

3. Технология термической обработки.
3.1. Режимы термообработки разрабатываются для различных марок сталей в зависимости от размеров (условного сечения) заготовки и требуемых свойств.
3.2. При назначении режима основной термообработки следует руководствоваться комплексом свойств, требуемых стандартом на изготовление, уловным сечением заготовки, а также фактическим химическим составом стали.
3.3. Для заготовок с условным сечением более 500 мм для выравнивания температуры по сечению допускается при нагреве до температуры закалки (нормализации) выполнение промежуточной выдержки при температуре 650 ± 10 °С из расчета 0,5…0,6 минут на 1 мм сечения.
3.4. При выдаче режимов термообработки технологу цеха или мастеру термического участка необходимо указывать в технологической карте или журнале вид термической обработки и следующие параметры режима:
а) температура печи при посадке, °С;
б) скорость нагрева, °С/час;
в) заданная температура нагрева (температура закалки (нормализации), отпуска задается в интервале не более ± 10 °С, не выходя за пределы температур, указанных в настоящей инструкции), °С;
г) время выдержки при заданной температуре (в минутах, если выдержка меньше 1 часа; в часах с минутами или в часах);
д) среда охлаждения (воздух, вода, масло, печь);
е) температура охлаждающей среды (воды, масла) до закалки;
ж) время переноса в закалочный бак (если это задано тех.процессом);
з) время выдержки в закалочном баке;
 и)
температуру поверхности заготовки или
температуру печи (при охлаждении с
печью) в конце охлаждения;
и)
температуру поверхности заготовки или
температуру печи (при охлаждении с
печью) в конце охлаждения;
к) время разрыва между операциями термообработки;
л) скорость охлаждения с печью (если она регламентирована).
В технологическую карту или журнал вписывается № чертежа, марка стали, № плавки, № слитка, № поковки, № отливки или номер детали, наибольшее условное сечение заготовки, номер настоящей инструкции или технологического процесса, по которым выдан режим термической обработки. Также указываются безопасные приемы работ и номер чертежа используемой термической оснастки, рисуется схема расположения заготовок или поддонов с заготовками в печи, с указанием номеров заготовок каждой выдачи; схема установки приваренных термоэлектрических преобразователей, если это оговорено технологическим процессом.
3.5.
Время выдержки должно рассчитываться
по заготовке с наибольшим условным
сечением. При этом должны учитываться
марка стали, форма заготовки, расположение
заготовок в печи, используемая при
термообработке технологическая
оснастка. При посадке заготовок в
корзины производится расчет времени
выдержки с
учетом пункта 2.11 настоящей инструкции.
3.6. Расчет времени выдержки при температуре закалки (нормализации) должен назначаться технологом цеха, исходя из расчетного условного сечения и конфигурации заготовки.
Время выдержки должно определяться исходя из расчета:
– для гладких, ступенчатых валов
1,2...1,4 минуты на 1 мм условного сечения (мин/мм) при посадке в один ряд.
1,8...2,0 минуты на 1 мм условного сечения (мин/мм) при посадке в два ряда по высоте печи.
– для полых валов, труб
2,2...2,4 минуты на 1 мм условного сечения (мин/мм) при посадке в один ряд.
3,0...3,2 минуты на 1 мм условного сечения (мин/мм) при посадке в два ряда по высоте печи.
– для плит, дисков, колец
1,5...1,8 минуты на 1 мм условного сечения (мин/мм) при посадке в один ряд.
2,3...2,6 минуты на 1 мм условного сечения (мин/мм) при посадке в два ряда по высоте печи.
– для заготовок сложной формы
1,8...2,0 минуты на 1мм условного сечения (мин/мм) при посадке в один ряд
2,5...2,7 минуты на 1 мм условного сечения (мин/мм) при посадке в два ряда по высоте печи.
3.7. Расчет времени выдержки при отпуске должен производиться технологом цеха по формуле:
τотп. = τпр. + τдиф. (1)
где τпр. - время, необходимое для выравнивания температуры по сечению;
τдиф. - время, необходимое для протекания диффузионных процессов, приведено в табл. 2;
τпр. - время, необходимое для выравнивания температуры по сечению должно определяться исходя из расчета:
– для гладких, ступенчатых валов
1,6...1,8 минуты на 1 мм условного сечения (мин/мм) при посадке в один ряд.
2,4...2,6 минуты на 1 мм условного сечения (мин/мм) при посадке в два ряда по высоте печи.
– для полых валов, труб
2,6...2,8 минуты на 1 мм условного сечения (мин/мм) при посадке в один ряд.
3,2...3,4 минуты на 1 мм условного сечения (мин/мм) при посадке в два ряда по высоте печи.
– для плит, дисков, колец
2,0...2,2 минуты на 1 мм условного сечения (мин/мм) при посадке в один ряд.
3,4...3,6 минуты на 1 мм условного сечения (мин/мм) при посадке в два ряда по высоте печи.
– для заготовок сложной формы
2,2...2,4 минуты на 1 мм условного сечения (мин/мм) при посадке в один ряд.
2,9...3,1 минуты на 1 мм условного сечения (мин/мм) при посадке в два ряда по высоте печи.
