

11.1.5.1. Цементация
Цементация (науглероживание) (Ц) – процесс химико-термической обработки стальных деталей, обуславливающий насыщение их поверхности углеродом на определенную глубину.
Цементация осуществляется путем нагрева стальных деталей в присутствии науглероживающей среды до температуры аустенитного состояния стали при оптимальном значении абсорбции углерода. При этой температуре осуществляется выдержка, продолжительность которой зависит от требуемой глубины слоя, после чего следует охлаждение с различной скоростью, начиная с замедленной и кончая непосредственной закалкой.
Цементованные детали подвергаются закалке и низкому отпуску.
В результате цементации происходит изменение концентрации углерода от поверхности к сердцевине и изменение в этой связи после термической обработки механических свойств слоя и детали в целом – повышение износостойкости, предела выносливости и предела прочности поверхностного слоя.
Распределение концентрации углерода по глубине является функцией температуры, продолжительности, активности, карбюризатора и других факторов (рис. 11.11).
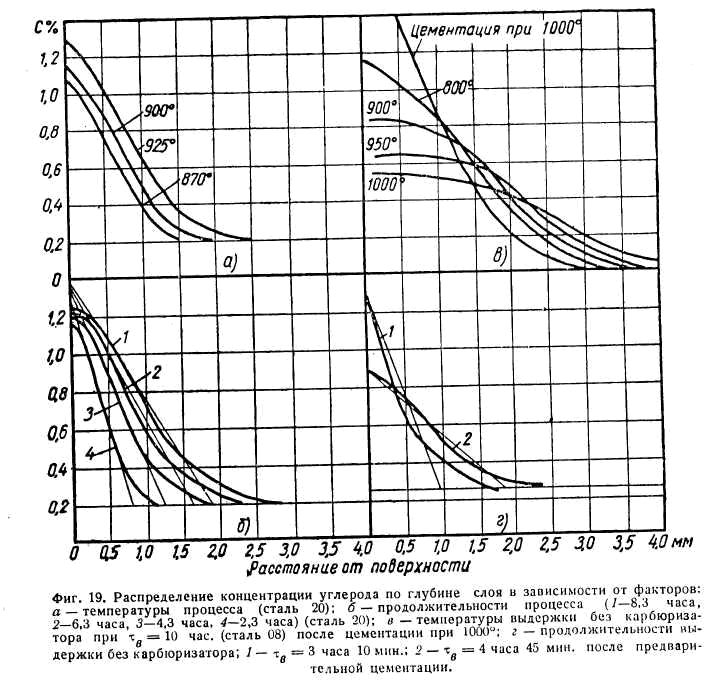
Рис. 11.11. Распределение концентраций углерода по глубине слоя в зависимости от факторов: а) – температуры процесса (сталь 20); б) – продолжительность процесса (1 – 8,3 часа, 2 – 6,3 часа, 3 – 4,3 часа, 4 – 2,3 часа) (сталь 20); в) – температура выдержки без карбюризатора при τв = 10 час. (сталь 08) после цементации при 1000 °С; г) – продолжительность выдержки без карбюризатора (1 – τв = 3 часа 10 мин; 2 – τв = 4 часа 45 мин после предварительной цементации)
Скорость диффузии углерода в феррите наименьшая, а в аустените – наибольшая, поэтому процесс цементации стали проводят при температурах выше Ас3 (900…940 °С), при этом те6мпература является одним из факторов повышения эффективности процесса.
Числовые значения коэффициента диффузии углерода в аустените зависят:
а)
от температуры
![]() ,
(рис. 11.12);
,
(рис. 11.12);

б) от начального содержания углерода в стали

в) от легирующих элементов. Для конструкционной легированной стали эта зависимость приведена на рис. 11.13 и в таблицах 11.20 и 11.21.

Кремний тормозит процесс науглероживания стали из-за образования пленки окислов на поверхности детали. За глубину цементованного слоя наиболее правильно принимать сумму заэвтектоидной, эвтектоидной и половину переходной зон. Это соответствует (после закалки) полу мартенситной структуре твердостью 40…45 HRС и содержания углерода около 0,45…0,5 %.
