечивается реализация совершенных законов управления и как следствие – наиболее эффективное ведение технологического процесса и высокое качество продукции, т.е. выпускается максимально возможное количество готовой продукции при обеспечении необходимого ее качества и допустимой загрузки технологического оборудования. При этом в идеальном случае затраты должны быть минимальными. Это означает, что технологический комплекс и саму технологию необходимо спроектировать таким образом, чтобы оборудование имело наименьшие габаритные размеры и массу. Конструкция оборудования должна гарантировать минимум затрат энергии, а технология – максимальное использование исходного продукта и энергии. Наконец, ведение технологического процесса должно обеспечить выпуск готовой продукции с наименьшим полем допусков и минимум брака.
Единственный критерий, способный объединить перечисленные показатели, – экономический. Если стоимостные эквиваленты не установлены, повышение эффективности достигается путем оптимизации одного или двух наиболее существенных параметров. При двух параметрах приходится отыскивать компромиссное решение. Еще более сложны поиски компромисса между минимумами расхода трех основных компонентов: материала, энергии и информации.
Характерной особенностью современных АСУ ТП является высокая производительность переработки информации при практически неограниченном объеме памяти. Эта особенность базируется на применяемых в системах быстродействующих средств вычислительной техники, программируемых контроллерах, управляющих вычислительных машинах (УВМ).
Применение вычислительной техники обеспечивает вторую характерную особенность АСУ ТП – их высокую гибкость, что позволяет существенно повысить гибкость технологического объекта управления при переходе на новую технологию. Перестройка сводится к "очистке" памяти управляющей машины и вводу с программоносителя новых данных. Даже для весьма сложных технологических комплексов время перенастройки не выходит за пределы нескольких десятков секунд.
Дополняя, а в дальнейшем заменяя человека, АСУ в известной мере копирует его функциональную структуру.
На рис. 6.3 схематически показаны основные функциональные связи, устанавливаемые в системе человек – технологический объект управления. На схеме указаны рецепторы, память, мышление, эффекторы, присущие человеку-оператору, и их аналоги в АСУ ТП. Сохраняя в качестве самостоятельных блоки внешней и текущей информации, процессор и устройство связи с объектом. АСУ ТП выполняет две функции: информационную и управляющую. Информационная функция АСУ определяется как функция, целью которой является сбор, преобразование, хранение информации о состоянии технологического объекта управления, передача ее для последующей обработки.
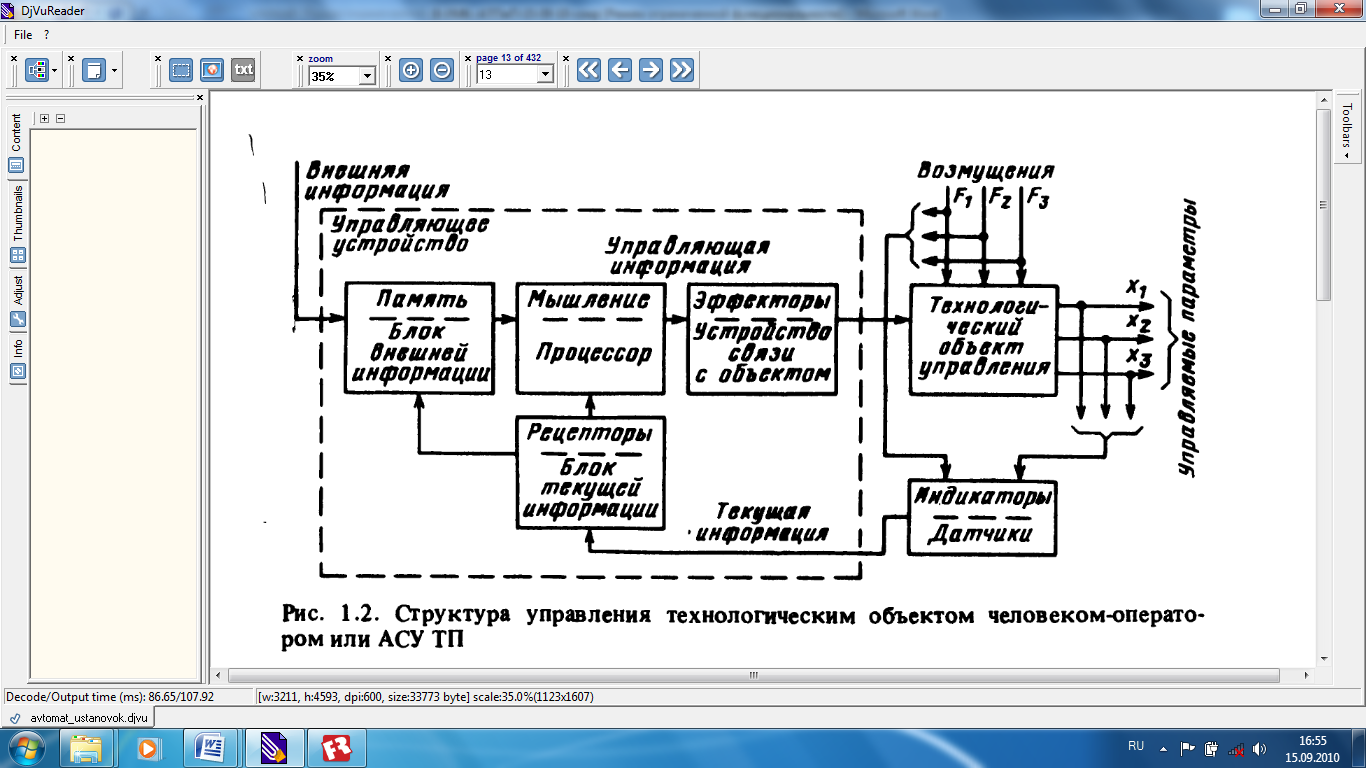
Рис. 6.3. Структура управления технологическим объектом человеком-оператором или АСУ ТП