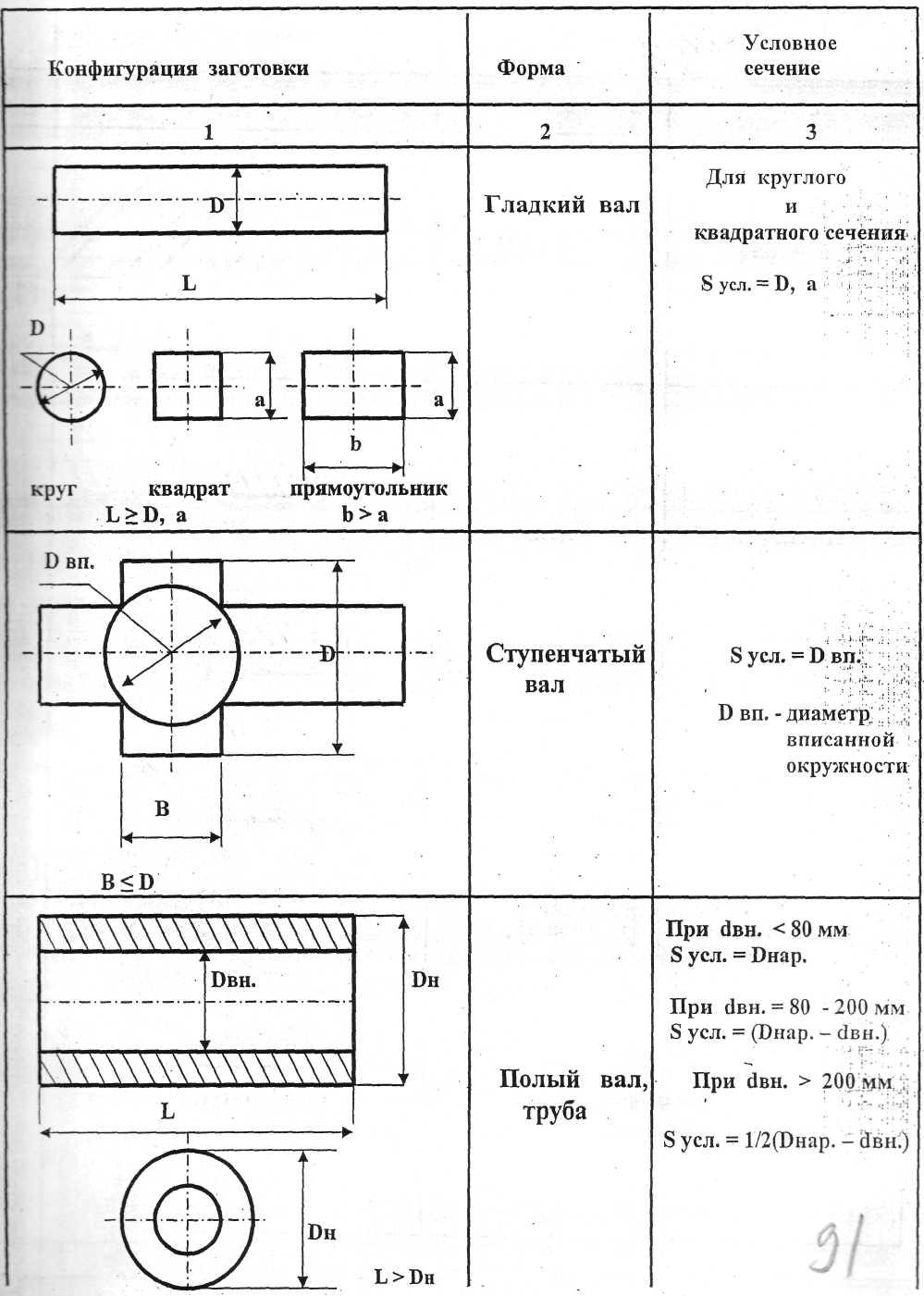
3.8. Условное сечение заготовки определяется по таблице в зависимости от формы заготовки (табл. 3).
|
Таблица 2 Время необходимое для протекания диффузионных процессов | ||
|
группа сталей |
Марка стали |
Время (τдиф.) необходимое для протекания диффузионных процессов при отпуске, в часах, не менее |
|
1 |
3, 4, 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 60, 20К, 65Г, 22К-Ш, 22К-ВД, СК45, СК50, 2С55 |
2 |
|
2 |
09Г2С, 09Г2СА, 15ГС, 16ГС, 20ГС, 20Х, 40Х, 12ХМ, 12МХ, 15ХМ, 20ХМА, 30ХМА, 38ХМ, 35ХМ(А), 35ХМФ, 35ХМ(Л), 38ХС, 30ХГСА, 38ХГН, 40ХН, 38Х2МЮА, 08ГДНФ(Л), 45Х, 50Х, СК60, St52-3, 42CrMo4, AISI 4140, AISI 4150 |
3 |
|
3 |
10Х2М, 10Х2М-ВД, 10Х2М1А(А), 22Х3М, 14Х2ГМР, 12Х1М1Ф, 25Х1МФ, 10ГН2МФА, 14ГНМА, 16ГНМА, 34ХН1М(А), 34ХН3М(А), 35ХН2МЛ, 40ХН2М(А), 5ХНМ, 5ХНМ2, 35 ХН3ВЛ, 34CrNiMo6, AISI 4340 |
5 |
|
4 |
15Х1М1Ф, 25Х1М1Ф, 26ХН3М2ФА, 35ХН3МФА, 38ХН3МФА, 38Х2Н2МА, 35NCD16 |
10 |
Таблица 3
Определение условного сечения в зависимости от формы и размеров заготовки
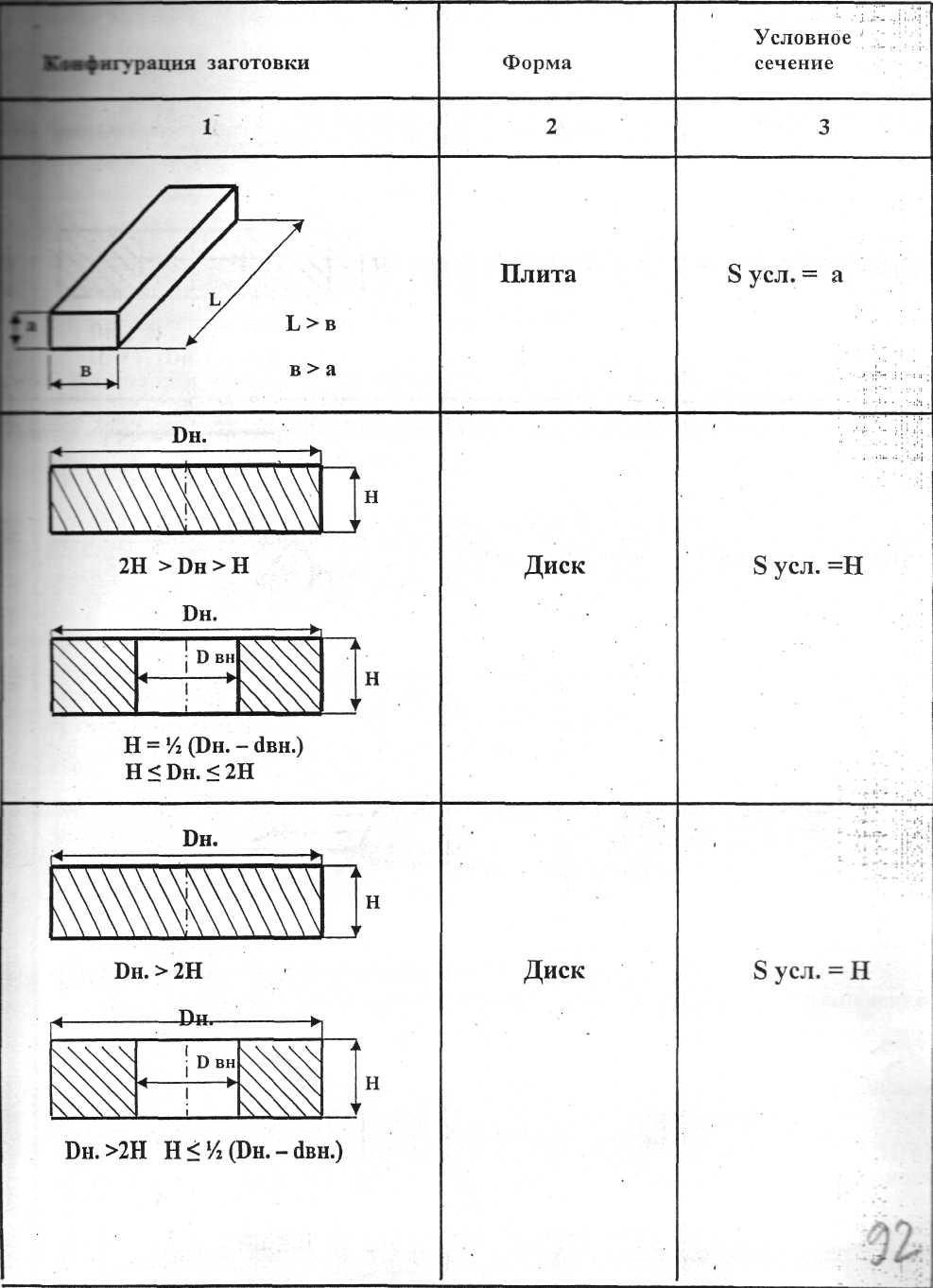
Продолжение таблицы 3
Продолжение таблицы 3

Продолжение таблицы 3

3.9. При посадке на термообработку мелких деталей в корзину, время выдержки при температуре закалки (нормализации) и время на прогрев при отпуске необходимо увеличить в 1,2-1,5 раза от расчетного времени выдержки, определенного в соответствии с п.6.8 и 6.9.
3.10. Температура и продолжительность дополнительного отпуска должна назначаться в зависимости от полученных результатов механических испытаний или твердости технологом цеха.
3.11. При проведении нагрева и охлаждения с заданной скоростью в любые 15 минут перепад температур не должен превышать 50 % от величины заданной скорости.
3.12. Если закалка заготовок, находящихся в одной садке, производится несколькими выдачами, допускается увеличение времени выдержки для заготовок второй выдачи на время, необходимое на охлаждение первого поддона или заготовки первой выдачи, но не более чем на 25 % от наименьшего времени, заданного инструкцией. В первую очередь выдается заготовка или поддон с заготовками меньшего сечения или меньшей выдержки.
При превышении продолжительности выдержки указанному выше заготовки этой выдачи рассматриваются как отдельная садка.
3.13. Охлаждение при нормализации должно производиться на воздухе со снятием с подины. Допускается охлаждение проводить на выдвинутой подине, если условия охлаждения не оговорены специальными требованиями и на заготовках обеспечиваются необходимые требования к твердости или механическим свойствам.
При охлаждении с температуры нормализации корзины с заготовками допускается опускать на пол.
3.14. Охлаждение при закалке может производиться только в воде, только в масле; а также в двух средах: в воде, а затем в масле.
Температура воды в закалочном баке перед закалкой должна быть не выше 30 °С, а в процессе закалки не выше 60 °С. Для сталей с углеродом > 0,3 % рекомендуется температура воды перед закалкой 30...40 °С.
Температура масла в закалочном баке перед проведением закалки должна быть не выше 50 °С, а перед выдачей из закалочного бака не более 90 °С.
3.15. Время охлаждения при закалке в одной среде определяет технолог цеха в зависимости от среды охлаждения и от конечной температуры заготовки.
ГЛОССАРИЙ
|
Азотирование |
Вид ХТО, заключающийся в диффузионном насыщении азотом поверхностного слоя изделий. Чаще азотированию подвергают стали, содержащие алюминий, образующий с азотом нитрид, отличающийся очень высокой твердостью; в результате значительно повышается износостойкость изделий. |
|
Анизотропия
|
Неодинаковость свойств образца данного материала при измерении их в различных направлениях. |
|
Аустенит |
Кристаллическая фаза в железоуглеродистых сплавах – твердый раствор углерода в γ – Fe, содержащий до 2,14 % С, имеющий ГЦК – решетку. |
|
Безокислительный нагрев |
Нагрев металла (под ковку, штамповку прокатку) с минимальным образованием окалины, который проводят в газовых печах скоростного нагрева, печах с атмосферой продуктов неполного сгорания газа, электроконтактным способом и токами ВЧ. |
|
Биметалл |
Материал состоящий из двух разнородных, прочно соединенных между собой металлов или сплавов. |
|
Блюм |
Полупродукт металлургического производства в виде стальной заготовки квадратного сечения полученной на УНРС (со стороной более 100 мм) или – прокаткой слитка на блюминге (со стороной от140 до 450 мм). |
|
Вакуумирование стали |
Кратковременная обработка под вакуумом выплавленной обычными методами стали с целью ее дегазации и раскисления. |
|
Включения |
Инородные частицы в металлах и сплавах, находящиеся в жидком и твердом состояниях. |
|
неметаллические В. |
Включения оксидов, нитридов, карбидов и других соединений в металлах и сплавах, образующиеся в результате раскисления металла, размыва огнеупоров, окисления жидкого металла и т. д. |
|
|
|
|
Выдержка |
Время пребывания материала при определенных физико-химических условиях (температура, давление, состав атмосферы). |