Таблица 11.20
Влияние легирующих элементов на диффузионные константы
при диффузии углерода в γ-железо (0,4 % С)
|
Элемент |
% |
А, см2/сек |
Q, ккал/г∙атом |
|
С
|
0 1,0 2,5 7,0 |
0,07 0,11 0,14 0,18 |
31350 34300 37000 38900 |
|
Mn |
0 1,0 12,0 19,0 |
0,07 0,08 0,19 0,41 |
31350 31600 33900 36100 |
|
Ni |
0 4,0 9,5 18,0 |
0,07 0,07 0,07 0,06 |
31350 31 000 30350 29800 |
|
Со |
0 6,0 11,0 21,0 |
0,07 0,08 0,07 0,05 |
31350 30500 29900 28850 |
Глубина цементованного слоя δ в мм в зависимости от продолжительности цементации τ в час является параболической функцией (рис. 11.14).

Цементации подвергаются детали машин: шестерни, распределительные валики, поршневые пальцы, валы, лемехи и отвалы плугов и т.п.; измерительный инструмент: калибры, лекала, шаблоны и т.п.
Цементуемые марки стали: 10…25, 15Г, 20Г, 15Х, 20Х, 20ХЗ, 21Х, 25Н, 15ХГ, 20ХГ, 18ХГМ, 15ХФ, 20ХФ, 12ХМ, 20ХМ, 15НМ, 20НМ, 20ХН, 12Х2Н4, 20Х2Н4.
С целью повышения общей прочности деталей современной тенденцией является применение цементуемых марок стали с повышенным содержанием углерода до 0,30 %.
Таблица 11.21
Влияние легирующих элементов на коэффициент
диффузии углерода в аустените
|
Элемент |
Содержание элемента, % |
Температура диффузии, °С |
Коэффициент диффузии углерода D∙107 см2/сек при содержании углерода % |
Элемент |
Содержание элемента, % |
Температура диффузии, °С |
Коэффициент диффузии углерода D∙107 см2/сек при содержании углерода % | ||||
|
0,2 |
0,4 |
0,7 |
0,2 |
0,4 |
0,7 | ||||||
|
С |
|
1000 1100 1200 |
2,45 6,06 13,1 |
3,36 7,95 17.3 |
4,11 10,5 23,1 |
Со |
6,0 |
1000 1100 1200 |
3.9 9,3 20,4 |
4.9 11,4 25.7 |
6,2 14,8 32,4 |
|
Ni |
4,0 |
1000 1100 1200 |
2,67 6,54 14,03 |
3,4 8,3 17,9 |
4,5 11,0 23,7 |
11,0 |
1000 1100 1200 |
3,9 9.5 19,1 |
5,42 13,2 26,7 |
7,65 18,7 37,7 | |
|
9,5 |
1000 1100 1200 |
— |
4,2 10,1 21,9 |
5,6 13,4 29,2 |
21,0 |
1000 1100 1200 |
— |
5,6 12,8 27,0 |
7,81 17,8 37,6 | ||
|
18,0 |
1000 1100 1200 |
3,6 8,6 17,5 |
4,8 11,4 23,3 |
6,7 15,9 32,3 |
W |
0,5 |
1000 1100 1200 |
2,18 5,4 11,7 |
3,05 7,6 16,4 |
4,36 10,8 23,4 | |
|
Мn |
1.0 |
1000 1100 1200 |
2,62 6,47 14,5 |
3,3 8,1 18,2 |
4,2 10.4 23,2 |
1.06 |
1000 1100 1200 |
2,08 5,2 11,6 |
2,78 6,97 15,5 |
3,46 8,7 19,3 | |
|
12,0 |
1000 1100 1200 |
2,42 6,45 14,8 |
2,9 7.7 17,7 |
3,9 10,4 24,9 |
1.95 |
1000 1100 1200 |
1,4 3,68 8.5 |
2,0 5,26 12,1 |
2.8 7,36 16,9 | ||
|
19,0 |
1000 1100 1200 |
2,4 6,8 16.7 |
2,6 7,34 18,3 |
2,9 8,2 24,0 |
S1 |
1.6 |
1000 1100 1200 |
2,08 5.24 11,5 |
2,76 7,0 15,3 |
3,8 9,58 21,0 | |
|
Сг |
1.0 |
1000 1100 1200 |
1,39 3,7 8,9 |
1,9 5,8 12.1 |
2,26 6,05 14,3 |
2.55 |
1000 1100 1200 |
1,6 4,08 8,9 |
2,58 6,5 14,4 |
3,2 8,07 17,9 | |
|
2,5 |
1000 1100 1200 |
0,41 1,19 2,81 |
0,64 1,82 4,40 |
0,82 2,4 5,6 |
AI |
0.7 |
1000 1100 1200 |
2.7 6, 14,4 |
3,26 8,0 17,3 |
— | |
|
7,0 |
1000 1100 1200 |
2,62 8,0 21,6 |
3,94 12,1 32.0 |
5,49 16,6 43,4 |
1.7 |
1000 1100 1200 |
2,23 5,6 12,4 |
2.97 6,4 14,3 |
— | ||
|
Мо |
0,9 |
1000 1100 1200 |
2,3 6,1 14,3 |
3,5 9,3 21,8 |
