11.2.3. Длительность процесса при химико-термической обработке
Под химико-термической обработкой подразумеваются такие процессы, при которых, наряду с обычными чисто термическими процессами, производится изменение химического состава поверхностных слоев стали путем диффузии в нее различных элементов.
Длительность процесса химико-термических операций складывается из двух элементов: времени нагрева до оптимальной температуры, необходимой для диффузии, и времени выдержки при оптимальной температуре в соответствии с заданной глубиной слоя.
В большинстве практических случаев при химико-термической обработке время нагрева до заданной температуры меньше времени выдержки, вследствие чего при расчетах длительности процесса это время самостоятельно не учитывается, а входит составной частью в общий цикл химико-термической обработки.
Общий цикл химико-термической обработки зависит от технических условий (глубина слоя) и при прочих равных условиях от степени технического совершенства самого процесса и оборудования. Поэтому определение длительности операций химико-термической обработки обычно производят по данным научно-исследовательских институтов и заводских лабораторий.
Ниже даются практические и лабораторные данные по длительности основных химико-термических процессов.
Цементация. Различают три основных вида цементации:
а) в твердом карбюризаторе,
б) в газовом карбюризаторе и
в) жидкостная.
Выбор того или иного вида цементации определяется в зависимости от конкретных условий в соответствии с экономической целесообразностью.
Независимо от вида цементации, она проводится при температуре 900-920 °С. Скорость цементации при этой температуре зависит от состава карбюризатора, который в основном определяет и продолжительность процесса.
Общая длительность процесса при различных видах цементации приводится в табл. 11.46.
Жидкостное цианирование. Цианированию могут подвергаться детали из низко- и среднеуглеродистых как легированных, так и нелегированных сталей.
Для жидкостного цианирования применяются различные смеси цианистых и нейтральных солеи, состав которых назначается в зависимости от глубины цианируемого слоя.
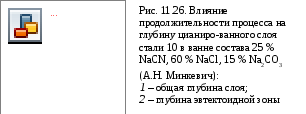
Для цианирования на небольшую глубину (0,1…0,5 мм) при температуре 820…870 °С наиболее широкое распространение получила ванна следующего состава:
NaCN - 30 %;
NaCl - 55 %;
Na3CO3 - 15 %.
Зависимость глубины слоя от температуры и времени выдержки для стали 10 приведена на рис. 11.26.
Для цианирования слоев 0,35…0,8 мм широко применяются ванны с черным цианамидом или цианплав ГИПХ, поставляемые нашей промышленностью в виде сплава из смеси солей следующего состава:
цианид кальция Са(CN)3 – 43…49 %;
цианамид кальция CaCN2 – 2…3 %;
NaCl – 30…35 %;
CaO –14…16 %;
С – 4…5 %.
Нейтральные соли составляются из смеси 60 % СаС12 + 40 % NaCl. Нейтральные соли в рабочую ванну вводятся в количестве 90 %, остальное — цианплав.
Температура цианирования в ваннах с цианплавом ГИПХ колеблется в пределах 850…870 °С. Глубина слоя при этих условиях по данным Автозавода имени Сталина достигается 0,35 мм за 1 час, 0,55 мм за 2 часа и 0,68мм за 3 часа.
Таблица 11.46.
Продолжительность процесса при различных видах цементации
|
Требуемая глубина цементируемого слоя, мм |
Продолжительность процесса цементации, час. | ||
|
твердым карбюризатором |
газовой |
жидкостной | |
|
0,4-0,7 |
6-8 |
4-6 |
1-2 |
|
0,6-0,8 |
8-10 |
5-7 |
1,5-3 |
|
0,8-1,2 |
10-12 |
6-8 |
2-4 |
|
1,0-1,4 |
13-15 |
8-10 |
3-5 |
|
1,2-1,6 |
16-18 |
9-12 |
4-6,5 |
|
1,4-1,8 |
18-20 |
12-14 |
5-8 |
|
1,5-1,9 |
19-21 |
14-16 |
6-9 |
|
1,6-2,0 |
20-22 |
15-17 |
7-10 |
|
1,8-2,2 |
22-24 |
16-18 |
- |
|
2,0-2,4 |
23-25 |
17-19 |
- |
Азотирование. Азотированию подвергаются детали после их термической и окончательной механической обработки.
