

Лабораторная работа № 8 контроль точности размеров деталей с помощью перенастраимого калибра
1. Цель работы
Изучение устройства перенастраиваемого калибра-скобы и приобретения навыков по его использованию.
2. Краткая теоретическая часть
Для контроля деталей типа «Вал» часто применяют перенастраиваемые калибры скобы.
Перенастраиваемый калибр (рис. 27) состоит из корпуса 1, к которому привинчены изолирующие накладки 2. Неподвижные контактные элементы 3 жестко закреплены в корпусе скобы. Подвижный контактный элемент 4 перемещается с помощью винта 5 и крепится стопорным винтом 6. Он предназначен для контроля нижней непроходной границы поля допуска. Для контроля верхней проходной границы служит контактный элемент 7, который настраивается аналогично. Настройка перенастраиваемого калибра производится с помощью плоскопараллельных концевых мер длины.
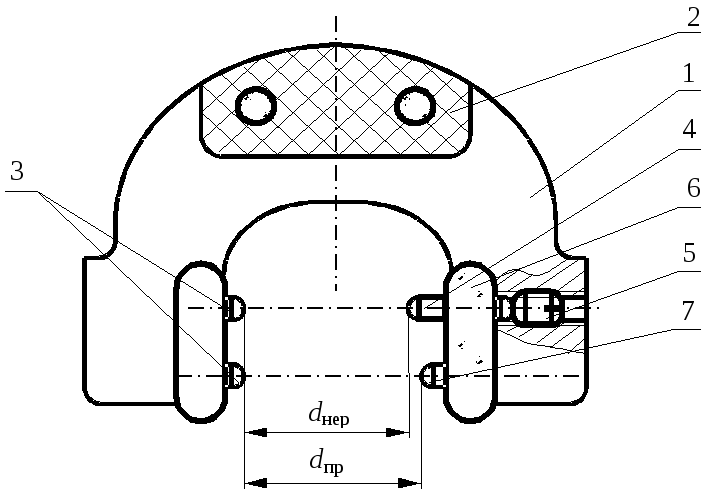
Рис. 27. Перенастраиваемый калибр скоба
3. Методика выполнения работы
3.1. Исходные данные
Измерительные или контрольные инструменты и приборы – перенастраиваемый калибр-скоба, набор концевых мер длины.
Измеряемое или контролируемое изделие – вал.
3.2. Порядок выполнения работы
1. В соответствии с указанными преподавателем номинальным размером и предельными отклонениями размера детали, пользуясь таблицами П3.1, П5.1, П5.2, построить поле допуска и рассчитать предельный наименьший и предельный наибольший размеры (рис. 28).
2. Набрать два блока концевых мер, размеры которых равны двум подсчитанным предельным размерам максимальному и минимальному, округлив предварительно размеры до 0,005 мм.
3. Установить блок мер соответствующий минимальному предельному размеру на стол, ослабив винт 6, вращением винта 5 довести до контакта непроходного измерительного наконечника 4 с блоком концевых мер. Стараться, чтобы в момент контакта винт испытывал небольшое усилие. Зафиксировать стопорный винт 6 в этом положении.

Рис. 28. Поле допуска вала с предельными размерами
4. Установить на стол блок мер, соответствующий максимальному предельному размеру, и аналогично предыдущему настроить проходной наконечник 7.
5. С помощью настроенного калибра проверить на годность контролируемые детали. Годными считаются детали, которые проходят между проходными наконечниками 3 и 7, и не проходят между непроходными наконечниками 3 и 4.
6. Оформить отчет по работе согласно прилагаемой форме.
3.3. Форма отчета
|
1. Наименование работы |
| ||||
|
2. Цель работы |
| ||||
|
3. Данные о калибре |
4. Данные о детали | ||||
|
Наименование |
|
Наименование |
| ||
|
5. Схема измерения (рис. 27) |
Номинальный размер, мм |
| |||
|
Предельные отклонения |
| ||||
|
Предельные размеры |
| ||||
|
6. Результаты контроля | |||||
|
Годные детали |
Негодные детали | ||||
|
|
| ||||
|
7. Схема расположения поля допуска | |||||
Лабораторная работа № 9 измерение гладкого калибра-пробки с помощью микрокатора
1. Цель работы
Изучение устройства микрокатора и приобретения навыков по его использованию.