|
Газ-восстановитель |
Газ, используемый в качестве восстановителя (СО, H2 и др.). |
|
Гигроскопичность |
Способность материала поглощать влагу из атмосферы или рабочей среды. |
|
Глина огнеупорная |
Глина с высоким содержанием глинозема (30…40 %), обладающая высокой огнеупорностью (более 1600 °С), сырье для производства огнеупоров. |
|
Декапирование |
Удаление химическим или электрохимическим способом тончайших пленок оксидов с поверхности металлических изделий посредством легкого травления в кислотном растворе. |
|
Деформация |
Изменение взаимного расположения точек твердого тела под воздействием внешних или внутренних сил. |
|
главные Д. |
Деформации, проходящие в направлении трех главных осей деформации. |
|
остаточная Д. |
Деформация, сохраняющаяся после снятия внешних воздействий. |
|
пластическая Д |
Необратимое изменение формы или размеров тела без его разрушения. |
|
упругая Д. |
Деформация, исчезающая после снятия внешних воздействий. |
|
Дисперсность |
Характеристика размера частиц в дисперсной системе. |
|
Доломит |
Минерал состава MgCO3·CaCO3, сырье для производства огнеупоров, извести, флюс для металлургических процессов. |
|
Допуски |
Допустимые отклонения числовой характеристики какого-либо параметра от его номинального (расчетного) значения в соответствии с заданным классом точности. |
|
Заготовка |
Полуфабрикат, предназначенный для последующей обработки и превращения его в изделие. |
|
Закалка ЛС |
Нагрев сплава выше температуры фазовых превращений (обычно выше температуры предельной растворимости компонентов для получения однофазной структуры твердого раствора), выдержка и последующее быстрое охлаждение, фиксирующее высокотемпературное состояние сплава. В сплавах, не испытывающих полиморфных превращений, обычно не приводит к существенному повышению прочности. |
|
Закалка стали |
Нагрев стали до аустенитного состояния, выдержка и последующее ускоренное охлаждение с критической скоростью с целью максимального повышения твердости и прочности. |
|
Ингибитор коррозии |
Вещество, снижающее скорость коррозионного разрушения металлов путем уменьшения агрессивности коррозионной среды или образования на поверхности металла защитных пленок. |
|
Каолин |
Горная порода состоящая в основном из каолинита; сырье для производства огнеупоров и формовочных смесей |
|
Каолинит |
Минерал состава Al4[Si4O10]∙(OH)8, компонент многих глин, используемых в производстве огнеупоров и формовочных смесей. |
|
Красноломкость |
Охрупчивание сплавов при высоких температурах или горячей деформации, вызываемое оплавлением границ зерен (вызывается примесью серы). |
|
Критическая скорость закалки |
Минимальная скорость охлаждения стали из аустенитного состояния, при которой подавляется его диффузионный распад на феррит и цементит; в результате аустенит превращается в мартенсит. |
|
Легирование |
Целенаправленное изменение химического состава путем введения в определенных количествах одного или нескольких химических (легирующих) элементов (л.э.) Введение большого количества определенных л.э. позволяет изменять и структуру стали. Например, при высоком содержании Ni и (или) Mn сталь приобретает аустенитную структуру при нормальных температурах (стали аустенитного класса). Основная цель легирования большинства (т.е. наиболее экономичных – мало- и среднелегированных) сталей - повышение прокаливаемости. |
|
Легкие сплавы (ЛС) |
Сплавы на основе Mg, Al, Ti (и менее распространенные – на основе бериллия) с малой ( 5 г/см3) плотностью; их основное достоинство – высокая удельная прочность. |
|
удельная прочность ЛС |
Отношение прочности материала (обычно предела прочности σВ ) к его удельному весу; имеет размерность длины и физически характеризует длину подвешенного стержня сечением 1 см2, при которой он разрушается под действием собственного веса. Высокая величина прочности (σВ) легких сплавов достигается обычно путем упрочняющей термической обработки – закалки и последующего старения. |
|
старение ЛС |
Длительная выдержка закаленного сплава при комнатной или повышенной температурах, приводящая к процессу постепенного распада пересыщенного твердого раствора, что сопровождается существенным повышением прочности. |
|
Магнезит |
Минерал, карбонат магния MgCO3; огнеупорный материал, состоящий из оксида магния с 1…10 % примесей. |
|
Мартенсит |
Пересыщенный твердый раствор углерода в α – Fe, образующийся в результате бездиффузионного мартенситного превращения аустенита при закалке стали. |
|
Механические свойства |
Характеристики поведения твердых тел под воздействием механических напряжений. М. с. характеризуются механическими напряжениями (см. Прочность), деформациями (см. Пластичность), работой (см. Ударная вязкость) и др. |
|
Наклеп |
Изменение структуры и свойств металлов и сплавов в результате холодной пластической деформации. Сопровождается повышением твердости и понижением пластичности и ударной вязкости. |
|
Напряжение |
Мера внутренних сил, возникающих в теле под влиянием внешней нагрузки, равная отношению действующей силы к площади ее приложения. |
