

3. Методика выполнения работы
3.1. Исходные данные
Измерительные или контрольные инструменты и приборы – рычажный и цанговый нутромеры.
Измеряемое или контролируемое изделие – кольцо или другая деталь с отверстием.
3.2. Порядок проведения работы
1. Если номинальный размер не указан на детали, определить при помощи штангенциркуля диаметр подлежащего измерению отверстия и округлить его до нормального (таблица П2.1).
2. Подобрать сменный штифт и сменные шайбы таким образом, чтобы их суммарный размер (согласно маркировке) отличался от номинального размера, не более чем на 0,5 мм и закрепить их в тройнике либо при помощи гайки либо путем непосредственного ввинчивания.
3. Ввести в отверстие корпуса измерительную головку так, чтобы большая стрелка повернулась примерно на один оборот в случае использования многооборотных головок), либо установить показание, близкое к нулевому (в случае симметричности шкалы отсчетного устройства). В этом положении закрепить измерительную головку стопорным винтом.
4. В соответствии с номинальным размером диаметра измеряемого отверстия набрать блок плоскопараллельных концевых мер длины, притереть к нему боковики и зажать в струбцине.
5. Настроить показание нутромера на нуль. Для этого поместить измерительные наконечники между плоскостями боковичков и, покачивая нутромер в направлении А и поворачивая его по направлению В (рис. 8). Найти положение, соответствующее наименьшему размеру. В этом положении установить нулевое показание поворотом шкалы индикатора, либо вращением специального винта.
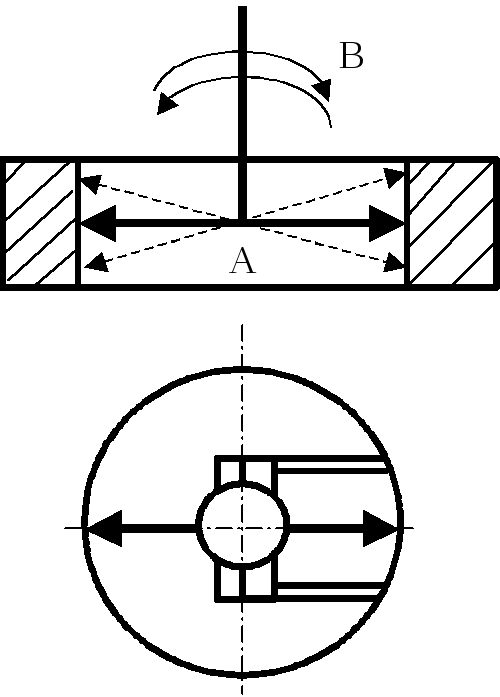
Рис. 8. Схема измерения индикаторным нутромером
6. Измерить диаметр отверстия детали. Для этого наклонить нутромер относительно отверстия в сторону центрирующего мостика, ввести его в этом положении в измеряемое отверстие, а затем установить ось корпуса нутромера параллельно оси отверстия. Покачивая прибор (рис. 8), найти положение, соответствующее наименьшему показанию измерительной головки, и произвести отсчет учитывая, что отклонение от нуля по часовой стрелке указывает на уменьшение размера. Измерение выполнить четыре раза в четырех различных сечениях.
7. Построить схему расположение поля допуска отверстия, согласно маркировке или по указанию преподавателя, пользуясь таблицами П3.1, П5.3, П5.4, П5.5. Пример построения поля допуска отверстия 50N9 приведен на рис. 9.
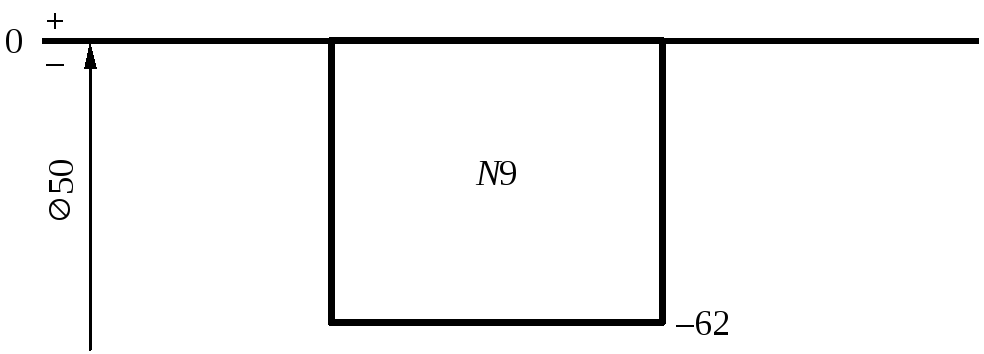
Рис. 9. Поле допуска отверстия 50N9
Дать заключение о годности измеренного отверстия.
8. Оформить отчет по прилагаемой форме.
3.3. Форма отчета
|
1. Наименование работы |
| ||||
|
2. Цель работы |
| ||||
|
3. Данные о приборе |
4. Данные о детали | ||||
|
Наименование |
|
Наименование |
| ||
|
Пределы измерения, мм |
|
Номинальный диаметр, мм |
| ||
|
Цена деления
|
|
Предельные отклонения |
| ||
|
5. Схема измерения (рис. 8) |
6. Показания прибора, мм | ||||
|
1 |
| ||||
|
2 |
| ||||
|
3 |
| ||||
|
4 |
| ||||
|
среднее |
| ||||
|
7. Схема расположения поля допуска | |||||
|
8. Заключение о годности | |||||