

Вопросы для самопроверки по теме 6.2
1.Опишите основную структуру управления технологическим процессом.
2. На каком принципе строится АСУ ТП? Опишите его сущность.
3. Перечислите основные возможности присущие современным АСУ ТП.
Тема 6.3. Системы автоматизации управления предприятиями
6.3.1. Информационная поддержка жизненного цикла продукта cals-технологии
Одним из направлений повышения эффективности промышленного сектора экономики является применение современных информационных технологий для обеспечения процессов, протекающих в ходе всего жизненного цикла продукции и ее компонентов. Жизненный цикл (ЖЦ) продукта, как его определяет стандарт ISO 9004-1, – это совокупность процессов, выполняемых от момента выявления потребностей общества в определенной продукции до удовлетворения этих потребностей и утилизации продукта.
Все многообразие этих процессов можно представить в виде прямых и обратных связей поставщика с субпоставщиком и потребителем (рис. 6.5).
Continuous Acquisition and Life cycle Support (CALS) – непрерывная информационная поддержка жизненного цикла продукта, является реализацией бизнес-стратегии перехода на безбумажную электронную технологию и повышения эффективности бизнес-процессов, выполняемых в ходе ЖЦ продукта за счет информационной интеграции и совместного использования информации на всех этапах ЖЦ.
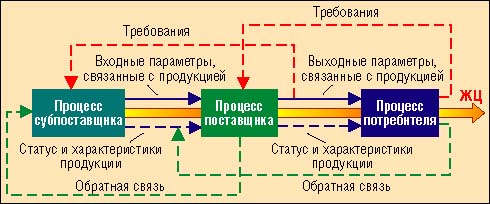
Рис. 6.5. Жизненный цикл продукта как взаимосвязь процессов
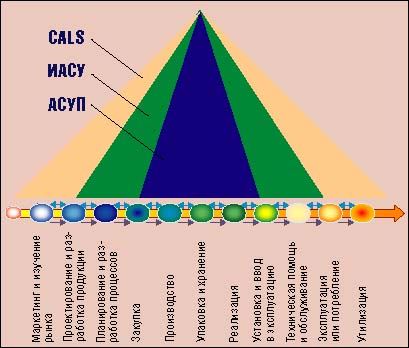
В отличие от интегрированной автоматизированной системы управления производством (ИАСУ), CALS-система охватывает все стадии ЖЦ (рис. 6.6).
Информационное взаимодействие субъектов, участвующих в поддержке ЖЦ, должно осуществляться в едином информационном пространстве. В основе концепции единого информационного пространства лежит использование открытых архитектур, международных стандартов и апробированных коммерческих продуктов обмена данными. Стандартизации подлежат форматы представления данных, методы доступа к данным и их корректной интерпретации.
Предметом CALS являются технологии совместного использования и информации (информационной интеграции) в процессах, выполняемых в ходе ЖЦ продукта.
Рис. 6.6. Позиционирование АСУП, ИАСУ и CALS-систем внутри жизненного цикла продукта |
В основе CALS лежит комплекс единых информационных моделей, стандартизация способов доступа к информации и ее корректной интерпретации, обеспечение безопасности информации, а также юридические вопросы совместного использования информации (в том числе интеллектуальной собственности). Информационная интеграция базируется на применении следующих интегрированных моделей:
продукта;
ЖЦ продукта и выполняемых в его ходе бизнес-процессов;
производственной и эксплуатационной сред.
Классификация информационных моделей и их связь со стадиями ЖЦ продукта приведены в табл. 6.1.
Совместное, кооперативное проектирование и производство изделия может быть эффективным в случае, если оно базируется на основе единой информационной модели изделия с использованием стандарта ISO 10303 STEP. Модель изделия в соответствии с этим стандартом включает: геометрические данные, информацию о конфигурации изделия, данные об изменениях, согласованиях и утверждениях. Созданная однажды модель изделия используется многократно.