|
главное Н. |
Напряжение, действующее на одной из трех взаимно перпендикулярных площадок, на которых касательные напряжения равны нулю. |
|
нормальное Н. |
Напряжение, действующее перпендикулярно к плоскости рассматриваемого участка сечения образца и изделия. |
|
Нормализация |
Термическая обработка, заключающаяся в нагреве стали до аустенитного состояния, выдержке и охлаждении на спокойном воздухе. |
|
Обезуглероживание |
Уменьшение содержания углерода в поверхностных слоях стальных изделий и заготовок при нагреве в средах содержащих кислород и водород. |
|
Огнеупоры |
Огнеупорные материалы и изделия, предназначенные для сооружения печей и других агрегатов, работающих при высоких температурах. |
|
динасовые О. |
Огнеупоры на основе динаса. |
|
доломитовые О. |
Огнеупоры на основе доломита. |
|
кислые О. |
Огнеупоры, в составе которых преобладает оксид кремния SiO2. |
|
основные О. |
Огнеупоры с преобладающим содержанием основных оксидов (MgO, СаО). |
|
шамотные О. |
Алюмосиликатные огнеупоры, содержащие 50…70 % SiO2. и 28…45 % Al2O3. |
|
|
|
|
Окалина |
Продукт окисления, образующийся на поверхности стали и некоторых других сплавов при нагреве на воздухе или других средах, содержащих кислород. |
|
Отливка |
Заготовка или деталь, получаемая заливкой металла в литейную форму. |
|
Отпуск |
Термическая обработка, заключающаяся в нагреве закаленной стали в докритическом интервале температур ( 727 °С), выдержке и последующем охлаждении с целью повышения пластичности и ударной вязкости закаленной стали. Различают низкий (200 °С), средний (400 °С) и высокий (600 °С) отпуск. |
|
Отжиг |
Термическая обработка, заключающаяся в нагреве сплава выше температур фазовых превращений, выдержке и последующем медленном охлаждении (обычно с печью) для получения равновесной структуры. Для сталей обычно используется с целью снижения твердости, повышения пластичности, улучшения обрабатываемости резанием и давлением, подготовки структуры к проведению упрочняющей термической обработки. |
|
Перегрев |
Обратимый дефект нагрева стали, заключающийся в формировании крупного зерна; связан с существенным повышением точки АС3 (на 100…150 °С) при нагреве, т.е. выше оптимальной температуры конца горячей обработки металлов давлением. |
|
Пережог |
Необратимый дефект металла или сплава, заключающийся в окислении или оплавлении границ зерен в результате значительного превышения заданной температуры нагрева (нагрев до температуры близкой к температуре плавления). |
|
Перлит |
Основная структурная составляющая углеродистых сталей в равновесном состоянии – чередующаяся смесь тонких пластинок (кристаллов) феррита и цементита. |
|
Печь |
Устройство, в котором в результате горения топлива или превращения электрической энергии выделяется тепло, используемое для отопления, тепловой обработки материалов и других целей. |
|
индукционная П. |
Электрическая печь с индукционным нагревом материала. |
|
кислая П. |
Печь с кислой футеровкой. |
|
основная П. |
Печь с основной футеровкой. |
|
электродуговая П. |
Печь, в которой для плавки металлов и других материалов используется теплота, выделяемая электрической дугой. |
|
Пластичность |
Способность твердых тел под действием внешних сил изменять, не разрушаясь, свою форму и размеры и сохранять остаточные (пластические) деформации после устранения этих сил. |
|
Поверхностное пластическое деформирование |
Деформирование, при котором пластически деформируется только поверхностный слой (обкатка, гидроабразивная обработка и др.). |
|
Полиморфизм |
Способность ряда кристаллических веществ находиться в различных модификациях, т.е. менять тип кристаллической решетки при изменении температуры и (или) давления. В железе: низкотемпературная (0…9110 °С) модификация: α – Fe (ОЦК – решетка) и высокотемпературная (911…1392 °С): γ – Fe (ГЦК – решетка). |
|
Полярность обратная |
Полярность, при которой электрод присоединяется к положительному полюсу источника питания дуги, а объект сварки – к отрицательному. |
|
Полярность прямая |
Полярность, при которой электрод присоединяется к отрицательному полюсу источника питания дуги, а объект сварки – к положительному. |
|
Прокаливаемость |
Способность стали приобретать мартенситную структуру на определенную глубину при закалке в данном охладителе. Зависит от химического состава стали; повышается путем легирования. |
|
Прочность |
Механическое свойство, характеризующее сопротивление металла деформации и разрушению. Основными критериями прочности являются предел текучести (σ0,2) и предел прочности (σВ), определяемые путем испытаний образцов на растяжение. |
|
Прочность конструкционная |
Прочность материала при работе в готовой конструкции. |
|
Предел текучести, σ0,2 |
Характеристика прочности – напряжение, при котором величина остаточной пластической деформации образца при испытаниях на растяжение составляет 0,2%. |
|
Предел прочности (временное сопротивление),σВ |