Управляющая функция АСУ ТП имеет своей целью выработку решений и осуществление управляющих воздействий на технологический объект управления. Как видно, в исполнении задач информационной и управляющей функций принимает участие процессор, совмещающий переработку, хранение и выработку управляющей информации, передаваемой в виде управляющего воздействия технологическому объекту управления по каналам устройства связи.
Рассмотрим функциональные блоки, показанные на рис. 6.3. В блок внешней информации управляющего устройства, содержащий внешнее и оперативное запоминающие устройства, для длительного хранения вводятся априорная информация об объекте и технологические инструкции. В эти же запоминающие устройства от общего пульта управления вводится также исходная оперативная информация о текущем задании. Текущая информация о технологическом процессе с помощью датчиков технологических параметров вводится в блок текущей информации управляющего устройства.
Основными узлами управляющего устройства являются процессоры – логические и арифметические блоки, в которых априорная, исходная и текущая информации преобразуются в управляющие команды. Сложность этих устройств зависит от сложности задач, решаемых АСУ. На выходе системы установлены устройства связи с объектом, предназначенные для преобразования управляющих команд в управляющие воздействия достаточной мощности.
Уровень совершенства АСУ зависит от совершенства элементов ее структуры и характеризуется степенью «самостоятельности» в выработке и реализации управляющих воздействий при ведении технологического процесса. Сложность элементов внутренней структуры АСУ находится в тесной связи с характером технологического процесса. Если этот процесс допустимо рассматривать детерминированным, то его модель будет проще.
В тех случаях, когда ход технологического процесса не удается свести к детерминированному, т.е. возможны некоторые отклонения случайного характера (изменение качества материала, его физических свойств, характеристик рабочего органа и т.п.), внутренняя структура АСУ существенно усложняется. В таких системах априорная информация содержит формулировку цели управления и математическую модель процесса, которая позволяет определить наилучший путь достижения этой цели. Чем большее число случайных факторов подлежит учету, тем сложнее математическая модель процесса и элементы внутренней структуры АСУ. Все это приводит к удорожанию системы, усложнению эксплуатации и существенному снижению надежности.
Во внешней структуре АСУ ТП могут быть выделены системы различных уровней или подсистемы АСУ ТП, выделяемые но функциональному или структурному признаку, отвечающему конкретным целям и задачам. Если функции системы ограничены одним механизмом, то она называется локальной.
Если механизмы, управляемые локальными системами, тесно связаны между собой технологическим процессом, то для их взаимной координации создается узловая АСУ ТП. Объединение локальных АСУ ТП в узловые может быть осуществлено по территориальному или функциональному признакам. В этом случае устанавливается общая ситуационная связь расположенных на одном агрегате рабочих органов или механизмов. Узловыми АСУ ТП являются, например, системы управления печами, клетями и механизмами склада продукции обжимного прокатного стана.