Таблица 6.1
Классификация информационных моделей и их связь со стадиями ЖЦ продукта

ЕRP-системы автоматизации организационно-экономической подготовки
ЕRP-системы – набор интегрированных приложений, которые комплексно, в едином информационном пространстве поддерживают все основные аспекты управленческой деятельности предприятий – планирование ресурсов (финансовых, человеческих, материальных) для производства товаров (услуг), оперативное управление выполнением планов (включая снабжение, сбыт, ведение договоров), все виды учета, анализ результатов хозяйственной деятельности. Среди требований, предъявляемых к ERP-системам: централизация данных в единой базе, близкий к реальному времени режим работы, сохранение общей модели управления для предприятий любых отраслей, поддержка территориально-распределенных структур, работа на широком круге аппаратно-программных платформ и СУБД.
Enterprise Resource Planning (ERP) – планирование ресурсов в масштабе предприятия. В последнее время понятие ERP претерпело существенные изменения. Фактически понятие ERP «выросло» из сугубо производственных систем, к которым впоследствии добавлялись все новые функции. На рис. 6.7 очерчен круг задач ЕRP-систем и области взаимодействия с CALS и CIM.

Рис. 6.7. Круг задач ЕRP-систем и области взаимодействия с CALS и CIM
Для высокой эффективности управления производством необходимо обеспечить соответствующее качество выбранных средств измерения и управления, качество производственной информации, адекватность системы управления целевой функции управления и, конечно, качество управленческих решений. Игнорирование любого из этих факторов неизбежно приведет к потере эффективности управления. Естественно, все это справедливо и для других элементов АСУП, однако для производственного уровня такой подход особенно актуален. Именно здесь можно получить действительно качественную информацию, необходимую и достаточную для принятия управленческих решений. Показателями качества этой информации являются ее оперативность и достоверность.
Оперативность позволяет:
своевременно обнаруживать узкие и проблемные места производства, обеспечивая тем самым возможность оперативно влиять на процесс;
в реальном времени контролировать загрузку и техническое состояние производственного оборудования;
управлять ключевыми показателями производства не по нормативным параметрам, а по их реальному текущему состоянию.
Достоверность обеспечивает:
оптимизацию производственных процессов на основе их объективного анализа;
поддержку заданных производственных показателей: производительности, качества продукции, себестоимости;
исключение человеческого фактора при решении учетных задач.
При решении задач комплексной автоматизации предприятия одновременно ищутся решения для трех взаимосвязанных уровней управления: АСУТП, MES и ERP. MES (Manufacturing Execution Systems) – это автоматизированная исполнительная система производственного уровня, ориентированная на информатизацию задач оперативного планирования и управления производством, оптимизации производственных процессов и производственных ресурсов, контроля и диспетчеризации выполнения планов производства с минимизацией затрат, предоставляющая ряд возможностей, которые дополняют и расширяют функции ERP-систем. Используя фактические технологические данные, MES-системы поддерживают всю производственную деятельность предприятия в режиме реального времени. MES-системы формируют данные о текущих производственных показателях, необходимые для функционирования ERP-систем. Таким образом, MES-система – это связующее звено между ориентированными на финансово-хозяйственные операции ERP-системами и оперативной производственной деятельностью предприятия на уровне цеха, участка или производственной линии.