Характеристика прочности – максимальное напряжение, которое выдерживает образец до разрушения при испытаниях на растяжение. |
|
Рекристаллизация |
Процесс зарождения и роста новых равноосных зерен в деформированном металле, происходящий при температуре выше температуры («порога») рекристаллизации и приводящий в итоге к восстановлению свойств, присущих недеформированному металлу |
|
Слиток |
Металл, затвердевший при остывании в изложнице и предназначенный для дальнейшей деформационной обработки или переплава. |
|
Сплавы |
Однородные системы из двух или более элементов, претерпевающие переход из жидкого состояния в твердое агрегатное состояние и обладающие характерными металлическими свойствами. |
|
Сталь |
Сплав железа с углеродом, содержащий от 0,025 до 2,14 % углерода, а также ряд других элементов. |
|
высококачественная С. |
Сталь с низким содержанием вредных примесей (обычно фосфора не более 0,025 % и серы не более 0,025 %), обладающая повышенными механическими свойствами. |
|
высоколегированная С. |
Легированная сталь, в которой сумма легирующих элементов составляет более 10 %. |
|
высокоуглеродистая С. |
Сталь, содержащая более 0,6 % углерода. |
|
деформируемая С. |
Сталь, которая в процессе технологического цикла обработки подвергается пластическому деформированию. |
|
С. для холодной штамповки |
Низкоуглеродистая машиностроительная сталь повышенной деформируемости. |
|
инструментальная С. |
Сталь, применяемая для обработки материалов резанием или давлением, а также для изготовления измерительного инструмента; обладает высокой твердостью, прочностью, износостойкостью. |
|
качественная С. |
Сталь с регламентированным содержанием вредных примесей (обычно фосфора и серы не более 0,035 % каждого. |
|
кипящая С. |
Низкоуглеродистая недостаточно раскисленная сталь, продолжающая “кипеть” после заливки в изложницу. |
|
кислая С. |
Сталь, выплавленная в печах с кислым подом под кислым шлаком. |
|
конструкционная С. |
Сталь, предназначенная для изготовления различных деталей машин, механизмов и конструкций в машиностроении, строительстве и обладающая необходимым комплексом механических, физических и химических свойств. |
|
легированная С. |
Сталь со специально введенным одним или более легирующим элементом. |
|
низколегированная С. |
Легированная сталь, в которой сумма легирующих элементов не превышает 2,5 %. |
|
низкоуглеродистая С. |
Углеродистая сталь с содержанием углерода до 0,25 %. |
|
основная С. |
Сталь, выплавленная на основном поду под основным шлаком. |
|
особовысококачественная С. |
Сталь с содержанием вредных примесей не более: фосфора 0,025 %, и серы 0,015 %. |
|
полуспокойная С. |
Сталь, полученная при раскислении жидкого металла менее полном, чем при выплавке спокойной стали, но большем, чем при выплавке кипящей стали; в изложнице такая сталь не “кипит”, происходит рост головной части слитка. |
|
спокойная С. |
Сталь, раскисленная до такой степени, что при затвердевании слитка не происходит взаимодействия растворенных в ней углерода и кислорода. |
|
среднелегированная С. |
Легированная сталь, в которой сумма легирующих элементов составляет от 2,5 до 10,0 %. |
|
среднеуглеродистая С. |
Углеродистая сталь, содержащая от 0,25 до 0,6 % углерода. |
|
углеродистая С. |
Сталь, не содержащая специально введенных легирующих элементов. |
|
Сортамент |
Данные о форме, размерах и материале прокатных изделий. |
|
Сортовой прокат |
Один из основных видов прокатного производства; катанные изделия (профили) разнообразных (непустотелых) сечений. С. п. делится на простые профили (круг, квадрат, шестиугольник), фасонные профили (рельсы, балки, швеллеры, тавр). |
|
Состояние объемное напряженное |
Напряжение, при котором ни одно из главных нормальных напряжений не равно нулю. |
|
Сплав |
Материал, получаемый сплавлением (или спеканием) двух или более компонентов. |
|
Сталь |
|
|
С. деформируемая |
Сталь, которая в процессе технологического цикла обработки подвергается пластическому деформированию. |
|
С. для холодной штамповки |
Низкоуглеродистая машиностроительная сталь повышенной деформируемости. |
|
листовая С. |
Сталь, которая в процессе технологического цикла обработки не подвергается пластической деформации |
|
сортовая С. |
Сортовой профиль, полученный из стали методом прокатки, прессования или волочения. |
|
Стали и сплавы с особыми физико-механическими свойствами |
К ним относятся сплавы с высокими упругими свойствами (в том числе с низким температурным коэффициентом модуля упругости), применяемые для упругих элементов приборов, а также сплавы с особыми физическими свойствами. Различают магнитные стали и сплавы (для постоянных магнитов и магнитопроводов) и немагнитные (парамагнитные); сплавы с особыми электрическими свойствами – проводниковые, полупроводниковые и с высоким электросопротивлением (реостатные и для электронагревателей) и сплавы с заданным термическим коэффициентом линейного расширения (например, для спаев металл-стекло). |
|
Твердые фазы |
Кристаллические фазы в сплавах – химические элементы, химические соединения, твердые растворы. |
