

Погрешности измерений
Погрешность измерения – отклонение результата измерения от истинного (действительного) значения измеряемой величины Х = Х – Хдейств.
Абсолютная погрешность – погрешность, выражаемая в единицах измеряемой величины Х.
Относительная погрешность – отклонение абсолютной погрешности измерения к действительному значению измеряемой величины:
![]() .
.
По характеру проявления погрешности делятся на систематические, случайные и грубые.
Плоскопараллельные концевые меры длины
Плоскопараллельные концевые меры длины (КМД) предназначены для передачи размера единицы длины от первичного эталона концевым мерам меньшей точности, поверки и калибровки измерительных приборов, а также для непосредственного измерения линейных размеров, регулировки и настройки показывающих измерительных приборов.
Концевая мера представляет собой металлический брусок, у которого есть две строго параллельные плоскости и постоянный, определенный размер между ними.
Концевые меры изготавливают в пределах от 0,1 мм (часовые) до 1000 мм. Концевые меры с размерами от 1 до 2 мм выпускаются с градациями, отличающимися между собой на: 0,001; 0,01 и 0,2 мм; меры от 0,5 до 25 мм выпускают с градацией 0,5 мм; меры с размером свыше 10 до 100 мм выпускают через 10 мм; а от 25 до 200 мм – через 25 мм; меры от 50 до 300 мм – через 50 мм и концевые меры с размерами от 100 до 1000 мм – через 100 мм.
Номинальное значение длины каждой концевой меры маркируется: меры размером 5,5 мм и менее – на одной из измерительных поверхностей, а меры более 5,5 мм – на нерабочей поверхности. Под длиной концевой меры понимается длина перпендикуляра, опущенного из данной точки измерительной поверхности на ее противоположную измерительную поверхность. Разность между наибольшей и наименьшей длинами концевой меры определяет отклонение от плоскопараллельности.
В зависимости от точности изготовления, концевые меры длины имеют следующие классы точности: 00, 01, 0, 1, 2, 3 – для мер из стали; 00, 0, 1, 2, и 3 – для мер из твердого сплава.
В зависимости от погрешности измерения длины концевых мер и отклонения от плоскопараллельности (погрешности аттестации) установлены разряды мер: 1, 2, 3, 4 и 5. Для каждого разряда определены методы и средства измерения. Так, например, концевые меры 1-го разряда аттестуют с помощью абсолютного интерференционного метода измерения, являющегося наиболее точным.
Концевые меры поступают в продажу так называемыми наборами концевых мер. В зависимости от вида работ, для которых предназначены концевые меры, наборы содержат различное число мер. Наибольший набор № 3 состоит из 112 концевых мер. Наиболее часто в машиностроении используют набор, состоящий из 83 мер (набор № 1).
Для воспроизведения необходимого размера применяют блоки концевых мер, которые собирают с помощью «притираемости» до 200 мм и с помощью стяжки свыше 200 мм. В блоке рекомендуется применять не более 5 мер, так как сборка блока увеличивает размер блока на 0,05-0,1 мкм на каждый слой.
Под притираемостью концевых мер понимается свойство измерительных поверхностей концевой меры, обеспечивающее прочное сцепление концевых мер между собой при надвигании одной меры на другую. Притираемость характеризуется усилием сдвига, которое для мер, изготовленных из стали, должно находиться в пределах от 29,4 до 78,5 Н.
Для притирки необходимо:
1) Протереть измерительные (полированные) поверхности тряпкой;
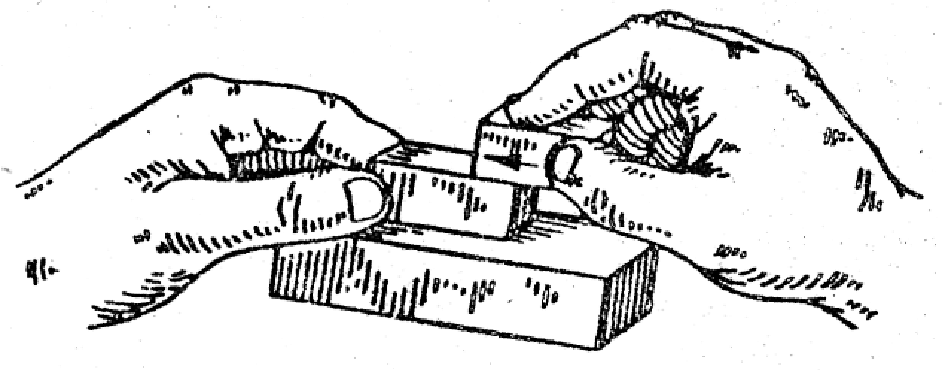
2) Не касаясь пальцами измерительных поверхностей, наложить концевую меру меньшей длины по концевую меру большей длины и прижимая друг к другу, надвинуть измерительные поверхности мер одна на другую (рис. 1,а). Правильно притертые меры удерживаются между собой молекулярными силами сцепления (рис. 1,б).
