

Лабораторная работа № 3 измерение размеров деталей штангенинструментами
1. Цель работы
Изучение устройства штангенинструментов и приобретения навыков по их использованию для измерения деталей.
2. Краткая теоретическая часть
К штангенинструментам относятся измерительные инструменты (приборы) с неподвижной основной шкалой, нанесенной на штанге, и с дополнительной подвижной шкалой нониусом для отсчета долей деления основной шкалы.
Простейшая шкала нониуса, позволяющая отсчитывать показания через 0,1 мм, изображена на рис. 10. Отрезок L (длина нониуса), равный девяти делениям основной шкалы, то есть 9 мм, разделен на 10 равных частей (рис. 10,а).
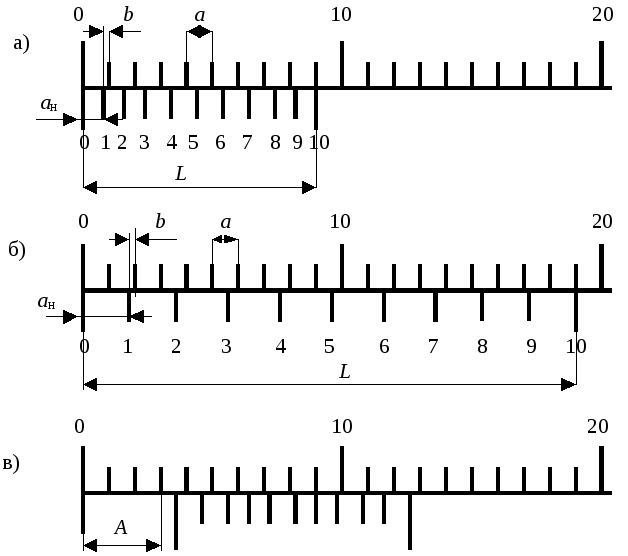
Рис. 10. Схема нониуса штангенинструмента
Длина деления шкалы на нониусе меньше длины деления шкалы на штанге на 0,1 мм. При движении нониуса относительно основной шкалы первое значение, которое можно будет отсчитать, когда деление на нониусе совпадет с делением основной шкалы. Это произойдет когда шкала пройдет разность длин делений нониуса и основной шкалы, поэтому эта разность называется отсчетом по нониусу.
Обозначив длину деления шкалы на штанге а, длину деления шкалы на нониусе ан, количество делений на нониусе n и длину нониуса L, рассчитаем отсчет по нониусу:
b = a – ан = a – (L/n) = 1,0 – 0,9 = 0,1 мм .
При слишком малой длине деления шкалы на нониусе отсчет показаний затруднен. Для устранения этого недостатка увеличивают длину деления шкалы на нониусе за счет большей его общей длины. Например, для того чтобы увеличить длину деления шкалы нониуса при том же отсчете по нониусу, следует его длину увеличить с 9 до 19 мм (рис. 10,б) и разделить ее на те же 10 частей. В этом случае длина деления шкалы на нониусе ан составит 1,9 мм, а отсчет по нониусу
b = 2a – ан = 2 1 – 1,9 = 0,1 мм .
Если длину нониуса L оставить прежней, то есть 19 мм, но разделить это расстояние на 20 частей (n=20), то ан будет равно 0,95 мм и отсчет по нониусу изменится, и будет равен
b = 1a – ан = 1 1 – 0,95 = 0,05 мм .
В общем случае, отсчет по нониусу можно определить по формуле
b = a – ан ,
где – модуль нониуса. Поскольку ан = L/n, то
= (L + a) / n а .
Модуль нониуса характеризует соотношение длины деления шкалы нониуса и штанги, или растянутость нониуса. Модуль нониуса всегда равен целому числу.
Отечественная промышленность выпускает штангенинструменты с отсчетом 0,1 и 0,05 мм.
Отсчет по нониусу можно найти и на основании другой, более простой зависимости b = a/n.