5,05 13,4 31,4 |
2,45 |
1000 1100 1200 |
1,9 4,8 10,6 |
2,58 6.4 14.1 |
— | |
|
1.55 |
1000 1100 1200 |
1,85 5,01 11.6 |
2,47 6,7 15,6 |
3,24 8,8 20,4 |
|
|
|
|
|
| |
Цементация подразделяется по условиям воздействия внешних факторов на:
цементацию твердым карбюризатором (Цт);
цементацию газовую (Цг);
цементацию жидкостную (Цж);
Цементация твердым карбюризатором (Цт) осуществляется путем нагрева стальных деталей в твердом карбюризаторе (табл. 11.22, 11.23).
Таблица 11.22
Состав твердого древесноугольного (березового) карбюризатора (ГОСТ 2407-83)
|
Составляющие |
Состав карбюризатора, % | ||
|
1-й сорт |
2-й сорт |
Полукоксовый ГОСТ 5535-76 | |
|
ВаСО3 СаСО3 S SiO2 Влага Летучие Зернистость фракции: Ø от 3,5 до 10 мм Ø от 10 до 14 мм Ø < 3,5 мм |
20-25 3,5 0,06 0,5 5,0 10
92 6 2 |
20-25 5,0 0,1 1,5 5,0 10
80 15 5 |
10-15 3,5 0,35 - 6,0 -
80 15 5 |
Таблица 11.23
Продолжительность процесса цементации твердым карбюризатором
в зависимости от требуемой глубины цементованного слоя
|
Глубина слоя, мм |
Общая продолжительность процесса, час |
|
0,4-0,7 0,6-0,9 0,8-1,2 1,0-1,4 1,2-1,6 1,4-1,8 1,5-1,9 1,6-2,0 1,8-2,2 2,0-2,4 |
4,0-5,5 5,5-6,5 6,2-10 8-11,5 10-14 11,5-16 13-18 14-19 16-22 19-24 |
Детали упаковываются в ящики с засыпкой твердым карбюризатором, содержащим 20…35 % свежего и 80…65 % отработавшего карбюризатора. При упаковке деталей в ящики между деталями принимается расстояние 5…15 мм, между деталями и дном ящика 20…30 мм, между деталями и боковыми стенками 15…25 мм, между деталями и верхней крышкой 25…40 мм.
При цементации твердым карбюризатором активным элементом, производящим науглероживание, является окись углерода. Соли – BaCO3 и CaCO3 является активизаторами, ускоряющими процесс окиси углерода.
При высокой активности внешней среды и при высокой скорости реакций взаимодействие окиси углерода с поверхностью стальных деталей процесс науглероживания подчиняется указанным ниже закономерностям.
Ящики и крышки к ним изготавливаются стальными, чугунными и из жароупорного сплава. Стойкость сварных стальных ящиков 150…200 час, литых стальных и чугунных 250…500 час, из жароупорного сплава 4000…6000 час.
Для повышения эффективности процесса применяются специальные ящики, изготовленные с учетом конфигурации деталей.
Контроль результатов цементации осуществляется на образцах – прутках Ø 8…10 мм из той же стали, что и цементуемые детали. При цементации низко- и среднелегированных марок стали могут применяться образцы из марки стали 20.
Образцы закладываются в ящик вместе с деталями и вынимаются в конце процесса цементации. По излому после закалки судят о глубине слоя и величине зерна: в металлографической лаборатории определяется более точно глубина слоя и микро структура (наличие и характер распределения цементита).
Цементация газовая (Цг) осуществляется путем нагрева и выдержки стальных деталей в присутствии газового карбюризатора – смеси газов, содержащих в своем составе метан – СН4, окись углерода СО, непредельные углеводороды и др.
