

11.3.6. Термическая обработка крупных деталей энергоагрегатов
Крупные поковки и отливки. Современный уровень развития техники требует от энергетического и тяжелого машиностроения изготовления агрегатов большой единичной мощности. Это приводит к существенному увеличению массы и соответственно размеров наиболее ответственных деталей подобных агрегатов: роторов турбин и генераторов, корпусов турбин, рабочих колес гидротурбин (табл. 11.60).
Таблица 11.60
Размеры и масса роторов генераторов различной мощности
|
Мощность, МВт |
Частота вращения, об/мин |
Длина, м |
Диаметр, м |
Масса, т | |||
|
бочки |
общая |
осевого канала |
бочки |
готового изделия |
слитка | ||
|
500 1000 1600 2000 1200 |
1500 1500 1500 1500 3000 |
6,0 6,71 10,02 11.02 8,12 |
11,5 13,6 17,4 18,65 16,0 |
0,4 0,4 0,6 0,6 0,16 |
1.8 1,85 1,855 2,1 1,26 |
160 157 237 250 90 |
370 380 550 570 235 |
При изготовлении поковок сечением 3000 мм и массой ≥ 240 т возникают условия, способствующие образованию в стали крупного зерна аустенита. К этим условиям относятся особенности кристаллизации крупных слитков, трудности проведения горячей пластической деформации — длительные, многократные (до 14 раз) нагревы под ковку, достигающие 1250 °С, неравномерная деформация по сечению поковки, вынужденный отказ (из-за технических трудностей) от операции осадки на слитках массой > 300 т, а также малые скорости нагрева и охлаждения при перекристаллизации и продолжительные выдержки в процессе аустенитизации во время термической обработки (табл. 11.61).
Таблица 11.61
Характеристики нагрева поковок различного сечения до температуры 900 °С
|
Сечение поковки, мм
|
Расстояние термопары от поверхности поковки, мм |
Скорость нагрева, °С/ч, в интервале температур, °С |
Продолжительность нагрева, ч | ||
|
700-800 |
800-900 |
Выравнивание |
Выдержка | ||
|
900 |
50 450 |
25 17 |
14 11 |
12 |
6 |
|
1500 |
50 750 |
18 11 |
6 5,5 |
30 |
10 |
|
2100 |
50 1050 |
17 8 |
5 5 |
40 |
14 |
На одном из заводов энергетического машиностроения разработан и внедрен новый сокращенный антифлокенный режим предварительной термической обработки крупных поковок сечением от 800 до 2200 мм (рис. 11.45). Фактические температурно-временные поля в процессе термической обработки по этому режиму и время охлаждения поковок после нормализации приведены на рис. 11.46. Общая продолжительность этого режима термической обработки поковок сечением 800…1200 мм ~350 ч, сечением 1250..1800 мм ~550 ч, сечением 1850…2200 мм ~670 ч, что на 30 % меньше по сравнению с существовавшими до настоящего времени режимами.
Рис. 11.45. режимы предварительной термической обработки хрупких
поковок сечением 800…2200 мм из вакуумированной стали
С целью исправления крупнозернистой структуры в процессе изготовления крупных сварнокованых и кованосварных изделий разработана и внедрена новая технология термической обработки. Она включает предварительную обработку, состоящую из нагрева до температуры исправления крупнозернистости, промежуточного нагрева до температуры Ас3 + 10 °С стали с последующим медленным охлаждением для получения структуры перлита или перлита и бейнита, и окончательную — на требуемый уровень механических свойств. Эта технология благодаря устранению крупнозернистости позволяет проводить ультразвуковой контроль качества поковок. На рис. 11.47, представлен режим термической обработки сварного блока перед ковкой ротора генератора мощностью 1000 МВт (масса сварной поковки ≈250 т).

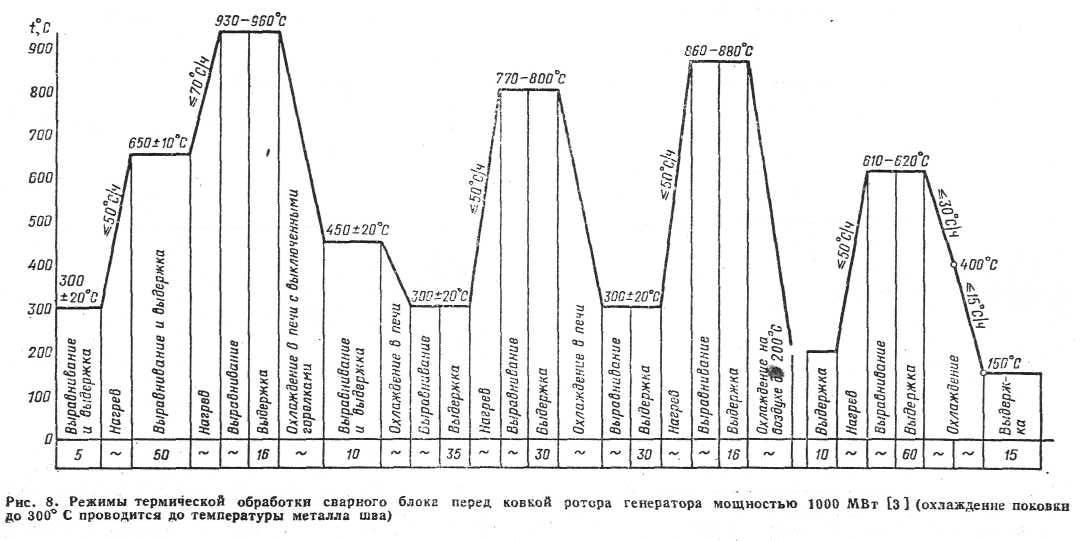
Рис. 11.47. режимы термической обработки сварного блока перед поковкой ротора генератора мощностью 1000 МВт (охлаждение поковки до 300 °С проводится до температуры металла шва)
Для
правильного выбора времени охлаждения
в процессе окончательной термической
обработки целесообразно пользоваться
специальными обобщенными графиками
(рис. 11.48). На оси ординат этих графиков
отложена температура поковки, а по оси
абсцисс указано приведенное время
(час):![]() ,
гдеRK
— радиус поковки, мм. На графиках
представлены обобщенные кривые охлаждения
различных зон поковок от поверхности
до центра. Пользуясь обобщенными
графиками, можно рассчитать время
охлаждения поковок в процессе закалки.