При измерении штангенинструментом, то есть при сдвиге нониуса относительно штанги, дробная доля миллиметра равна порядковому номеру отметки нониуса k, совпадающего с какой-либо отметкой шкалы штанги, умноженному на отсчет по нониусу. Целое число миллиметров А размера детали определяется числом целых делений шкалы, заключенным между нулевой отметкой шкалы штанги и нулевой отметкой нониуса (рис. 10,в). Размер детали равен А + kb (на рис. 10,в отсчет равен 36 мм).
Штангенинструменты (штангенциркули, штангенглубиномеры, штангенрейсмассы и др.) предназначены для измерения линейных размеров и разметки деталей.
Штангенциркули (рис. 11) являются одними из наиболее распространенных измерительных инструментов. Их выпускают нескольких типов.
Штангенциркули ШЦ-I (рис. 11,а) предназначен для измерения наружных и внутренних размеров при помощи двухсторонних измерительных губок 1 и 2, а также размеров уступов при помощи измерительной планки 4.
Подвижная губка 2 при снятии отсчетов стопорится винтом 3. Для более удобного снятия отсчета по шкалам штангенинструменты, в том числе и штангенциркули типа ШЦ-I оснащаются стрелочными отсчетными устройствами с применением реечно-зубчатой передачи (рис. 11,б).
Штангенциркули ШЦ-II (рис. 11,в) – с двухсторонними губками предназначен для измерения наружных и внутренних размеров, а также для разметки деталей. Для плавного (точного) перемещения подвижной губки, что особенно необходимо для установления требуемого размера при разметке, эти штангенциркули оснащаются механизмом микроподачи. Плавное перемещение рамки обеспечивается микрометрической парой 7 и хомутиком 5. При использовании микрометрической пары рамка закрепляется винтом 3, винтом 6 стопорится хомутик и вращением гайки 7 перемещается рамка вдоль штанги.
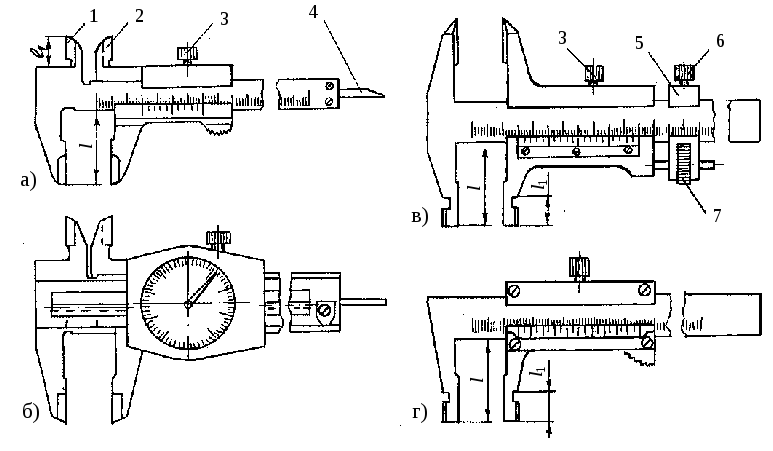
Рис. 11. Штангенциркули
Штангенциркуль типа ШЦ-III, предназначенный для измерений больших размеров, представлен на рис. 11,г. В отличие от штангенциркуля ШЦ-II у него односторонние губки и отсутствует механизм микроподачи, эти штангенциркули могут иметь пределы измерения до 4000 мм.
При измерении внутренних размеров штангенциркулями ШЦ-II и ШЦ-III к отсчету показаний по шкалам необходимо прибавить толщину губок, маркируемую на них (обычно она 10 мм).
Точность измерения штангенциркулями при измерении размеров до 500 мм обычно равна удвоенному отсчету по нониусу. Например, для штангенциркуля с отсчетом по нониусу 0,05 мм, погрешность измерения будет составлять 0,05 мм.