Впервые процесс газовой цементации был разработан русским ученым Аносовым в 1837г. В 1933-1934 гг. проф. Н.А. Минкевич и его ученики провели исследования по цементации стальных деталей парами масел, а затем под руководством Н.А. Минкевича в ЦНИИТМАШ был разработан и внедрен на Московском автозаводе имени Сталина в 1934г. процесс цементации газом пиролизы и крекинга керосина.
Газовая цементация является наиболее прогрессивным, по сравнению с твердым карбюризатором, процессом вследствие его меньшей продолжительности (табл. 11.24).
Разработка Стальпроектом современных безмуфельных печей для газовой цементации и многооперационных агрегатов позволит в более широких масштабах внедрить этот процесс на отечественных машиностроительных заводах.
Активным науглероживающим элементом при газовой цементации является метан; некоторое участие принимает также окись углерода.
Детали загружаются при помощи приспособления, на котором они располагаются на расстоянии 5…10 мм одна от другой. Загруженное приспособление устанавливается в цементационную печь.
Благодаря этой загрузке деталей (без упаковки в ящики) и большой активности газовой среды (метана) эффективность процесса газовой цементации резко повышается.
Газовый карбюризатор получают следующими методами. Из жидких нефтепродуктов, в частности из керосина, путем его пиролиза при температуре в пределах 700…800 °С без доступа воздуха. Состав газа варьируется в широких пределах в зависимости от температуры пиролиза: 25…80 % Н2; 50…10 %СН4; 25…5 % CnHm; остальные СО, СО2, N2, О2 в пределах до 3 % каждого в зависимости от подсоса воздуха в реторту пиролизной установки. С повышением температуры пиролиза увеличивается содержание Н2 и снижается содержание тяжелых углеводородов CnHm; помимо газа в реторте пиролизной установки выделяются сажа и смолы. Наличие в составе пиролизного газа тяжелых углеводородов и метана приводит к выделению большого количества сажи и смолистых (коксующихся) веществ в муфеле цементационной печи. Поэтому пиролизный газ может применяться в качестве газового карбюризатора в мелких печах, при малом расходе газа и обязательно при интенсивной его циркуляции в муфеле печи (печи шахтные с вращающейся ретортой и т.п.).
Таблица 11.24
Глубина цементованного слоя в зависимости от продолжительности
и температуры процесса газовой цементации, мм
|
Продолжительность процесса, час |
Температура, °С | |||||||||
|
760 |
800 |
820 |
850 |
875 |
900 |
925 |
960 |
980 |
1000 | |
|
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 |
0,20 0,28 0,36 0,41 0,46 0,48 0,53 0,56 0,61 0,64 0,66 0,69 0,71 0,74 0,79 0,81 0,84 0,85 0,86 0,89 0,91 0,94 0,97 0,99 1,00 |
0,25 0,36 0,43 0,51 0,56 0,61 0,66 0,71 0,74 0,79 0,84 0,86 0,89 0,94 1,00 1,00 1,02 1,06 1,09 1,12 1,14 1,17 1,19 1,22 1,24 |
0,30 0,69 0,53 0,61 0,69 0,76 0,78 0,86 0,91 0,96 1,02 1,07 1,09 1,14 1,20 1,22 1,27 1,30 1,35 1,37 1,40 1,42 1,47 1,50 1,52 |
0,30 0,53 0,63 0,74 0,84 0,91 1,00 1,04 1,12 1,17 1,22 1,30 1,35 1,40 1,45 1,50 1,52 1,57 1,62 1,68 1.70 1,75 1,77 1,83 1,85 |
0,46 0,63 0,79 0,89 1,00 1,09 1,19 1,27 1,35 1,42 1,50 1,55 1,62 1,68 1,73 1,80 1,85 1,90 1,96 2,00 2,06 2,11 2,16 2,19 2,23 |
0,53 0,76 0,94 1,07 1,20 1,32 1,42 1,52 1,60 1,70 1,78 1,85 1,93 2,00 2,10 2,13 2,21 2,29 2,34 2,39 2,46 2,51 2,54 2,62 2,06 |
0,63 0,89 1,09 1,27 1,42 1,55 1,68 1,80 1,90 2,00 2,11 2,21 2,29 2,39 2,47 2,54 2,55 2,69 2.70 2,80 2,90 2,96 3,05 3,10 3,16 |
0,74 1,04 1,30 1,50 1,68 1,83 1,98 2,11 2,23 2,36 2,46 2,50 2,54 2,79 2,81 2,85 3,05 3,17 3,30 3,31 3,41 3,50 3,55 3,66 3,73 |
0,86 1,22 1,50 1,75 1,96 2,13 2,31 2,46 2,55 2,79 2,82 3,05 3,06 3,30 3,38 3,50 3,55 3,72 3,81 3,89 3,98 4,06 4,17 4,29 4,33 |
1,00 1,42 1,75 2,00 2,26 2,46 2,55 2,80 3,05 3,20 3,35 3,55 3,56 3,81 3,92 4,06 4,17 4,32 4,40 4,55 4,62 4,73 4,83 5,00 5,10 |
Из керосина путем его пиролиза и последующего крекирования пиролизного газа при 900…940 °С в смеси с водяным паром. Схема приготовления газового карбюризатора по данному методу следующая.
