

11.3.4. Расчет времени выдержки для выравнивания температуры
(по Г.П. Иванцову и Д.В. Будрину)
После достижения заданной температуры изделиям необходима выдержка для выравнивания температуры. Зависимость перепада температур в конце нагрева от перепада в начале нагрева выражается следующими уравнениями:
для
пластины толщиной 2S
при
![]() > 0,06
> 0,06
![]()
(здесь
и ниже обозначение exp
m
соответствует em,
обозначение exp
m
удобнее для написания, когда является
сложным выражение; в данном случае
 )
)
для
цилиндра радиуса R
при
![]() >
0,08
>
0,08
![]() .
.
Перемножив эти выражения, получим уравнение выравнивания температур в цилиндре, радиус которого равен R, а длина 2S:
![]()
Для цилиндра, у которого радиус равен длине: 2R= 2S, или R = S, уравнение принимает следующий вид:
![]()
Аналогично для квадратной призмы сечением 2S×2S получим и для куба со стороной 2S
![]()
Расчет
времени выравнивания для тел различной
формы может быть сделан более простым
методом — путем перемножения коэффициентов
KF
и КT.
Коэффициент KF
зависит только от формы тела и представляет
собой значение
![]() (L
— половина минимального размера, а
— коэффициент температуропроводности,
τ —
время), при котором перепад температур
Δt
= tпов
- tцентра
уменьшается до 1 % своего первоначального
значения. Коэффициент КT
зависит
от отношения перепада температур в
конце нагрева Δt
к его первоначальному значению Δtнач.
(L
— половина минимального размера, а
— коэффициент температуропроводности,
τ —
время), при котором перепад температур
Δt
= tпов
- tцентра
уменьшается до 1 % своего первоначального
значения. Коэффициент КT
зависит
от отношения перепада температур в
конце нагрева Δt
к его первоначальному значению Δtнач.
Коэффициенты KF и КТ даны в табл. 11.51 и 11.52.
Пример. При нагреве штампа размером 300×300×600 мм температура поверхности достигает 1100 °С. Температура в центре 950 °С. Определить время, которое потребуется для выдержки штампа при постоянной температуре до получения в центре 1070 °С.
Решение.
Для параллелепипеда с отношением
размеров 1×1×2 находим (по табл. 11.51) КF
= 0,85. Перепад
температур в штампе в конце выравнивания
1100 — 1070 = 30 °С. Перепад в начале Δtнач
= 1100 — 950= 150 °С. Отношение остающегося
перепада к первоначальному
![]()
Находим в табл. 11.52 КT = 0,35. Перемножая KF и КT, получаем значение критерия
![]()
где а — коэффициент температуропроводности стали, равный 0,0225 м2/час
отсюда
![]() часа,
или 18 мин.
часа,
или 18 мин.
В
практических расчетах время выдержки
при нагреве под закалку часто принимают
равным от
![]() до
до![]() от времени нагрева.
от времени нагрева.
Таблица 11.51
Значение коэффициента КF
|
Параллелепипеды |
kf |
Параллелепипеды |
kf |
Цилиндры |
kf | |
|
D |
H | |||||
|
111 1 11,5 112 113 114 115 11,51,5 11,52 11,53 11,54 11,55
|
0,63 0,77 0,85 0,91 0,93 0,94 0,99 1,09 1,21 1,27 1,29 |
122 123 124 125 133 134 135 144 145 155 - |
1,25 1,39 1,46 1,49 1,57 1,67 1,71 1,79 1,84 1,88 - |
1 1 1 1 1 1 1,5 2 3 4 5 |
5 4 3 2 1,5 1 1 1 1 1 1 |
0,81 0,80 0,79 0,74 0,68 0,56 ,91 1,18 1,52 1,76 1,88 |
Таблица 11.52
Значение коэффициента КТ
|
|
KT |
|
KT |
|
KT |
|
KT |
|
0,01 0,02 0,05 |
1,00 0,85 0,65 |
0,08 0,10 0,15 |
0,55 0,50 0,41 |
0,20 0,25 0,30 |
0,35 0,30 0,26 |
0,40
0,50 |
0,20
0,15 |
Нагрев и охлаждение в среде с переменной температурой.
Такой нагрев осуществляется в методических печах. Обычно весь цикл времени нагрева делят на ряд интервалов одинаковой продолжительности, и соответственно этому печь также делят на несколько участков. В пределах одного участка принимают его среднюю температуру за постоянную и ведут расчет времени нагрева по одному из описанных выше методов (например, по диаграммам Д.В. Будрина).