Следующий уровень систем управления – комплексные АСУ ТП – обусловлен необходимостью взаимной связи узловых АСУ ТП в целях управления технологическими линиями и комплексами. Это, например, автоматизированные станочные линии, роботизированные комплексы станков.
Организованные в единую систему комплексные АСУ ТП, дополненные информационными узлами и автоматизированными системами переработки информации отделов и служб предприятия, образуют автоматизированную систему управления предприятием – АСУ П. Несколько объединенных АСУ П образуют систему управления отраслью промышленности – АСУ ОП. Такой принцип построения внешней структуры (рис. 6.4) получил название подчиненного, или иерархического. Сущность иерархического принципа состоит в том, что каждый из уровней вырабатывает задание-уставку, обязательную для подчиненного ему уровня.
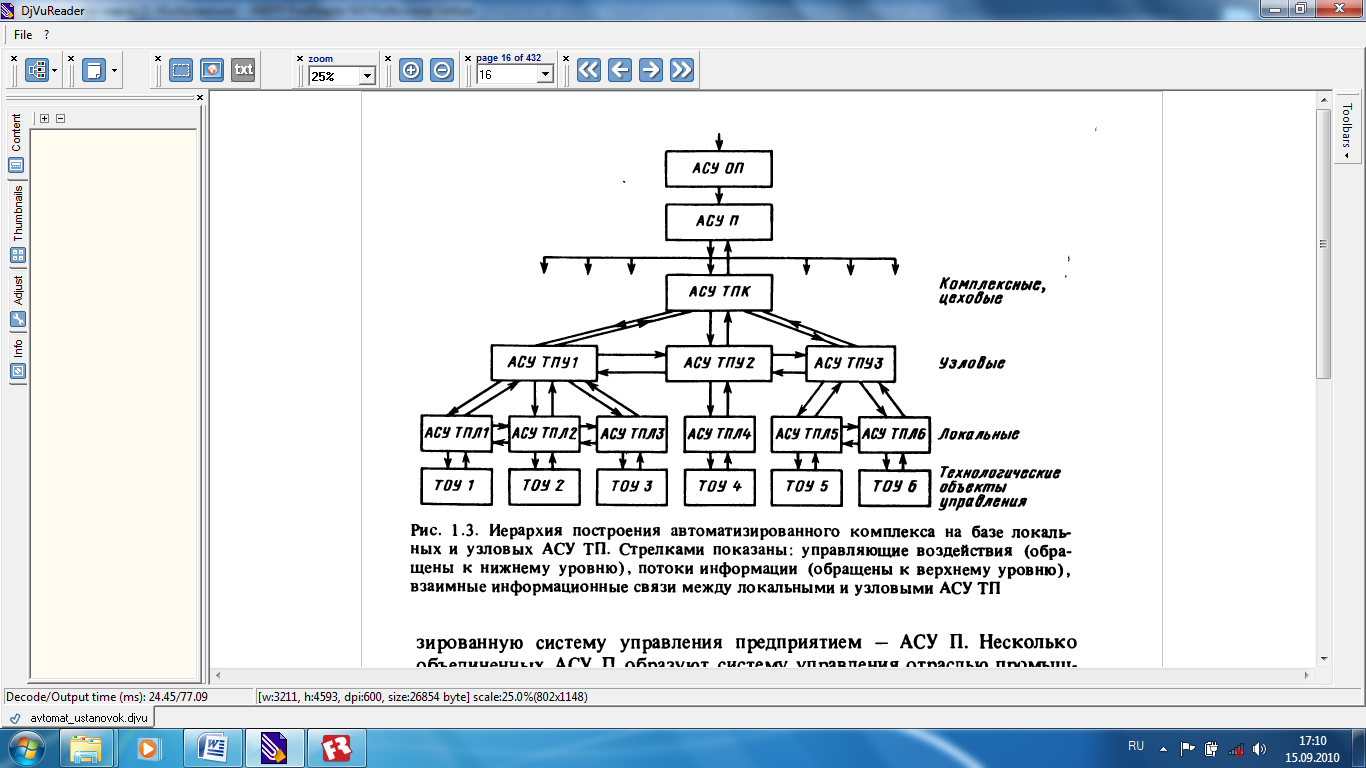
Рис. 6.4. Иерархия построения автоматизированного комплекса на базе локальных и узловых АСУ ТП. Стрелками показаны управляющие воздействия (обращены к нижнему уровню), потоки информации (обращены к верхнему уровню), взаимные информационные связи между локальными и новыми АСУТП
В последние годы при разработке АСУ ТП технологических линий и комплексов ранги иерархии сокращаются в связи с применением прямого цифрового управления, которое осуществляется централизованно с помощью общего вычислительного управляющего комплекса. Происходит замена структурной иерархии алгоритмической. Здесь иерархическую структуру приобретает алгоритм работы управляющей вычислительной машины (УВМ).