Пиролиз керосина при 740…760 °С. Состав газа: 20…25 % Н2; 55…40 % СН4; 25…20 % CnHm; остальное СО, СО2, О2 и N2 до 6,0 % в сумме, в зависимости от подсоса воздуха в реторту (трубы) пиролизной установки.
Очистка пиролизного газа от смол и частично тяжелых фракций углеводородов и водой, а затем соляровым маслом.
После очистки часть пиролизного газа (около 25 %) подвергается крекированию в смеси с водяным паром при 900…940 °С. Состав крекинг-газа (КГН): 60…70 % Н2; 15…6 % СН4; < 1,5 % CnHm; 16…26 % СО, остальное СО2, О2 и N2 в сумме до 8%.
Очистка крекинг-газа водой и осушка 10 %-ым раствором хлористого кальция. Полученный крекинг-газ в смеси с пиролизным в соотношении около 60:40 подается в цементационные печи.
Из бензола С6Н6 или пиробензола путем его ввода в муфель цементационной печи каплями или при предварительном его испарении в отдельной реторте. Пиробензол в качестве газового карбюризатора применяется главным образом в шахтных печах при циркуляции атмосферы в муфеле печи.
Из бензола или пиробензола с предварительным его испарением в смеси с водой. Водяной пар служит разбавителем, предупреждающим выделением в муфеле печи смолистых веществ и сажи.
Из углеводородных газов – природного, нефтяного, сжиженных, а также светильного и коксового путем их крекирования при 900…1100 °С в смеси с воздухом (при α < 0,25). Состав крекинг-газа углеводородов (КГУ): 30…40 % Н2; 2…4 % СН4; 18…22 % СО, остальное N2; к крекинг-газу указанного состава при вводе в муфель цеметационной печи добавляется 1…5 % исходного газа.
Из любых углеводородных газов путем их частичного сжигания при α=0,5…0,6 с последующим добавлением при вводе в муфель цементационной печи 5…10 % исходного газа.
Цементация генераторным (безсернистым) газом в смеси с углеводородами – бензолом, природным, светильным и сжиженными газами.
Цементация жидкостная (Цж) осуществляется путем нагрева стальных деталей в расплавленных слоях, содержащих в своем составе NaCN или SiC (табл. 11.25…11.28).
Таблица 11.25
Характеристика цементованного слоя при жидкостной цементации стали 20
(содержание в ванне 35 % NaCN, 840 °С, 3 часа)
|
Глубина от поверхности, мм |
Содержание, % | |
|
углерода |
азота | |
|
0,125 0,25 0,37 0,50 0,63 |
0,82 0,8 0,64 0,48 0,4 |
0,19 0,14 0,06 0,03 0,01 |
Особенностями процесса жидкостной цементации являются: ускорение процесса науглероживания, равномерность нагрева цементуемых деталей, возможность непосредственной закалки из цементирующей ванны, отсутствие окисления и обезуглероживания и т.п. Процесс является новым и, вследствие его высокой эффективности, прогрессивным.