Все физические величины для расчета λ, с и а, а также коэффициенты теплопередачи берутся для средней температуры каждого участка. Время нагрева определяется по достижении заданной температуры в центре изделия.
Нагрев и охлаждение в расплавленных солях, металлах, щелочах.
Расчет времени нагрева или охлаждения в расплавленных солях, металлах и щелочах производится по диаграммам Д.В. Будрина. Для расчета коэффициент теплоотдачи принимается средним в интервале температур от 20 °С до tк, так же как и коэффициент теплопроводности. Значения коэффициента теплоотдачи при нагреве в жидких средах приводятся на рис. 11.41. Затем определяются критерий Био и температурный критерий. По этим данным на диаграмме находят критерий Фурье и определяют время.
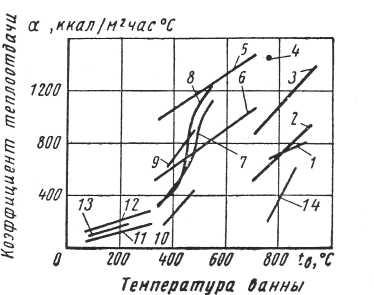
Рис. 11.41. Коэффициенты теплоотдачи при нагреве в жидких средах:
1 – 35 % NaCl + 65 % КСl при циркуляции среды в электродной ванне С-100; 2 — 44 % NaCl + 56 % КСl при ω = 0 м/мин; 3 — то же при ω = 4,5 м/мин; 4 — свинец; 5 — 97 % NaOH + 3 % Na2CO3 при ω = 4,5 м/мин; 6 — то же при ω = 0 м/мин; 7 — 90 % NaNO3 + 3 % NaNO2 + 3 % KNO3 + 4 % NaCl; 8 — 70 % NaNO3 + + 10 % NaNO2 + 9 % KNO3 + 11 % NaCl; 9 — 65 % NaNO3 + 12 % NaCl + 11,5 % KCl + 3,3 % Na2CO3+ 1,4 % Fe,O4 + 6,8 % H2O при механическом перемешивании среды; 10 — то же без механического перемешивания среды; 11— цилиндровое масло 52 (вапор) при ω = 0 м/мин; 12 — то же при ω = 4,5 м/мин; 13 — цилиндровое масло 11(2) при ω = 0 м/мин; 14 – KСl при циркуляции среды в электродной ванне С-100.
Практические нормы нагрева.
Многие предприятия и организации имеют разработанные нормы нагрева, составленные по опыту работы термических цехов. Например, для конструкционной стали Гипроавтопром рекомендует нормы, указанные в табл. 11.3 и 11.53. Для мелких деталей, загружаемых насыпью, используются нормы, приведенные в табл. 11.54.
Для нагрева в жидких ваннах на автозаводе им. Лихачева приняты следующие нормы.
1) В трех и четырехтигельных ваннах для быстрорежущих сталей первый подогрев (50 % КСl + 50 % NaCl) до температуры 600 °С 36 сек/мм; второй подогрев (70 % ВаСl2 + 30 % КСl) до температуры 750…850 °С 24 сек/мм и третий, окончательный нагрев (100 % ВаСl2), до температуры 1200…1280 °С 12 сек/мм.
2) При нагреве в свинце или силумине (с содержанием 6…8 % Si, 5… 7 % Fe) до температуры 600…800 °С 4…5 сек/мм.
Для нагрева инструментов в печах-ваннах предложены следующие нормы нагрева (табл. 11.55 и 11.56).
Таблица 11.53
Продолжительность нагрева и выдержки автотракторных деталей
в зависимости от их сечения (нагрев в пламенных печах), мин
|
Сечение детали, мм |
Закалка |
Отпуск | ||
|
|
Нагрев |
Выдержку |
Нагрев |
Выдержка |
|
25 50 75 100 150 200 |
20 40 60 80 120 160 |
5 10 15 20 30 40 |
25 50 75 100 150 200 |
10 15 20 25 40 50 |
Таблица 11.54
Время нагрева в термических печах мелких деталей,
загружаемых насыпью, в зависимости от нагрузки на под
|
Тип печей |
Температура печи, °С |
Нагрузка на под, кг/м2 |
Время нагрева, мин |
|
Камерные |
500-950 900-950 900-950 900-950 900-950 |
100 250 700 900 1100 |
70-90 60-100 180-200 200 180-270 |
|
Толкательные |
900-950 900 |
700 900-000 |
180 180-270 |