|
Твердый раствор |
Кристаллическая фаза, в которой атомы одного компонента размещены(растворены) в кристаллической решетке другого. |
|
Температура («порог») рекристаллизации |
Минимальная температура , при которой начинается процесс рекристаллизации; соответствует началу резкого изменения свойств (снятию наклепа). |
|
Теплостойкость |
Способность материала (например, быстрорежущей стали) сохранять высокую твердость при длительном нагреве. |
|
Термическая обработка |
Технологическая операция, состоящая в нагреве материала до определенной температуры, выдержке и последующем охлаждении с определенной скоростью, с целью желаемого изменения структуры и свойств материала. |
|
Угар |
Потери металла в результате окисления при плавке или нагреве. |
|
Упрочняющая термическая обработка |
Комплексная термическая обработка, состоящая из закалки и отпуска, которой подвергаются ответственные изделия, изготавливаемые из качественных углеродистых и легированных сталей. |
|
Фаза |
Однородная по химическому составу, типу кристаллической решетки и свойствам часть сплава, отделенная от других частей границей раздела. |
|
Фасонные отливки |
Отливки главным образом сложных деталей машин. В отличие от других литых полуфабрикатов, не подвергаются по застывании обработке давлением – прокатке, ковке (как слитки) и переплавке (как чушки). Обычно Ф.о. подвергаются обработке резанием и, если требуется, термической обработке. |
|
Феррит |
Кристаллическая фаза в железоуглеродистых сплавах – твердый раствор углерода (до 0,02 % С) в α – Fe, имеющий ОЦК – решетку. |
|
Ферросплавы |
Сплавы железа с другими элементами, применяемые главным образом для легирования и раскисления стали, а также для модифицирования. |
|
Футеровка |
Защитная внутренняя облицовка (из кирпичей, плит, блоков, а также набивная) тепловых агрегатов, печей, топок, труб и т. д. |
|
кислая Ф. |
Футеровка, выполненная из кислых огнеупорных материалов (динас). |
|
нейтральная Ф. |
Футеровка, выполненная из нейтральных огнеупорных материалов (шамот). |
|
основная Ф. |
Футеровка, выполненная из основных огнеупорных материалов (доломит, магнезит). |
|
Хладноломкость |
Склонность материалов к появлению хрупкости с понижением температуры (не обязательно ниже 0 °С). Присуща сплавам на основе металлов с ОЦК решеткой (железо, хром, молибден, вольфрам). Одна из причин Х. – содержание вредной примеси фосфора. |
|
Химический состав |
Процентное содержание химических элементов, присутствующих материале. |
|
Химико-термическая обработка |
Технологический процесс диффузионного насыщения поверхности стальных изделий одним или несколькими элементами при повышенных температурах с целью изменения химического состава, структуры и свойств поверхностного слоя. Наиболее распространены методы ХТО – цементация и азотирование. |
|
Холодная пластическая деформация |
Пластическая деформация материала при температурах ниже температуры («порога») рекристаллизации, приводящая к появлению наклепа (нагартовки). |
|
Цементация |
Вид ХТО, заключающийся в насыщении поверхности стальных изделий углеродом (до 0,8…0,9 %) при температурах 900 °С (в аустенитном состоянии); далее проводится закалка и низкий отпуск. Обычно применяется для деталей типа шестерен с целью повышения твердости и износостойкости поверхностного слоя. |
|
Цементит |
Кристаллическая фаза в железоуглеродистых сплавах - карбид железа Fe3С, содержащий 6,67 %С. |
|
Черные металлы |
Промышленное название железа и его сплавов; наиболее распространены железные сплавы, содержащие углерод – сталь, чугун, а также ферросплавы. |
|
Чистые металлы |
Металлы с низким содержанием примесей. Различают технически чистые металлы с содержанием основного элемента 99,99999 % и более. |
|
Чугун |
Сплав железа с углеродом, содержащий более 2,14 % углерода, постоянные примеси, а иногда, и легирующие элементы. |
|
высокофосфористые Ч. |
Передельный чугун с содержанием фосфора более 2 % |
|
зеркальный Ч. |
Чугун с 10…25 % марганца, применяемый в производстве сталей |
|
литейный Ч. |
Чугун, предназначенный для получения отливок. |
|
передельный Ч. |
Чугун, для переработки в сталь (более 80 % всей продукции доменных печей). |
|
фосфористый Ч. |
Чугун, легированный фосфором, обладающий повышенной жидкотекучестью и износостойкостью (применяется для фасонного литья). |
|
Шамот |
Обожженная огнеупорная глина, или каолин; применяется при производстве шамотных огнеупоров, а также раствора для огнеупорной кладки. |
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Автоматическая линия для термической обработки 52
Азотирование 18, 172
Азотирование антикоррозионное 176
Азотирование газовое 176
Азотирование жидкостное 176
Азотирование изотермическое 176
Азотирование многоступенчатое 176
Азотирование прочностное 176
Активный контроль 97
Алитирование 201
Вакуумные печи 25, 306
Вспомогательное оборудование 6, 76, 306
Выбор и расчет потребного количества оборудования 109
Высокотемпературное жидкостное цианирование 179