Практически азотирование проводится на глубину слоя от 0,2 до 0,65 мм.
Глубина азотированного слоя зависит от продолжительности процесса, температуры и степени диссоциации аммиака.
Степень диссоциации аммиака обычно принимают 15…25 % при температуре процесса 500..520 °С и 50…60 % при 600 °С.
Продолжительность процесса в зависимости от глубины слоя может быть определена по рис. 11.27.
При антикоррозионном азотировании процесс длится, в зависимости от технических условий, от нескольких минут до 2,5 час, что обеспечивает глубину антикоррозионного слоя от 0,02 до 0,04 мм. Интервал температур при антикоррозионном азотировании устанавливается в зависимости от состава стали и может быть принят в пределах 550…800 °С. Оптимальная степень диссоциации аммиака берется в пределах 40…50 % при температуре процесса 600 °С и 55…60 % при 700 °С.
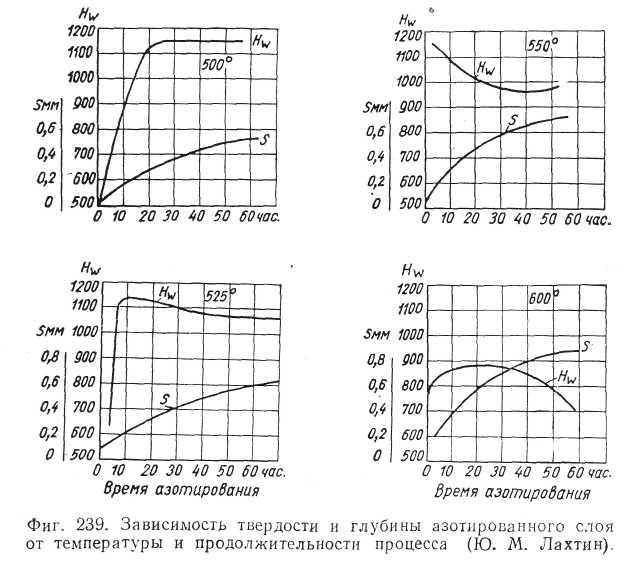
Рис. 11.27. Зависимость твердости и глубины азотированного слоя от температуры и продолжительности процесса (Ю.М. Лахтин)
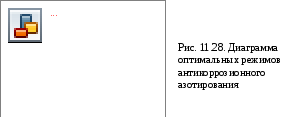
Оптимальный режим антикоррозионного азотирования в зависимости от температуры может быть установлен (для глубины от 0,015 до 0,04 мм) по рис. 11.28.
Процесс антикоррозионного азотирования может быть осуществлен по методу В.И. Просвирина и А. В. Рябченкова в ваннах с расплавленными солями, при этом во время процесса через расплавленные соли непрерывно пропускается аммиак.
С целью повышения антикоррозионных свойств азотированного слоя применяется электрохимическая защита стали от корродирующего действия расплавленных солей путем включения стали в цепь постоянного тока в качестве катода.
Этот процесс может быть проведен в обычных ваннах, применяемых для цианирования с обычным составом солей. По данным А. Н. Минкевич, могут быть рекомендованы составы, не содержащие цианистых солей, а именно: 31 % ВаCl2 + 48 %СаСl2, +21 % NaCl или 72,5 % СаСl2+27,5 % NaCl с температурой плавления 500 °С.
Длительность процесса при температуре 550 °С — 60 мин. с подачей аммиака 25 л/час, при температуре 600…700 °С 10мин. с подачей аммиака 40…70 л/час.