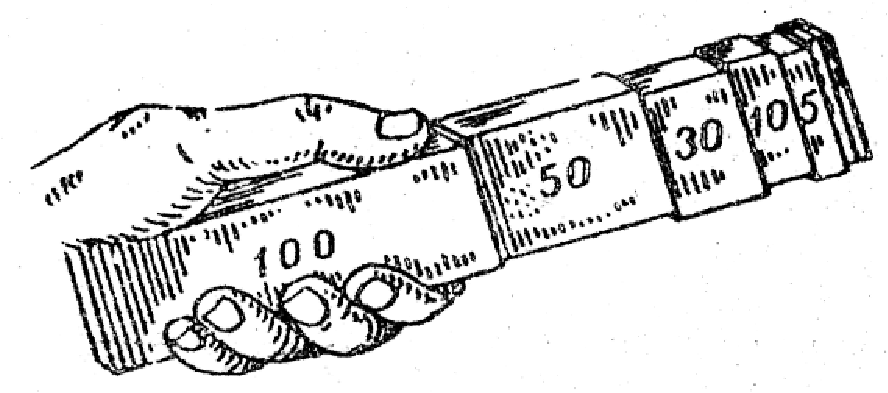
Благодаря притираемости, комбинируя меры набора, можно составить различные размеры. При составлении блока мер следует предварительно определить, какие меры нужно взять для данного блока. Число мер в блоке должно быть минимальным, так как погрешность суммарного размера блока зависит от числа мер, входящих в блок. При подборе концевых мер длины, составляющих блок, рекомендуется начинать с выбора меньшей меры, размер которой содержит последний знак десятичной дроби составляемого размера.
а)
б)
Рис. 1. Правила сборки набора концевых мер длины
Например, для составления блока мер размером 197,315 мм нужно:
1) подобрать меру, содержащую последнюю цифру 5, т.е. меру с длиной 1,005 мм;
2) размер выбранной меры 1,005 мм вычесть из заданного размера и определить остаток (197,315 – 1,005 = 196,31 мм);
3) подобрать меру, которая содержит последнюю цифру остатка, т.е. 1,31 мм;
4) определить второй остаток (196,31 – 1,31 = 195 мм), который набрать из мер 5 мм, 90 мм и 100 мм.
Таким образом, блок содержит меры: 1,005 мм, 1,31 мм, 5 мм, 90 мм и 100 мм.
Возможности использования концевых мер длины значительно расширяются благодаря применению набора принадлежностей к ним. Наборы принадлежностей включают: державки для крепления отдельных концевых мер длины или блоков; основание, предназначенное для установки державки с блоком мер при разметке; стяжки для крепления блоков мер размерами более 200 мм; радиусные боковики для измерения внутренних размеров; центровой и чертильный боковики, используемые при разметке.
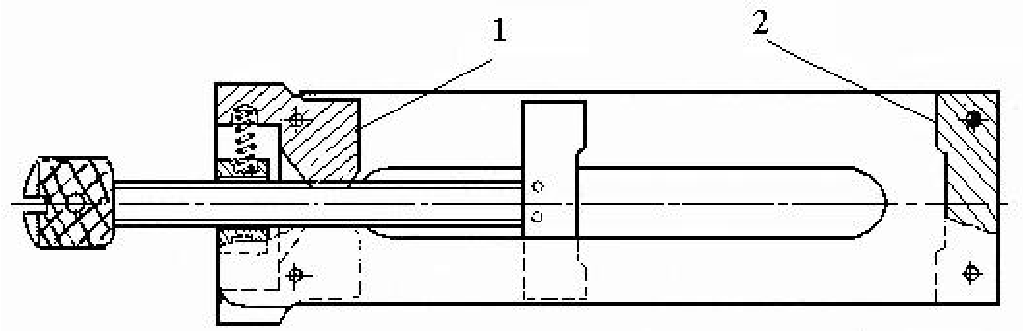
Рис. 2. Державка для концевых мер длины
На рис. 2 изображена державка для крепления концевых мер длины: 1 – разрезная гайка, 2 – основание.
Плоскопараллельные концевые меры длины широко применяются в промышленности. В данных лабораторных работах они будут применяться для настройки различных приборов и для измерения дифференциальным методом.