

Книги-МО / fathytdinov_proizvodstvenniy-management
.pdf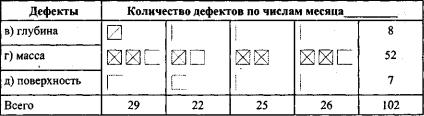
202 |
Р. А. Фатхутдинов. Производственный менеджмент |
Таблица4.4(продолжение)
Мозговая атака используется, чтобы помочь группе выработать наибольшее число идей по какой-либо проблеме в возможно короткое время, и может осуществляться двумя путями:
1)упорядоченно — каждый член группы подает идеи в порядке очередности по кругу или пропускает свою очередь до следующего раза. Таким способом можно побудить к разговору даже самых молчаливых людей. Однако здесь присутствует некоторый элемент давления, что может помешать формированию идеи;
2)неупорядоченно — члены группы просто подают идеи по мере того, как они приходят на ум. Так создается более раскованная атмосфера.
В обоих подходах общие правила поведения экспертов одинаковы. Желательно придерживаться следующей линии поведения:
•никогда не критиковать чужие идеи. Записывать на лист или доску каждую идею. Если слова видны всем, это помогает избежать неверного понимания и рождает новые идеи;
•каждый должен согласиться с вопросом или повесткой дня предстоящей мозговой атаки;
•заносить на доску или на лист слова выступающего буквально, не редактируя их;
•делать все быстро, лучше всего проводить мозговую атаку за 5-15 мин.
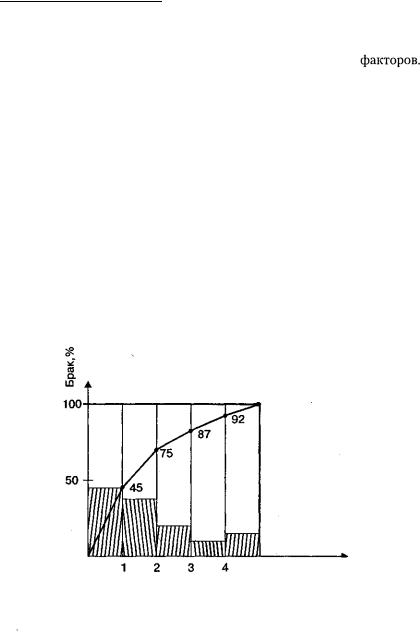
Диаграмма Парето применяется, когда требуется представить относительную важность всех проблем или условий с целью выбора отправной точки для решения проблем, проследить за результатом или определить основную причину проблемы. Диаграмма Парето — это особая форма вертикального столбикового графика, которая помогает определить, какие имеются проблемы, и выбрать порядок их решения. Построение диаграммы Парето основано на информации из контрольных
204 |
Р. А. Фатхутдинов. Производственный менеджмент |
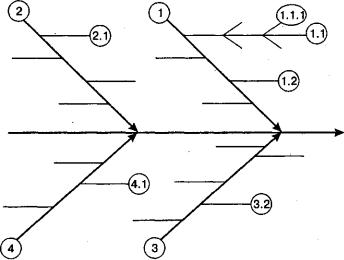
Причинно-следственнаядиаграмма(диаграммаИсикавы,диаграм- ма «рыбий скелет») является результатом структуризации проблемы (рис. 4.5).
Повышение конкурентоспособности товара
Рис. 4.5. Причинно-следственнаядиаграммауровня конкурентоспособности товара:
1 — качество товара; 2 — качество сервиса товара у его потребителя; 3— ценатовара; 4— затраты на эксплуатацию (применение) товараза его нор- мативныйсрокслужбы;7.1,1.2ит.д.—показателикачестватовара
На рис. 4.4 показано, что основными факторами конкурентоспособности товара являются: качество товара, качество сервиса товара у его потребителя, цена товара и затраты на эксплуатацию (применение) товара за нормативный срок службы. Для нахождения конкретных причин низкого уровня конкурентоспособности товара необходимо проанализировать все структурные составляющие конкурентоспособности, выявить узкие места (проблемы) в сравнении с показателями основных конкурентов, разработать и внедрить мероприятия по ликвидации узких мест в управлении конкурентоспособностью. На рис. 4.4 указаны не все составляющие конкурентоспособности, а только те из них, которые являются причинами отставания от конкурентов.
Гистограмма — кривая, построенная по крайним верхним точкам разброса статистических данных относительно среднего значения (ме-