Отсюда следует, что интегрированную автоматизированную систему управления промышленным предприятием можно представить в виде трех взаимосвязанных уровней управления (рис. 6.8):
При этом каждый уровень выполняет свою основную управленческую функцию:
верхний уровень управления предприятием (административно-хозяйственный) решает стратегические задачи, а соответствующая ERP-система обеспечивает управление ресурсами в масштабе предприятия в целом, включая часть функций поддержки производства (долгосрочное планирование и стратегическое управление в масштабе: годовое, квартальное, месячное);
средний уровень управления (производственный) решает задачи оперативного управления процессом производства, а соответствующая автоматизированная система обеспечивает эффективное использование ресурсов (сырья, энергоносителей, производственных средств, персонала), а также оптимальное исполнение плановых заданий (сменное, суточное, декадное, месячное) на уровне участка, цеха, предприятия;
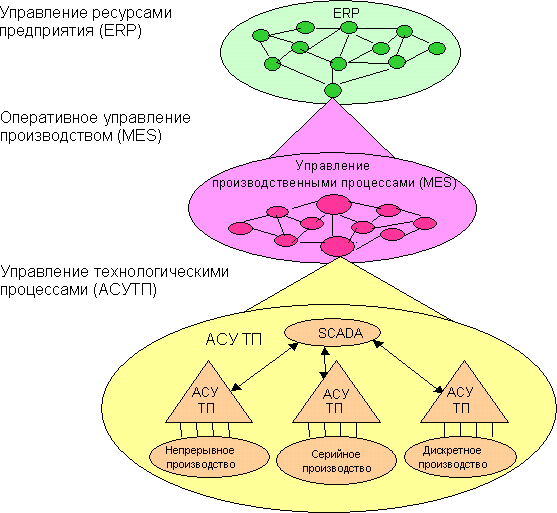
Рис. 6.8. Три уровня управления интегрированным предприятием
низшие уровни технологического управления решают классические задачи управления технологическими процессами.
Надо отметить, что при передаче части функций управления от систем ERP в MES-системы на производственный уровень (руководству производства, цеха, производственного участка, технологу, начальнику службы эксплуатации и т.д.) происходит рациональная сегментация контуров управления предприятием в целом (рис. 6.9).
При этом каждый контур управления характеризуется своим уровнем интенсивности циркулирующей в нем информации, своим масштабом времени и своим набором функций:
контур управления уровня АСУТП (технологический) является самым интенсивным по объему информации и самым жестким по времени реакции, которое может составлять секунды и даже миллисекунды. В верхнем уровне слоя АСУТП – в SCADA-системах происходит накопление и обработка большого числа технологических параметров и создается информационная база исходных данных для MES-уровня.
контур управления уровня MES (оперативно-производственный) опирается на отфильтрованную и обработанную информацию, поступающую как от
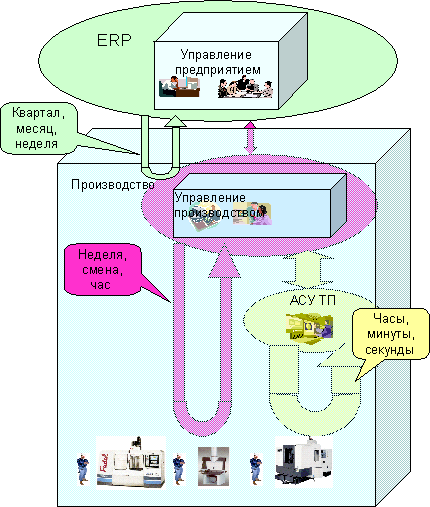
Рис. 6.9. Сегментация контуров управления предприятием
АСУТП, так и от других служб производства (снабжения, технической поддержки, технологических, планово-производственных и т.д.). Интенсивность информационных потоков здесь существенно ниже и связана с задачами оптимизации заданных производственных показателей (качество продукции, производительность, энергосбережение, себестоимость и т.д.). Типовые времена циклов управления составляют минуты, часы, смены, сутки. Оперативное управление производством в этом контуре управления осуществляется специалистами, которые более детально, чем высший менеджмент, владеют производственной ситуацией (руководители производственных цехов, участков, главные технологи, энергетики, механики и др.).
контур управления уровня ERP (стратегический) освобождается в этом случае от решения оперативных задач производства и обеспечивает поддержку бизнес-процессов предприятия в целом. Поток информации от производственного блока становится минимальным и включает в себя агрегированную управляющую и отчетную информацию по стандартам ERP с типовыми временами контроля (декада, месяц, квартал), а также "алармовые" сигналы, требующие немедленного вмешательства высшего менеджмента предприятия.
Заметим, что автоматизация всех уровней управления сразу и везде не является обязательной – возможна поэтапная автоматизация предприятия, а в некоторых случаях можно ограничиться управлением на уровне MES-системы, дополнив ее учетными средствами автоматизации административно-хозяйственной деятельности предприятия.