

5. Вспомогательное оборудование
5.1. Классификация вспомогательного оборудования
Классификация вспомогательного оборудования приведена на рис. 5.1.

Рис. 5.1. Классификация вспомогательного оборудования термических цехов
5.2. Оборудование для получения контролируемых атмосфер
Существует несколько групп контролируемых атмосфер: аммиачная, древесноугольная, экзотермическая, эндотермическая, экзо- и эндо- водородная, аргоновая, гелиевая и паровая.
Аммиачная группа включает атмосферы ДА, получаемые при диссоциации аммиака (2NH3 2H2+N2) и содержащие до 7% водорода, а также атмосферы ПСА-0,8, получаемые при сжигании аммиака с коэффициентом избытка воздуха = 0,7…0,9 и содержащие 1…15 % водорода, остальное азот. Атмосферы ДА взрывоопасны, а ПСА-0,8 невзрывоопасны.
Для уменьшения влажности атмосферы аммиачной группы сушат. Чем меньше влаги в газовой атмосфере, тем ниже точка росы. Температура начала конденсации водяных паров из газовой смеси называется точкой росы.
В установках (генераторах) экзотермического типа реакция горения газо-воздушной смеси сопровождается выделением большого количества тепла и протекает без внешнего подогрева реторты (камеры сжигания) генератора. Температура в реторте достигает 1200…1300 °С, в связи с чем экзотермические установки имеют водоохлаждаемую камеру сжигания. В экзотермических установках получают экзотермические газы (экзогазы) ПСА-08, ПС-06, ПСС-06 и другие.
Технико-экономические показатели установок для приготовления контролируемых атмосфер приведены в табл. 5.1.
Для получения контролируемой атмосферы из аммиака необходимо произвести испарение жидкого аммиака, его диссоциацию, частичное сжигание диссоциированного аммиака в смеси с воздухом, охлаждение и осушку продуктов горения.
Таблица 5.1
Технико-экономические показатели установок для приготовления
контролируемых атмосфер
|
Показатели |
Экзотермический газ |
Эндотермический газ |
Диссоциированный аммиак |
Очищенный азот | |
|
Обозначение установки |
ЭК-125-0 |
ЭН-30 |
ЭН-125 |
ДА-30С |
АЗ-125 |
|
Производительность установки, м3/ч |
125 |
30 |
125 |
30 |
125 |
|
Установленная мощность, кВт |
7,3 |
32 |
45 |
29 |
30 |
|
Удельный расход электроэнегрии, Мдж/м3 (кВт∙ ч/м3) |
0,216 (0,06) |
2,52 (0,7) |
1,44 (0,4) |
1,62 (0,45) |
1,08 (0,3) |
На рис. 5.2. приведена схема установки для получения контролируемой атмосферы частичным сжиганием газообразного аммиака.
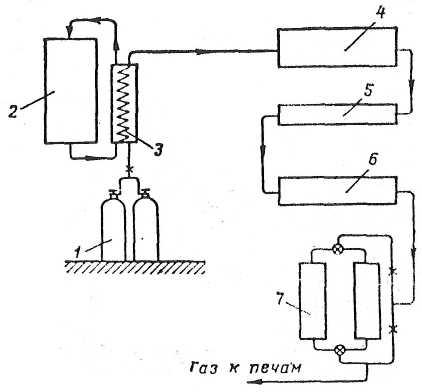
Рис. 5.2. Схема приготовления контролируемой атмосферы
с частичным сжиганием диссоциированного аммиака. Атмосфера ПСА
Приготовление атмосферы производят в следующем порядке: из баллонов 1 жидкий аммиак под давлением поступает в испаритель 3. В испарителе 3 он превращается в газ. Дальше газообразный аммиак поступает в диссоциатор 2, где он при температуре 650…850 °С в присутствии катализатора (железных стружек) распадается на водород и азот. Дальше диссоциированный аммиак направляют в смеситель, где его смешивают с необходимым количеством воздуха. Из смесителя газо-воздушная смесь подается газодувкой в камеру сжигания 4, где реакция частичного сжигания аммиака происходит при 900…950 °С в присутствии катализатора (смеси шамотного и никелевого порошка). На пути к камере сжигания установлен пламегаситель для предохранения от проскакивания пламени из горелки в трубопровод и газодувку.