Современная промышленность выпускает штангенциркули с цифровым отсчетом, пользоваться которыми значительнее удобнее, чем обычными. Отсчет на этих штангенциркулях снимается с жидкокристаллического индикатора, расположенного на подвижной части. Дискретность отсчета цифровых штангенцир-кулей равна 0,01 мм, погрешность измерения около 0,03 мм.
На рис. 12 изображен цифровой штангенциркуль аналогич-ный обычному ШЦ-I.
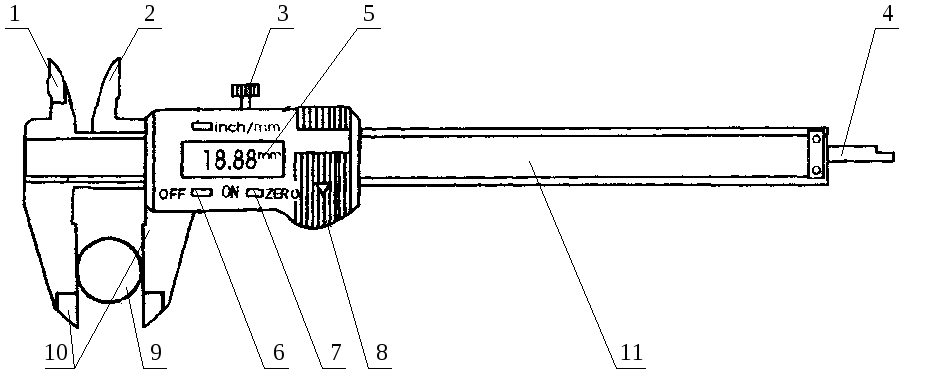
Рис. 12. Цифровой штангенциркуль
На рисунке цифрами обозначены: 1 и 2 – губки для измере-ния внутренних размеров; 3 – стопорный винт; 4 – глубиномер; 5 – жидкокристаллический индикатор; 6 – кнопка выключения; 7 – кнопка сброса на ноль; 8 – отсек для батарейки; 9 – изме-ряемая деталь; 10 – измерительные губки; 11 – штанга.
С помощью штангенинструмента можно измерять любые размеры: наружные (валы), внутренние (отверстия) и уступы. Перед проведением измерений необходимо выбрать штангенинструмент исходя из величины и характера измеряемых размеров.
Штангенглубиномер (рис. 13) используется для измерения глубин пазов и отверстий, расстояний до буртиков и выступов и высоты деталей.

Рис. 13. Штангенглубиномер
Штангенрейсмасс (рис. 14) применяется для измерения высот и выступов и разметки.
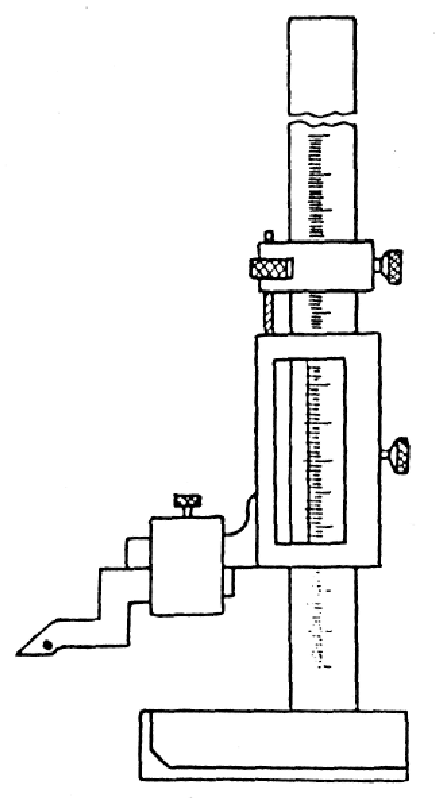
Рис. 14. Штангенрейсмасс
Поскольку отсчетное устройство в виде шкалы нониуса для всех штангенинструментов одинаково, то непосредственные измерения в лабораторной работе будут производиться штангенциркулями разных типов (рис. 11).