

4. Нормирование точности подшипников качения и втулок подшипников скольжения
Лабораторная работа № 6
КОНТРОЛЬ ТОЧНОСТИ ВНУТРЕННЕГО КОЛЬЦА ПОДШИПНИКА КАЧЕНИЯ НА ГОРИЗОНТАЛЬНОМ ОПТИМЕТРЕ
1. Цель работы
Изучение устройства горизонтального оптиметра и приобретение навыков по его использованию.
2. Краткая теоретическая часть
Горизонтальный оптиметр – это универсальный оптико-механический измерительный прибор для внутренних и наружных измерений.
Горизонтальный оптиметр состоит из горизонтального штатива и оптиметровой трубки (рис. 21).
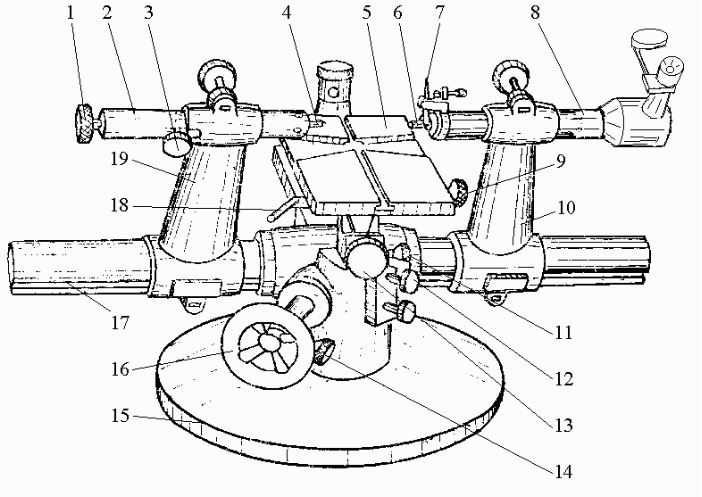
Рис. 21. Общий вид горизонтального оптиметра
Как видно из рис. 21, на основании 15 имеются цилиндрические направляющие 17, по которым могут перемещаться кронштейны 10 и 19. В правом кронштейне укрепляется оптиметровая трубка 8 с чувствительным измерительным наконечником 6, в левом – пиноль 2 с базирующим измерительным наконечником 4.
Измеряемая деталь или блок концевых мер длины устанавливаются и закрепляются на столе 5 (рис. 21) струбциной 30 (рис. 22). Для поиска экстремальных показаний (максимума и минимума) стол может перемещаться в трех взаимно перпендикулярных направлениях и поворачиваться относительно вертикальной и поперечной горизонтальной осей. Вертикальное перемещение осуществляют вращением маховика 16 (в нужном положении стол закрепляют винтом 14). Поперечное перемещение стола производят путем вращения головки 9. В продольном направлении верхняя часть 5 стола выполнена «плавающей», поэтому базирующим является наконечник пиноли 4 (рис. 21), а не сам стол.
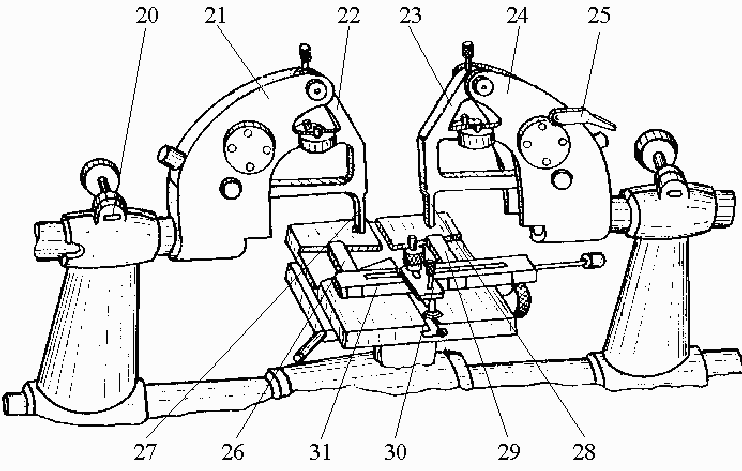
Рис. 22. Стол горизонтального оптиметра
Покачивание стола вокруг горизонтальной оси производят при помощи ручки 13 (нужное положение фиксируется винтом 11). Поворот стола относительно вертикальной оси осуществляется рукояткой 18.
Для измерения внутренних размеров применяются (рис. 22) специальные кронштейны 21 и 24 с закрепленными в них подвижными дугами 22 и 23 с наконечниками для измерения внутренних размеров 27 и 28. В этом случае арретир микрокатора 7 снят, а вместо него арретиром 25 оснащена дуга 23.
Необходимый для настройки нулевого показания оптиметра блок концевых мер длины вместе с двумя боковичками 26 и 29 зажимаются в струбцине 31. При этом цилиндрические поверхности боковичков должны находиться снаружи. Струбцина с боковичками и блоком концевых мер крепится на столе, как и измеряемая деталь, специальной струбциной 30.
Пределы измерений горизонтального оптиметра при измерении наружных размеров от 0 до 150 мм, а внутренних размеров от 13,5 до 150 мм, цена деления оптиметра 1 мкм. Пределы измерения по шкале прибора 100 мкм.
Измерение диаметра отверстия на горизонтальном оптиметре может быть осуществлено путем поиска экстремальных значений в двух плоскостях (рис. 23).
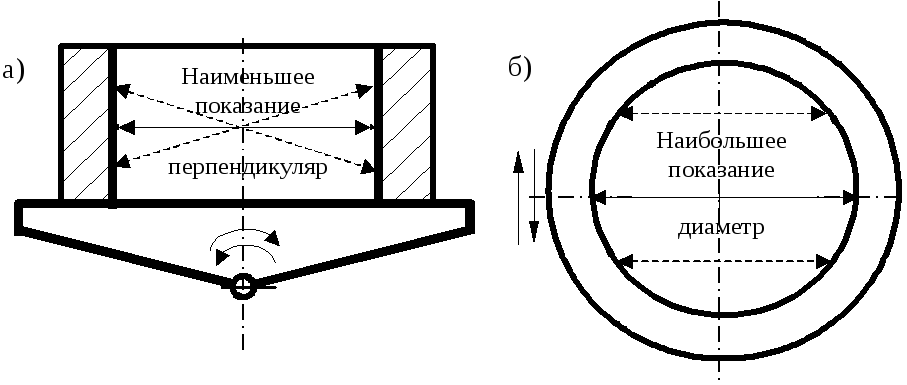
Рис. 23. Схема измерения диаметра отверстия
В плоскости проходящей через ось цилиндрического отверстия (рис. 23,а) ищется минимальное значение, которое соответствует перпендикуляру, и в плоскости перпендикулярной оси отверстия (рис. 23,б) ищется максимальное значение, которое соответствует диаметру. Именно это значение экстремальное в двух плоскостях и будет действительным диаметром измеряемого отверстия.