В зависимости от коэффициента избытка воздуха футерованную огнеупорным кирпичом камеру сжигания утепляют, либо она имеет снаружи водоохлаждаемый кожух для поддержания необходимого теплового режима в камере сжигания. Затем продукты горения поступают в трубчатый водоохлаждаемый охладитель 5, где их охлаждают до температуры 20…25 °С. Здесь же в охладителе одновременно с охлаждением происходит первичная осушка продуктов горения до 2,5 %-ного содержания паров Н2О. Такое содержание влаги соответствует точке росы +20 °С. Далее продукты горения направляют в рефрижератор 6, где их температуру понижают до +2…4 °С. Это соответствует содержанию паров Н2О в продуктах горения до 0,7 %. Из рефрижератора продукты горения поступают в адсорбер 7. Адсорбер состоит из двух колонок, заполненных адсорбентом (силикагелем или алюмогелем). Колонки адсорбера работают попеременно. Одна работает на осушке газа, другую в это время продувают горячим воздухом (250…300 °С) для восстановления адсорбента.
В адсорбере влага из продуктов горения поглощается до ее содержания в газе 0,01 %, что соответствует точке росы минус 40…50 °С.
Выходящая из адсорбера атмосфера почти полностью осушена и при = 0,7…0,9 содержит только водород (7…20 %) и азот (93…80 %). Дальше атмосфера поступает через расходомер и регулятор в печь.
Контролируемые атмосферы применяются при различных видах как термической, так и химико-термической обработок. Подробные сведения по этому вопросу приведены в табл. 5.2.
Применение контролируемых атмосфер повышает качество термообработки, не требуется дополнительных операций и оборудования для очистки деталей от окалины, что снижает себестоимость термообработки. Из технологического процесса исключаются вредные для здоровья человека операции: травление в растворах кислот, нейтрализация, пескоструйная обработка и т.п.
Однако, следует всегда пояснить, что некоторые контролируемые атмосферы взрывоопасны и вредны для здоровья человека. Главная опасность исходит от оксида углерода, действующего на кровь. Поскольку оксид углерода не имеет запаха, он особенно опасен и его действие обнаруживается только после того, как проявилось само отравление. Почти одинаковая плотность оксида углерода и воздуха еще больше увеличивает опасность отравления. При утечке оксида углерода она не поднимается и не опускается, а смешивается с воздухом и удаляется из помещения только при обновлении в нем воздуха.
Аммиак является сильно раздражающим газом и для него установлена, как и для оксида углерода, максимально допустимая концентрация на рабочем месте 0,005 %. Но степень опасности от аммиака меньше, т.к. уже при очень малых концентрациях (0,0005 %) аммиак можно распознать по запаху.