Таблица 11.26
Продолжительность процесса жидкостной цементации в зависимости
от требуемой глубины цементованного слоя
|
Глубина цементованного слоя, мм |
Продолжительность процесса, час |
Глубина цементованного слоя, мм |
Продолжительность процесса, час |
|
0,4-0,7 0,6-0,9 0,8-1,2 1,0-1,4 |
1-2 1,5-3 2-4 3-5 |
1,2-1,6 1,4-1,8 1,5-1,9 1,6-2,0 |
4-6,5 5-8 6-9 7-10 |
Таблица 11.27
Условия смешивания различных солей с цианистыми солями,
применяемыми при жидкостной цементации
|
Допустимость смешения* |
Соли |
Результат смешения |
|
Недопустимо |
NaOH |
Разложение NaCN |
|
NaNO3, KNO3, NaNO2, KNO2 |
Взрыв, выплескивание солей из ванны** (при NaCN ≥ 5 %) | |
|
Допустимо |
NaCl, KCI, BaCl2, Na2CO3 |
Цианистые соли растворяются |
|
* Категорически недопустимо попадание и расплавленные соли воды. ** При изотермической закалке применяется перенос деталей через нейтральные панны из смеси хлористых и углекислых солей - NaCl, KCI, BaCl2, Na2CO3 и.т.п. | ||
Впервые жидкостная цементация в ваннах, содержащих SiC, была разработана проф. С.С. Штейнбергом. Этот метод нашел применение для цементации болтов и других мелких деталей. В этом случае цементация производится при температуре 840…860 °С в ваннах, состоящих из 75…80 % Na2CO3, 15…20 % NaCl, около 10 % SiC.
Цементация в ваннах, содержащих NaCN, разработана и применялась на Московском мотозаводе. Оптимальный режим жидкостной цементации конструкционной сталей в ваннах с NaCN следующий:
– температура процесса – 850…950 °С;
– глубина цементованного слоя – 0,5…2,0 мм;
– продолжительность процесса – 1,0…6,0 час;
– содержание углерода в поверхностном слое – 0,8…1,0 %;
– содержание азота в поверхностном слое – < 0,2 %;
– максимальная глубина азотирования – 0,10…0,25 мм.
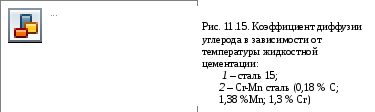
Значения коэффициента диффузии углерода в зависимости от температуры жидкостной цементации приведены на рис. 11.15.
В цементационном слое как по концентрации, так и по глубине слоя преобладающим является содержание углерода. После жидкостной цементации и последующей закалки поверхностная твердость деталей равна 60…62 HRC.
Защита стальных деталей от цементации меднением.
Схема технологического процесса меднения.
Изоляция воском мест детали, не подлежащих меднению.
Монтаж детали на приспособления.
Обезжиривание химическое или электролитическое.
Промывка в холодной проточной воде.
Травление химическое или электролитическое.
Промывка (двукратная) в проточной воде.
Меднение в цианистом электролите.
Промывка в холодной проточной воде.
Демонтаж приспособлений.
Снятие воска.
Протирка и сушка.
Технический контроль.
Пример меднения. Состав электролита: медь цианистая CuCN – 45 г/л; натрий цианистый NaCN – 70 г/л; натрий углеродистый Na2CO3 – 20 г/л.
Способ приготовления электролита:
CuCN → NaCN = NaCu(CN)2←Na2CO3, плотность тока Dк = 1,0…1,5 А/дм2.
Требуемая толщина покрытия для защиты стали от цементации – 20…40 мкм.
Определение продолжительности покрытия более 5 мкм производится по данным таблицы (табл. 11.29) путем пропорционального увеличения, например для требуемой глубины δ = 20 мкм при Dк = 1,0 А/дм2 и при γ1= 65 %
![]()
Температура электролита 30…50 °С. Анодом служат пластины электролитной меди. Практический средний катодный выход по току – 65 %. Толщина слоя покрытия δ за время τ = 1 час составляет 17…26 мкм.
![]()
где Е – электрохимический эквивалент в г/А·час;
γ – плотность осаждаемого эквивалента металла (меди) в г/см2.