Гибочно-закалочная машина 68
Графики для расчета времени нагрева или охлаждения пластин 213
Графики для расчета времени нагрева или охлаждения цилиндра 214
Длительность термической обработки 189
Длительность химико-термических операций 195
дополнительное оборудование 5
Дополнительное оборудование 5, 69, 306
Задачи автоматизации 88
Задачи проектирования 100
Закалка 48, 67, 68, 136, 139, 140, 141, 142, 143, 219, 247, 259, 269, 279, 282, 294, 307
Закалка изотермическая на мартенсит 141
Закалка изотермическая на сорбит 141
Закалка изотермическая на троостит 141
Закалка местная 142
Закалка неполная 140
Закалка поверхностная 143
Закалка под давлением 142
Закалка полная 140
Закалка прерывистая 141
Закалка с подстуживанием 142
Закалка с самоотпуском 142
Закалка светлая 142
Закалка токами высокой частоты (т.в.ч.) 36
Закалка чистая 142
Закалочные прессы и машины 67, 306
Закалочные среды 148, 151, 276, 307
Защита от азотирования 178
Защита стальных деталей от цементации 169
Индексация баков, шкафов и машин периодического действия 69
Индексация механизированных баков 64
Индексация моечных машин непрерывного действия 70
Индексация немеханизированных баков 64
Индексация пресс-машин для закалки 64
Индексация прессов для правки изделий 69
Индексация установок для очистки изделий от окалины 70
Искусственне старение 154
Камерные печи 8, 12, 13, 306
камерным печам периодического действия 15
Классификация вспомогательного оборудования 76
Классификация термических цехов 100
Колпаковая печь с плазменным нагревом 23, 25
Колпаковые печи 20, 23, 306
Компрессионные машины 56
Конвейерные закалочно-отпускные агрегаты 44
Конвейерные печи 44
Конвейерный закалочный бак 66
Контролируемые атмосферы 3, 6, 10, 13, 76, 77, 78, 80, 306
Контроль азотированного слоя 177
Критерий Био 207, 217
Линия для непрерывной закалки 54
масляные ванны 34
Материалы для нагревателей электрических печей 59
Механизированная камерная электрическая печь 40
Механизированные бесконвейерные баки 66
Механизированные закалочные баки 66, 306
Механическая очистка 74
Мостовые краны 85
Муфельные вакуумные печи 25
Немеханизированные закалочные баки 65, 306
Низкотемпературная обработка 154
Низкотемпературные соляные ванны 34
Нормализация 139
Оборудование для закалки инструмента 257
Оборудование для очистки 72, 306
Оборудование для поверхностного нагрева 36, 306
Оборудование для правки 70, 306
Обработка стали холодом 55, 56
Огнеупорные и теплоизоляционные материалы 58
Огнеупорные материалы 58, 296
Окончательная термическая обработка заготовок 123
Определение расчетных сечений 219
Оптические пирометры 92
Основное оборудование 5
Отжиг 115, 125, 136, 137, 138, 139, 225, 242, 245, 297
Отжиг диффузионный 138
Отжиг изотермический 139
Отжиг неполный 138
Отжиг полный 138
Отжиг светлый 139
Отжиг сфероидизирующий 139
Отпуск высокий 153
Отпуск многократный 154
Отпуск низкий 154
Печи ПАП 15
Печи-ванны 27, 28, 306
Полуавтоматическая линия из печей - ванн 47
Полунепрерывные печи 19
Потенциометры 92
Правильные прессы 5, 70
Практические нормы нагрева 218
Практические рекомендации при термической обработке 262
Предварительная термообработка 114, 115, 307
Приборы автоматического регулирования тепловых режимов 89
Проектно - нормативная документация 102
Проходная роликовая печь скоростного малоокислительного нагрева 52
Прямоточный муфельный агрегат 47
Радиационные пирометры 93
Расчет времени выдержки для выравнивания температуры 215
Расчет нагрева и охлаждения тонких тел 208
Расчетное определение параметров нагрева металла 204
Резервы мощностей 110
Рекристаллизационный отжиг 136, 137
Силицирование 203
Средства механизации 83, 306
Стадии проектирования 101, 105
Старение 154
Температурные напряжения 193, 194, 263
Термическая обработка крупных деталей 227
Термической обработки режущего 241
Термообработке инструментальных сталей 125
Термопары 24, 30, 89, 90, 91, 228
Технология термической обработки 132
Типовые режимы термической обработки поковок 222
Топливные шахтные печи 16
Топливо для нагревательных печей 61
Травильная машина 72
Травильные баки 73
Ультразвуковая очистка 74
Установка автоматического действия для закалки зубчатых колес 50
Установки для ионного азотирования 57
Установки для термической обработки поковок 51
Устройства для измерения температуры 89, 306
Фонд времени 110
Фотоэлектрические пирометры 93
Химико-термическая обработка 155
Химическое травление 72
Холодильные машины 56
Хромирование 199
Цементация 159
Цементация газовая 165
Цементация жидкостная 167
Цементация твердым карбюризатором 164
Цементуемые марки стали 162
Цепной конвейер 84, 259
Цианирование 178
Цианирование в твердой среде 185
Цианирование газовое 183
Шахтные безмуфельные 18
Шахтные вакуумные печи 27
Шахтные печи 16, 306
Шахтные печи с принудительной циркуляцией 20
Электрическая шахтная печь с кипящим слоем 55
Электрические барабанные печи 49
Электрические карусельные печи 48
Электрические колпаковые печи с защитной атмосферой 22
Электрические термометры сопротивления 89