Плотность постоянного тока для электрохимической защиты при температуре 550…700 °С от 0,15 до 0,5 а/дм2, при 750 °С — в пределах 0,5…1,5 а/дм2.
Хромирование (термохромирование). Процесс поверхностного насыщения стальных деталей хромом при их нагреве .называют хромированием или в отличие от гальванического хромирования — термохромированием. Термохромирование проводится с целью придания деталям высоких антикоррозионных свойств. Существуют три способа хромирования: в порошкообразных смесях, в газовой среде и в расплавленных солях.
Процесс хромирования в поршках ведется при температуре 950…1050 °С.
Длительность процесса хромирования в порошках в зависимости от температуры и глубины его для различных марок сталей приведена на рис. 11.29 и 11.30.
При газовом хромировании детали нагреваются в специальной реторте до 950…1050 °С в потоке хлористого хрома (CrCl2). При выдержке при этой температуре от 3 до 5 час глубина слоя достигает 0,06…0,1 мм [17].
Хромирование в газовой среде Н2 + Сl вследствие взрывоопасности этой смеси требует особой осторожности.
С этой точки зрения наибольший интерес представляет метод хромирования, предложенный В. И. Архаровым как взрывобезопасный. При этом методе детали укладываются в реторту совместно с дробленым феррохромом. В одна из концов реторты посредством трубок подводятся пары соляной кислоты (НСl) через другой конец реторты обеспечивается выход отходящих продуктов.
Процесс хромирования ведется при температуре 1000...1050 °С. Давление газов в реторте, равное 10 мм столба ртути, поддерживается гидравлическим затвором из серной кислоты.
При хромировании этим методом за 6…8 час достигается глубина слоя от 0,03 до 0,05 мм среднеуглеродистых сталей и 0,1 мм — для низкоуглеродистых сталей.
При хромировании с расплавленными солями по методу ЭНИМС в ванну состава 70 % ВаСl2 + 30 % NaCl вводится 20…25 % (от веса солей) порошкообразного хрома или феррохрома, обработанного предварительно соляной кислотой. Процесс хромирования ведется при температуре 980…1000 °С обычно в электродных ваннах.
Зависимость глубины слоя от длительности процесса при температуре 1000 °С приведена на рис. 11.31.

Алитирование. К настоящему времени промышленностью освоены три способа алитирования: в порошкообразной смеси, в ваннах с расплавленным алюминием и металлизация стали алюминием с последующим диффузионным отжигом.
При алитировании в порошкообразных смесях детали, очищенные от окалины, упаковываются в железные или из жаростойкой стали ящики и нагреваются до температуры 900…1050 °С.
Способ упаковки деталей в алитирующей смеси аналогичен упаковке деталей при твердой цементации.
В качестве алитирующих смесей применяются порошки следующего состава: порошкообразный алюминий — 49 %; окись алюминия (глинозем) — 49 %; хлористый аммоний (NH4Сl) — 2 % .
Упакованные в ящики детали накрываются крышкой, края которой с целью герметизации промазывают замазкой, состоящей из белой глины и талька в отношении 3:1, затворенной на растворе жидкого стекла. Упакованные таким; образом детали подвергаются нагреву в нефтяных или газовых печах.
После нагрева деталей до температуры 900…1050 °С им при этой температуре дают выдержку, длительность которой зависит от глубины слоя.
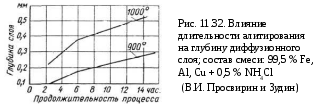
Данные о влиянии длительности алитирования на глубину слоя приведены на рис. 11.32.
После алитирования детали медленно охлаждают и после разгрузки подвергают диффузионному отжигу в течение 3..5 час при 900…1000 °С.
Глубина алитированного слоя принимается по техническим условиям и колеблется обычно в пределах от 0,3 до 1 мм.