206 |
Р.А.Фатхутдинов.Производственныйменеджмент |
лучшим образом, так как имеются резкие изменения контрольных размеров. Следует отладить систему «станок — приспособление — инструмент — деталь», с тем чтобы исключить размеры в зоне А.
Измеряемая
величина
Время
Рис. 4.7. Контрольная карта
Для установления силы влияния (корреляции) одного фактора на другой и направленности взаимодействия строят корреляционные поля (диаграммы рассеяния) — рис. 4.8.
Y А |
Y А |
Рис. 4.8. Корреляционные поля (диаграммы рассеяния)
Тема 4. Управление качеством |
|
209 |
Техническим контролем называется проверка соблюдения технических требований, предъявляемых к качеству продукции на всех стадиях ее изготовления, атакже производственных условий и факторов, обеспечивающих требуемое качество. Объектами технического контроля являются материалы и полуфабрикаты, поступающие на предприятие со стороны, продукция предприятия как в готовом виде, так и на всех стадиях ее производства, технологические процессы, орудия труда, технологическая дисциплина и общая культура производства. Технический контроль призван обеспечивать выпуск продукции, соответствующей требованиям конструкторско-технологической документации, способствовать изготовлению продукции с наименьшими затратами времени и средств, предоставлять исходные данные и материалы, которые могут быть использованы в целях разработки мероприятий по повышению качества продукции и сокращению издержек. Влияние уровня качества производственных процессов изготовления продукции на потери и конкурентоспособность организации показано в табл. 4.5.
Технический контроль представляет собой комплекс взаимосвязанных и проводимых в соответствии с установленным порядком контрольных операций. Подавляющее большинство из них является неотъемлемой и обязательной частью производственного процесса и поэтому возлагается на рабочих, выполняющих соответствующую производственную операцию. Вместе с тем в целях обеспечения выпуска продукции надлежащего качества и предупреждения потерь в производстве ряд контрольных операций выполняются бригадирами, мастерами и специальным персоналом — работниками заводского отдела технического контроля (ОТК).
Общиепринципырациональнойорганизациитехническогоконтроля
сводятся к следующим:
•технический контроль должен охватывать все элементы и стадии производственного процесса;
•техника, методы и организационные формы контроля должны полностью соответствовать особенностям техники, технологии и организации производства;
•эффективность рациональной организации технического контроля в целом и отдельных ее элементов должна быть обоснована надлежащими экономическими расчетами;
•система контроля должна обеспечивать четкое и обоснованное распределение обязанностей и ответственности между отдельными исполнителями и различными подразделениями предприятия;

210Р. А. Фатхутдинов, Производственный менеджмент
•система контроля должна использовать эффективные методы статистического контроля мотивации.
Взависимости от конкретных задач, стоящих перед техническим контролем, различают следующие основные его виды: профилактический, приемочный, комплексный и специальный. Профилактический контроль имеет целью предупреждение появления брака в процессе производствапродукции.Приемочныйконтрольосуществляетсясцелью выявления и изоляции брака. Комплексный контроль решает обе задачи: и профилактики, и приемки. Специальный контроль решает специфические задачи, например, инспекционный контроль, контроль эксплуатации продукции и т. п.
Методы контроля качества — это контроль наладки, летучий контроль, статистические методы контроля, выборочный или сплошной контроль, статистический анализ технологического процесса, оборудования, качества продукции.
Наряду с изложенной выше классификацией видов и методов контроля используется и классификация контрольных операций по следующим признакам. В зависимости от особенностей контролируемых параметров различают:
•контроль геометрических форм и размеров;
•контроль внешнего вида продукции и документации;
•контроль физико-механических, химических и других свойств материалов и полуфабрикатов;
•контроль внутреннего брака продукции (раковины, трещины
ит. п.);
•контроль технологических свойств материалов;
•контрольно-сдаточные испытания;
•контроль соблюдения технологической дисциплины.
Взависимости от стадии производства выделяют:
•предварительный (входной) контроль;
•промежуточный контроль;
•окончательный контроль.
. В зависимости от степени охвата контролем производственных операций различают:
•пооперационный контроль;
•групповой контроль, выполняемый после нескольких производственных операций.