

54.Конструктивная иерархия модулей MainFrame фирмы ibm.
Процессорный чип z990 имеет размер 14,1×18,9 мм и содержит 122 млн. транзисторов, для чипа кеш-памяти SD эти параметры равны соответственно 17,5×17,5 мм и 521 млн. транзисторов.
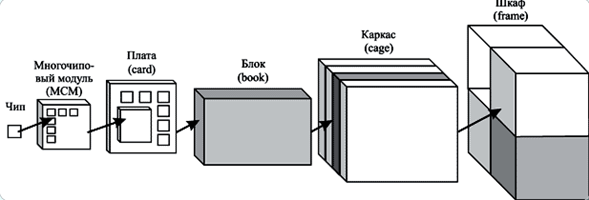
1 Уровень – многокристальный (многочиповый) модуль
MCM представляет собой многослойную подложку, на которой размещается необходимый набор чипов, межсоединения выполняются в нескольких низлежащих слоях.
Слои межсоединений реализуются с использованием стеклокерамических подложек, обеспечивающих задержку распространения сигналов 7,8 нс/м.
В каждом слое межсоединений используется сигнально-потенциальное звено, состоящее из двух слоев ортогональных сигнальных (X, Y слои) и слоя питания или земли.
В нижней части MCM устанавливается разъем с количеством контактов до 5184.
Нагревание
MCM контролируется несколькими термисторами
с использованием охлаждающей системы.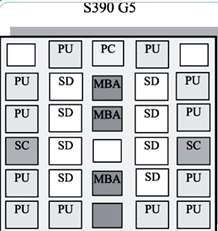
PU – процессорный чип,
SD – чипы КЭШ-памяти L2,
SC – системный контроллер,
MBA – адаптер памяти,
MSC – контроллер памяти
2-й уровень – плата
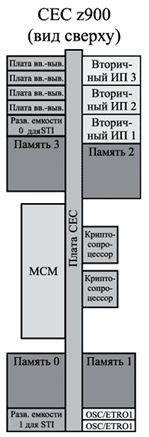
CEC представляет собой многослойную печатную плату размером 553×447 мм с 10 сигнальными слоями и 24 слоями питания и земли.
Модули размещаются на плате CEC с двух сторон, что обеспечивает более плотную упаковку.
Для уменьшения взаимных электромагнитных помех между слоями в CEC используются сигнально-потенциальные звенья вида «земля-сигнал-питание».
54.Конструктивная иерархия модулей MainFrame фирмы ibm. (продолжение)
3 Уровень – блок
Блок (book) содержит одну CEC и вспомогательные системы питания, охлаждения и управления.
Для защиты от электромагнитных помех блок полностью закрыт металлическим кожухом, имеет габаритные размеры 56×14 см и вес 32 кг.

4 Уровень – каркас
Для объединения блоков используется центральная плата, имеющая с одной стороны четыре слота для подключения до четырех блоков CEC, а с другой – до восьми слотов для установки вторичных источников питания.
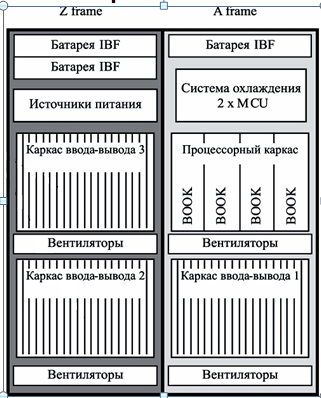
5 Уровень – шкаф
В состав сервера входят два шкафа. Габаритные размеры равны 154×158×194 см, а вес - 790 кг (A) и 767 кг (Z).
В шкафу Z располагаются первичные источники питания, формирующие постоянное напряжение 350 в.
Для повышения надежности питания предусмотрено подключение сервера к двум внешним фидерам трехфазного напряжения. Постоянное напряжение 350 в разводится по шкафам для подачи на вторичные источники питания, находящиеся в каждом из каркасов.
В верхней части шкафов размещены батареи, обеспечивающие питание сервера в случае отключения внешнего питания, а также системы охлаждения блоков сервера.
55.Разработка технологической схемы сборки.
При проектировании технологической схемы сборки необходимо определить конструктивные и сборочные элементы изделия и их взаимную связь. Схематическое изображение взаимной связи конструктивных или сборочных элементов изделий называют соответственно схемами конструктивного и сборочного составов изделий. Выбор и определение последовательности сборки зависят в основном от конструкции собираемого изделия и степени дифференциации сборочных работ. Последовательность ввода деталей и сборочных единиц в процессе сборки изделия определяет и порядок их предварительного комплектования.
При проектировании технологического процесса сборки необходимо собираемые изделия предварительно расчленить на элементы таким образом, чтобы осуществить сборку наибольшего количества этих элементов независимо друг от друга. Изделие расчленяют на сборочные единицы путем построения схемы сборочного состава.
Органическая связь сборочного процесса с конструкцией изделия требует от технолога перед непосредственным проектированием процесса сборки тщательного изучения конструктивной связи деталей и сборочных единиц изделия. Технолог должен определить сборочные единицы изделия, выделив базовые элементы и количество разъемов, проверить возможность обеспечения требуемой точности сборки и взаимозаменяемости, установить шифр или индекс каждой сборочной единицы для разработки технологической документации.
При выделении сборочных единиц обязательным условием является возможность сборки каждой сборочной единицы независимо от других. Кроме сборочных единиц определяют детали и составные части изделия, которые поступают в готовом виде. В результате этого должна быть составлена схема сборочной связи отдельных деталей и составных частей данного изделия. Эта сборочная связь определяет сборочный состав изделия.
В связи с тем что схема сборочного состава должна указывать последовательность сборочного процесса, в ней должен быть выделен базов ыйэлемент (базовая деталь, сборочная единица и т. д.), с которого и начинается сборка.
В процессе сборки изделия пользуются сборочными база-м и, т. е. совокупностями поверхностей или точек, по отношению к которым фактически ориентируют другие детали изделия. Сборочные базы образуются теми элементами деталей, которые определяют их положение относительно других, ранее установленных деталей.
Для разработки процесса сборки составляют технологические схемы сборки, где условно изображают последовательность сборки машины из элементов (деталей, сборочных единиц). Схему сборки обычно составляют в соответствии со сборочным; чертежом изделия и спецификацией его составных частей.
В технологических схемах надписывают названия методов соединений там, где они не определены типом соединяемых деталей. Так, указывают: «приварить», «запрессовать», «набить смазкой» (но не делают указания «заклепать», если показана установка заклепки).