Таблица 11.28
Состав ванн для жидкостной цементации*
|
Характеристика ванн |
Ванны с ВаС12** | |||||||||||||||
|
№ 1 |
№ 2 |
№ 3 |
№ 4 |
№ 5 |
№ 6 | |||||||||||
|
Наплавка (100 %) |
Свежая ванна |
Наплавка (100 %) |
Свежая ванна |
Наплавка (100 %) |
Свежая ванна |
Наплавка |
Свежая ванна |
Наплавка цианистой солью (100 %) |
Свежая ванна |
Наплавка |
| |||||
|
Нейтральными солями (до 20 %) |
Цианистой солью (80 %) |
Нейтральными солями(до 60 %) |
Нейтральными солями (до35 %) |
Нейтральными солями (до5 %) |
Свежая ванна | |||||||||||
|
Состав в весовых процентах |
NaCN NaCl BaCl2 Na2CO3 |
80 - - 15 |
68-80 - 5-8 15-27 |
50 15 35 - |
45-50 15 35 - |
15 - 85 - |
15 - 85 - |
50 - 50 - |
80 - 5 15 |
64 10 4 22 |
50 15 35 - |
50 15 35 - |
50 50 - - |
10-15 - 85-90 - |
80 - 5 15 |
7-10 30 60 0,5-1,0 |
|
Содержание NaCN в работа-ющей ванне, % Минимально допустимое содержание NaCN, % Применяется для получения цементованного слоя глубиной до, мм Допустимая рабочая (оптимальная) температура, °С |
30-50
30
1,4
850-930 (900) |
22-30
20
1,8
850-950 (900-930) |
10-15
7
2,0
900-950 (930-950) |
50-70
50
0,8
860-930 (900-930) |
18-20
18
1,0
900-930 |
8-10
7
2,0
900-950 (930-950) | ||||||||||
|
*С целью уменьшения потерь тепла через зеркало ванны обязательным является покрытие его чешуйчатым графитом. **Ванны № 1, 2 и 3 Московского мотозавода. Наиболее употребительной является ванна № 2. ***Существует модификация цианистой соли в которой вместо NaCN применяется Ca(CN2), в количестве 2…5 %. | ||||||||||||||||
Продолжение табл. 11.29
|
Характеристика ванн |
Ванны с BaCl2 |
Ванны с NaF |
Ванны с BaCl2 и SrCl2 | |||||||||||
|
№7 |
№8 |
№9 |
№10 |
№11 |
№12 |
№13 |
№14 | |||||||
|
Наплавка |
Свежая ванна |
Работающая ванна, состав в % |
Наплавка |
Свежая ванна |
Работающая ванна |
Работающая ванна | ||||||||
|
Нейтральными солями (55 %) |
Цианистой солью (35 %) |
Цианистой солью (10 %) |
Нейтральными солями (55 %) |
Активными солями (50 %) | ||||||||||
|
Состав, % вес. |
NaCN NaCl KCl BaCl2 SrCl2 NaF Na2CO3 Прочие |
- 50 - 50 - - - - |
10-15 - - 85-90 - - - - |
80 - - 5 - - 15 - |
10-15 25–30 - 55–60 - - 1,0-1,5 - |
17-20 - 27 - - 3 45 1,0 SiC 0,7С |
18-30 - 24 - - 3 35 1,0 SiC 0,7С |
16-20 9 - - - 5 42 14BaCO2 8K2CO3 |
20-30 18 - - - 5 - 32BaCO2 |
- 20 25 55 - - - -
|
35-40 - 5 45 5 - - - |
17-20 10 15 50 2,5-3,5 - - - |
17-23 20-30 - 15-40 До 3,5 - ≤ 30 - |
7,5-12 До 15 5,5-20 45-55 2-10 - ≤ 30 - |
|
Содержание NaCN в работающей ванне, % Минимально допустимое содержание NaCN, % Применяется для получения цементированного слоя глубиной до, мм Допустимая (рабочая) температура ванны, °С |
10-15
10
2,0
900-950 (930-950) |
17-20
14
1,25
900-930 |
18-30
12
0,5
870-900 |
16-20
15
1,7
850-930 (900-930) |
20-30
20
0,8
850-910 |
7,0-8,5
7
1,5
900-925 |
17-23
17
0,8
850-900 |
7,5-12
7,5
2,3
870-950 | ||||||
Таблица 11.29
Продолжительность меднения для защиты от цементации
(выход по току η = 100 %, электролит цианистый), мин
|
Толщина слоя δ, мкм |
Плотность тока DK , А/дм2 | |||||
|
0,1 |
0,25 |
0,5 |
0,75 |
1,0 |
1,5 | |
|
10 20 30 40 50 |
23 45 68 90 113 |
9 18 27 36 45 |
4,5 9 13,5 18 23 |
3 6 9 12 15 |
2 4,5 7 9 11 |
1,5 3 4,5 6 7,5 |