При жидкостном алитировании детали, очищенные от окалины, нагреваются в ванне до температуры 720…800 °С. В качестве алитирующего сплава применяется смесь 92…94 % алюминия и 6…8 % железа. Время выдержки в зависимости от глубины и температуры дано на рис. 11.33.
После алитирования детали подвергаются диффузионному отжигу продолжительностью 1…1,5 час при температуре 950…1150 °С.
При алитировании методом металлизации стальные детали предварительно очищаются от окалины и затем покрываются алюминием толщиной слоя 0,3…0,4 мм.
С целью предохранения алюминиевого слоя от окисления и расплавления при последующем нагреве детали подвергают изоляции, которая состоит в покрытии алюминиевого слоя 10…20 % -ным раствором какой-либо хлористой соли, после чего наносят слой натриевого жидкого стекла и обсыпают кварцевым песком. Далее детали подвергают просушке и снова покрывают жидким стеклом.
После изоляции алюминиевого слоя деталь подвергается диффузионному отжигу по следующему графику: загрузка в печь с температурой 600…700 °С , равномерный постепенный нагрев до температуры 1200…1250 °С, выдержка при этой температуре 30…50 мин, охлаждение в печи до 600…700 °С и выгрузка на воздух. Глубина слоя алюминия на деталях, алитированных таким методом, составляет 0,8…0,9 мм.
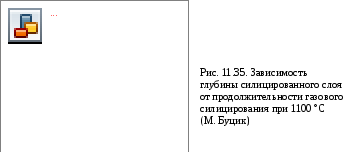
Силицирование. Процесс проводится в интервале температур от 980 до 1200 °С на глубину от 0,5 до 1,0 мм.
В качестве силицирующей смеси применяют специальный порошок или газ специального состава.
Порошок приготовляется из ферросилиция без каких-либо добавок или с добавками в пропорции 80 % ферросилиция и 20 % кварцевого песка. Лучшие результаты дает смесь 20 % шамота,75 % ферросилиция и 5 % хлористого аммония.
Упаковка в ящики при силицировании производится аналогично упаковке при алитировании. Нагрев ящиков проводится в печах с любым отоплением.
Результаты силицирования в таких смесях приведены в табл. 11.47.
Таблица 11.47
Глубина силицированного слоя стали марки 10 в зависимости
от режима силицирования в порощкообразных смесях
|
Состав порошка |
Режим силицирования |
Глубина слоя, мм |
|
Ферросилиций (содержащий около 60 % Si) |
1100 °С - 9 час. |
0,08 |
|
1100 °С - 18 час. |
0,16 | |
|
1100 °С - 60 час. |
0,47 | |
|
80 % ферросилиция + 20 % шамота |
1100 °С - 2 часа |
0,02-0,05 |
|
1100 °С - 12 час. |
0,20-0,23 | |
|
1200 °С - 2 часа |
0,33-0,50 | |
|
1200 °С - 12 час. |
0,60-0,80 | |
|
75% ферросилиция+ 20 % шамота+ 5 % хлористого аммония |
1200 °С - 10 час. |
0,88-0,90 |
При газовом силицировании процесс ведется в печах с вращающейся ретортой. Детали укладываются в реторту вместе с порошком ферросилиция или карборунда. Количество порошка по весу должно составлять около 10 % от веса деталей. Степень загрузки реторты — около 75…80 % .
После нагрева садки до 950…1050 °С в реторту подается из баллона хлор. Давление в реторте поддерживается гидравлическим затвором в пределах от 10 до 50 мм вод. ст.
Для получения равномерного силицированного слоя направление потока хлора в процессе силицирования меняют путем переключения подводящих труб с одного конца реторты на другой.
По окончании процесса детали охлаждают в печи в потоке хлора до 100…150 °С, затем выгружают и с целью удаления с поверхностей деталей следов хлорида кремния их кипятят в воде.
Зависимость глубины слоя от времени выдержки при 1100 °С при этом процессе приведена на рис 11.35.