

3.3. Форма отчета
|
1. Наименование работы |
| |||
|
2. Цель работы |
| |||
|
3. Данные о приборах |
4. Эскиз детали с размерами | |||
|
Наименование |
Цена деления |
Пределы измерения |
| |
|
|
|
| ||
|
|
|
| ||
|
|
|
| ||
|
|
|
| ||
|
|
|
| ||
|
|
|
| ||
3. НОРМИРОВАНИЕ ТОЧНОСТИ ФОРМЫ И РАСПОЛОЖЕНИЯ ДЕТАЛЕЙ
Лабораторная работа № 5
КОНТРОЛЬ РАДИАЛЬНЫХ И ТОРЦЕВЫХ БИЕНИЙ ПОВЕРХНОСТЕЙ ДЕТАЛИ В ЦЕНТРАХ
1. Цель работы
Изучение устройства прибора для измерения биений и приобретения навыков по измерению на нем торцевого и радиального биений.
2. Краткая теоретическая часть
Согласно ГОСТ 24642-81 радиальное, и торцевое биения относятся к суммарным отклонениям формы и расположения.
Радиальным биением называется разность наибольшего и наименьшего расстояний от точки реального профиля поверхности вращения до базовой оси в сечении плоскостью, перпендикулярной базовой оси. Радиальное биение является результатом совместного влияния отклонения от соосности рассматриваемого профиля (сечения) с базовой осью и некруглости этого профиля (сечения).
Торцевым биением называется разность наибольшего и наименьшего расстояний от точек реального профиля торцевой поверхности до плоскости, перпендикулярной базовой оси. Торцевое биение является результатом совместного влияния отклонения от перпендикулярности торцевой поверхности относительно базовой оси и отклонений от плоскостности этой поверхности в измеряемом сечении.
Очевидно, что контроль биений необходимо проводить относительно тех поверхностей, с помощью которых деталь базируется в механизме.
Для контроля биения в центрах выпускаются приборы ПБ-250 (рис. 18) и ПБ-500. Пределы измерения соответственно от 0 до 250 мм и от 0 до 500 мм. Цена деления зависит от используемой измерительной головки. Если используются головки чипа ИЧ то цена деления 0,01 мм, если головка 1МИГ то цена деления 0,001 мм.

Рис. 18. Схема прибора ПБ-250 для измерения биений
На чертежах радиальное биение относительно оси центров задается, как показано на рис. 19,а. Схема измерения радиального биения в центрах приведена на рис. 19,б.
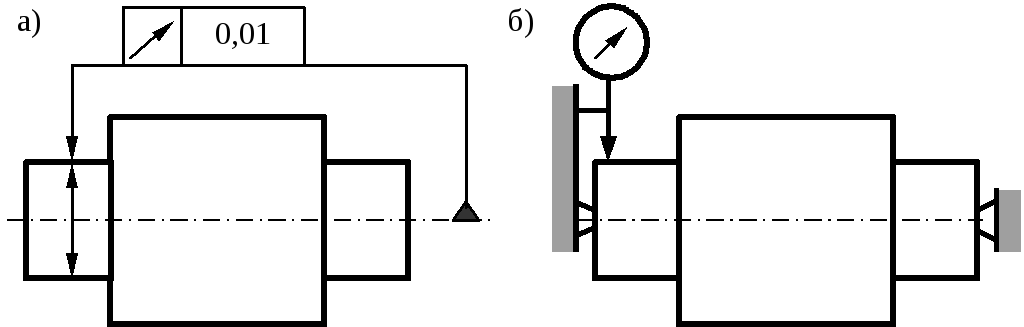
Рис. 19. Радиальное биение относительно оси центров
Пример обозначения, торцевого биения торца цилиндра относительно оси центровых отверстий на чертежах, приведен на рис. 20,а. Схема измерения торцевого биения относительно оси центров показана на рис. 20,б.

Рис. 20. Торцевое биение относительно оси центров
При контроле биений наконечник индикатора должен быть направлен по нормали к поверхности, биение которой измеряется. При измерении биений относительно оси центров за величину биения принимается разность между максимальным и минимальным значениями на шкале индикатора за полный оборот измеряемой поверхности.
3. Методика выполнения работы
3.1. Исходные данные
Измерительные или контрольные инструменты и приборы – прибор для измерения биений ПБ-250, линейка, штангенциркуль, индикатор часового типа ИЧ, 1МИГ
Измеряемое или контролируемое изделие – вал с центровыми отверстиями.