Электрические шахтные печи с контролируемой атмосферой 9, 16, 17, 83
Электрические шахтные печи с окислительной атмосферой 16
Электродные печи-ванны 30, 31
Электролитическое травление 72
Электропечи серии СНЗ 9
Электропечи серии СНО 9
Электроталь 84
Оглавление
|
Введение 1. Классификация оборудования термических цехов 2. Основное оборудование для нагрева материалов и изделий 2.1. Индексация печей 2.2. Камерные печи 2.3. Шахтные печи 2.4. Колпаковые печи 2.5. Вакуумные печи 2.6. Печи-ванны 2.7. Оборудование для поверхностного нагрева 2.8. Механизированные печи, автоматические линии и установки для термической и химико-термической обработки 2.9. Огнеупорные и теплоизоляционные материалы 2.10. Материалы для нагревателей электрических печей 3. Основное оборудование для охлаждения материалов и изделий 3.1. Индексация оборудования для охлаждения 3.2. Немеханизированные закалочные баки 3.3. Механизированные закалочные баки 3.4. Закалочные прессы и машины 4. Дополнительное оборудование 4.1. Классификация дополнительного оборудования 4.2. Индексация дополнительного оборудования 4.3. Оборудование для правки 4.4. Оборудование для очистки 5. Вспомогательное оборудование 5.1. Классификация вспомогательного оборудования 5.2. Оборудование для получения контролируемых атмосфер 5.3. Средства механизации (подъемно-транспортное оборудование) 6. Средства и системы автоматизации технологических процессов термической обработки деталей 6.1. Задачи автоматизации 6.2. Развитие средств автоматизации 6.3. Устройства для измерения температуры 6.4. Автоматические управляющие устройства в термических цехах 6.5. Управляющие электронно-вычислительные машины в термических цехах 7. Проектирование производства технологических процессов термической обработки 7.1. Этапы проектирования, основные положения, принципы и задачи проектирования 7.2. Проектно - нормативная документация 7.3. Понятие о единой системе технологической подготовки производства 7.4. Автоматизация проектных работ 8. Рекомендации по выбору режимовтермической обработки заготовок из сталей различных групп и назначений 8.1. Машиностроительные стали 8.1.1. Форма и характерные размеры изделий 8.1.2. Вид режима предварительной термообработки (отжига) 8.1.3. Выбор режима отжига 8.1.4. Расположение деталей (заготовок) в термической печи 9. Рекомендации по назначениюдлительности режимовокончательнойтермическойобработкис применением рекомендованныхнормативов 10. Рекомендации к термообработкеинструментальных сталей, в том числе и быстрорежущих 11. Технология термической обработкидеталей машини инструментов 11.1. Общие положения проведения термической обработки 11.1.1. Физические основы нагрева и охлаждениястали 11.1.2. Характеристика процессов термической обработкистальных деталей и инструментов 11.1.3. Закалочные среды 11.1.4. Отпуск стальных изделий 11.1.5. Процессы химико-термической обработки 11.1.5.1. 11.1.5.2. 11.2. Принципиальные основы определения длительности термической обработки 11.2.1. Влияние технологических факторов на режимынагрева деталей 11.2.2. Температурные напряжения и допускаемая скорость нагрева 11.2.3. Длительность процесса при химико-термической обработке 11.3. Расчетное определение параметров нагрева металла в печах 11.3.1. Тонкие и массивные тела 11.3.2. Расчет времени нагрева и охлаждения в среде с постояннойтемпературой 11.3.3. Расчет нагрева и охлаждения в среде с постоянной температурой повспомогательным графикам 11.3.4. Расчет времени выдержки для выравнивания температуры 11.3.5. Определение расчетных сечений для назначения времени выдержки при нагреве и охлаждении в процессе закалки, нормализации и отпуска. Типовые режимы термической обработки поковок 11.3.6. Термическая обработка крупных деталей энергоагрегатов 11.3.7. Технология термической обработки режущего инструмента 11.3.7.1. Стали, применяемые для режущего инструмента 11.3.7.2. Предварительная термическая обработка заготовок режущего инструмента 11.3.7.3. Закалка инструмента 11.3.7.4. Отпуск инструмента 11.4. Практические рекомендации при проведении термической обработки 11.4.1. Анализ элементов технологии термической обработки 11.4.1.1. Элементы технологии термической обработки 11.4.1.2. Скорость нагрева 11.4.1.3. Длительность нагрева и охлаждения 11.4.1.4. Некоторые практические рекомендации по назначению длительности времени выдержки 11.4.2. Технологические среды. Назначение и классификация технологических сред 11.4.2.1. Факторы, определяющиеэффективность сред 11.4.2.2. Характер теплообменных процессов 11.4.2.3. Регулирование состава и количества среды 12. Заключение Приложение №1 Глоссарий Предметный указатель |
3 5 6 6 8 15 19 24 26 34
38 55 56 61 61 62 63 64 66 66 66 67 69 73 73 73 78
82 82 82 83 88
92
94
94 96
101 105
109 109 109 109 116 116
117
119 125 125 125
126 140 143 146
178 178 182 184 142 142
196
199 203
207 216 228 228
229 234 245
249 249 249 250 251
256
260 261 263 266 268 269
|
Звягин Владимир Борисович
Мишин Виктор Николаевич
Цуканов Виктор Владимирович
СИВЕНКОВ Алексей Валентинович