С повышением ранга уровня усложняются решаемые задачи. Это требует более совершенной техники, однако характер задач (стабилизация, программное, оптимальное управление) и функции отдельных составляющих систем управления остаются неизменными. Современная концепция построения АСУ ТП представлена SCADA – системами.
Основные возможности и средства, присущие SCADA – системам:
автоматизированная разработка, дающая возможность создания ПО системы автоматизации без реального программирования;
средства сбора первичной информации от устройств нижнего уровня;
средства управления и регистрации сигналов об аварийных ситуациях;
средства хранения информации с возможностью ее постобработки (как правило, реализуется через интерфейсы к наиболее популярным базам данных);
средства обработки первичной информации;
средства визуализации информации в виде графиков, гистограмм и т.п.;
возможность работы прикладной системы с наборами параметров, рассматриваемых как "единое целое" ("recipe" или "установки").
Функциональные возможности
Основу большинства SCADA-пакетов составляют несколько программных компонентов (база данных реального времени, ввода-вывода, предыстории, аварийных ситуаций) и администраторов (доступа, управления, сообщений).
Следует отметить, что в целом технология проектирования систем автоматизации на основе SCADA-систем очень похожа:
Разработка архитектуры системы автоматизации в целом. На этом этапе определяется функциональное назначение каждого узла системы автоматизации.
Решение вопросов, связанных с возможной поддержкой распределенной архитектуры, необходимостью введения узлов с "горячим резервированием" и т.п.
Создание прикладной системы управления для каждого узла. На этом этапе специалист в области автоматизируемых процессов наполняет узлы архитектуры алгоритмами, совокупность которых позволяет решать задачи автоматизации.
Приведение в соответствие параметров прикладной системы с информацией, которой обмениваются устройства нижнего уровня (например, программируемые логические контроллеры – PLCs) с внешним миром (датчики температуры, давления и др.).
Отладка созданной прикладной программы в режиме эмуляции и в реальном режиме.
Перечисленные выше возможности систем SCADA в значительной мере определяют стоимость и сроки создания ПО, а также сроки ее окупаемости.
Подавляющее большинство SCADA-систем реализовано на MS Windows платформах. Именно такие системы предлагают наиболее полные и легко наращиваемые MMI (Man Machine Interface) средства. Учитывая продолжающееся усиление позиций Microsoft на рынке операционных систем (ОС), следует отметить, что даже разработчики многоплатформных SCADA-систем, такие как United States DATA Co, приоритетным считают дальнейшее развитие своих SCADA-систем на платформе Windows NT.
SCADA-системы ответственны за получение информации с уровня управления, "снизу", т.е. от различных датчиков через устройства сопряжения, от программируемых контроллеров, поставляющих информацию для непосредственного управления производственным процессом. Далее информация с уровня управления поступает на вход SCADA-систем. На SCADA-уровне возможно оперативное управление процессом, принятие тактических решений на основе информации, полученной на уровне управления. Сам процесс поступления информации на производстве происходит и "сверху", и "снизу". "Сверху" формируется информация, отвечающая за работу предприятия в целом, осуществляется планирование производства.
Точная, своевременная, достоверная информация на каждом уровне производства позволяет оценить уровень издержек, качество и конкурентоспособность продукции. Для организации связи между информацией "сверху" и "снизу" необходим класс инструментальных средств управления производством, ответственный за доставку с возможной обработкой данных в реальном времени с уровня управления "наверх" и наоборот. Поэтому достаточно важным критерием сравнения инструментальных средств, поддерживающих разработку АСУ ТП, является наличие средств доставки информации со SCADA-уровня наверх, на уровень планирования производства. Ряд фирм (Intellution, Wonderware) предлагает продукты (Fix BOS, InTrack, InBatch), представляющие собой системы управления производством. Основное их назначение заключается в создании прикладных программ, моделирующих и прослеживающих каждую стадию производственных процессов от загрузки сырья до выпуска готовой продукции.