Таблица 5.2
Применение контролируемых атмосфер
|
Металл |
Термическая обработка | |||||||||
|
отжиг |
нормализация |
закалка |
отпуск 550-700 °С |
цементация (все цементируемые марки стали) |
нитроце-ментация |
Спекание металлов (с восстановлением окислов) |
Пайка медью (t = 1150 °С) | |||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 | ||
|
Малоуглеродистая сталь |
ДА; ПСА-08; ПСС-06; ПСО-06; ПСО-09 |
ПСА-08; ГГ-С; ПСС-06 |
- |
- |
ГГ-ВО; ГГ-О; ПС-Э; ПСС-Э; ПСО-06; ПСО-09 с добавкой углеводородов 1…4 %; КГ-ВО; КГН; ПГН; эндогаз + (10…15) % природного газа |
То же, что и для цементации, но с добавкой 10…30 % аммиака |
Малоуглеродистые сплавы: ДА; Н2; ГГ; ГГ-С; ПСС-06; ПС-Э |
ПСА-08; ГГ-ВО; ПСС-06; ГГ-С; | ||
|
Средне- и высокоуглеродистая сталь |
ГГ-ВО; ПСО-06; ПСО-08 |
ГГ-ВО; ПСО-06; ПСС-9 |
ГГ-ВО; ГГ-0; ПСО-09; КГ-ВО; ПС-Э |
ПСС-06; ГГ-С |
- |
- |
Высокоуглеродистые сплавы ДА; Н2; ГГ-0; ГГ-ВО; ПСО-06; ПСО-09; КГ-ВО |
ГГ-ВО; ПСО-06; ПСО-09; ГГ-О | ||
|
Средне- и высоколегированная сталь |
ГГ-ВО; ПСО-06; ПСО-09; ПСС-Э |
ГГ-О; ПСО-09; КГ-ВО |
ГГ-ВО; ГГ-О; ПСО-09; КГ-ВО; ПС-Э |
ПСС-06; ГГ-С |
- |
- |
- |
ГГ-ВО; ПСО-06; ПСО-09; ГГ-0 | ||
|
Быстрорежущая сталь |
ПСО-06; ПСО-09 |
- |
ГГ-ВО; ПСО-06; КГ-ВО; ПСС-Э |
ПСС-06; ГГ-С |
- |
- |
- |
- | ||
|
Нержавеющая сталь |
ДА |
- |
- |
- |
- |
- |
- |
- | ||
|
Продолжение табл. 5.2 | ||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 | ||
|
Ковкий чугун |
Перлитный |
ГГ-ВО; ПСО-06; ПСО-09; ПС-Э; КГ-ВО |
- |
- |
- |
- |
- |
- |
- | |
|
ферритный |
ГГ; ГГ-С; ПСС-08 |
- |
- |
- |
- |
- |
- |
- | ||
|
Трансформаторное железо и высококремнистая сталь |
ПСА-08; ПСО-09 |
- |
- |
- |
- |
- |
- |
- | ||
|
Жаростойкие сплавы при 1000…1200 оС |
Ar, He |
Ar, He |
Ar, He |
- |
- |
- |
- |
- | ||
Примечание:
ДА - диссоциированный аммиак;
ПСА - продукт сжигания аммиака;
ПСС - продукты сжигания, сухие;
ПСО - продукт сжигания очищенный;
ГГ-С - генераторный газ сухой;
ГГ-ВО - генераторный газ с внешним обогревом реторты;
ГГ-О - генераторный газ очищенный;
ПС-Э - продукт сжигания очищенный, по эндотермической реакции;
ПСС-Э - продукт сжигания сухой;
КГ-ВО - крекинг-газ, внешний обогрев;
КГН - крекинг-газ из нефтепродуктов;
ПГН - пиролизный газ из нефтепродуктов (керосина)
Все летучие углеводороды при соответствующей концентрации оказывают наркотическое действие и могут парализовать центральную нервную систему.
Характеристика некоторых газов приведена в табл. 5.3.
Таблица 5.3
Характеристика некоторых газов
|
Вид газа |
Границы взрывоопасности в смеси с воздухом, % (объемн) |
Температура воспламенения, °С |
Опасность | ||
|
взрыва |
отравления | ||||
|
нижняя |
верхняя | ||||
|
Аммиак |
15 |
28 |
305 |
+ |
+ |
|
Оксид углерода |
12,5 |
74 |
605 |
+ |
+ |
|
Метан |
5 |
15 |
595 |
+ |
- |
|
Пропан |
2,0 |
44 |
470 |
+ |
- |
|
Метиловый спирт |
5,5 |
75 |
455 |
+ |
+ |
|
Водород * |
4 |
40 |
560 |
+ |
- |
|
Городской газ |
4,5 |
72 |
560 |
+ |
+ |
|
Эндогаз |
7 |
|
560 |
+ |
+ |
|
* Из всех применяемых горючих газов самую большую взрывоопасность имеет водород | |||||
Типовой контролируемой атмосферой является эндогаз КГ-ВО (примерный состав: 20% CO; 40% H2; 40% N2).