При совмещении этих графиков с
термокинетической диаграммой превращения
аустенита можно определить структуру
стали, а отсюда и зависимость механических
свойств по сечению поковок.
,
гдеRK
— радиус поковки, мм. На графиках
представлены обобщенные кривые охлаждения
различных зон поковок от поверхности
до центра. Пользуясь обобщенными
графиками, можно рассчитать время
охлаждения поковок в процессе закалки.
При совмещении этих графиков с
термокинетической диаграммой превращения
аустенита можно определить структуру
стали, а отсюда и зависимость механических
свойств по сечению поковок.
 Ориентировочно
время охлаждения поковок можно также
выбирать по экспериментальным данным,
представленным в табл. 11.62.
Ориентировочно
время охлаждения поковок можно также
выбирать по экспериментальным данным,
представленным в табл. 11.62.
Сварные роторы турбин. В Советском Союзе широко применяются сварные роторы турбин, которые по сравнению с цельноковаными обладают рядом преимуществ. Сварной ротор состоит из элементов относительно малых размеров, что дает возможность использовать для их изготовления более качественные слитки меньшей массы, а также новые методы выплавки. Отсутствие центрального отверстия в сварных роторах позволяет снизить требования к прочности стали.
Технологический процесс изготовления сварных роторов проводится по схеме: выплавка и ковка слитков, термическая обработка, ультразвуковой контроль заготовок элементов сварных роторов, автоматическая сварка, ультразвуковой контроль, отпуск сварного ротора.
Для изготовления сварных роторов применяют стали, химический состав которых приведен в табл. 11.63, а требуемый уровень механических свойств — в табл. 11.64. Режимы окончательной термической обработки элементов сварного ротора представлены на рис. 11.49.
Таблица 11.62
Продолжительность охлаждения центра цилиндрических
поковок в различных средах
|
Температура аустенитизации, °С |
Диаметр поковки, мм |
Продолжительность охлаждения от температуры аустенитизации до температуры. "С, мин | |||||
|
700 |
600 |
500 |
400 |
300 |
200 | ||
|
Охлаждение в воде | |||||||
|
870 850 850 880 |
200 250 400 580 |
4 5 14 30 |
8 8 20 38 |
8 9 27 45 |
10 11 34 52 |
12 14 44 60 |
16 18 55 - |
|
Охлаждение в масле | |||||||
|
870 850 800 850 850 860 920 820 850 |
200 250 400 500 600 700 945 1050 1200 |
6 8 20 40 40 45 80 90 100 |
8 10 30 55 60 80 110 130 150 |
12 14 40 63 90 100 140 170 200 |
10 17 65 80 130 180 220 240 250 |
20 33 75 120 160 220 260 290 310 |
26 — — 160 — — — — 360 |
|
Охлаждение на воздухе | |||||||
|
860 870 880 870 850 920 870 |
250 300 520 600 800 920 1030 |
20 30 60 120 160 140 170 |
40 60 90 210 240 250 210 |
65 90 210 270 300 360 360 |
100 150 260 360 360 480 600 |
160 200 420 480 510 — 960 |
— 300 — 720 — — — |
Таблица 11.63
Химический состав сталей, рекомендуемых для изготовления
заготовок элементов сварных роторов, %
|
Марка стали |
С |
Si |
Сг |
Ni |
V |
|
32 ХМ1А 25Х2НМФА 20ХН2МФА |
0,29-0,36 0,23-0,28 0,21-0,27 |
0,17-0,37 0,17-0,37 0,20-0,45 |
0,9-1,20 1,80-2,20 1,20-1,60 |
≤ 0,40 1.20-1,70 2,00-2,50 |
- ≤ 0,05 0,05-0,10 |
|
Содержание, %: Мn 0,40…0,70; S ≤ 0,018; Р ≤ 0,018; Мо 0,40…0,60; Сu ≤ 0,25. | |||||
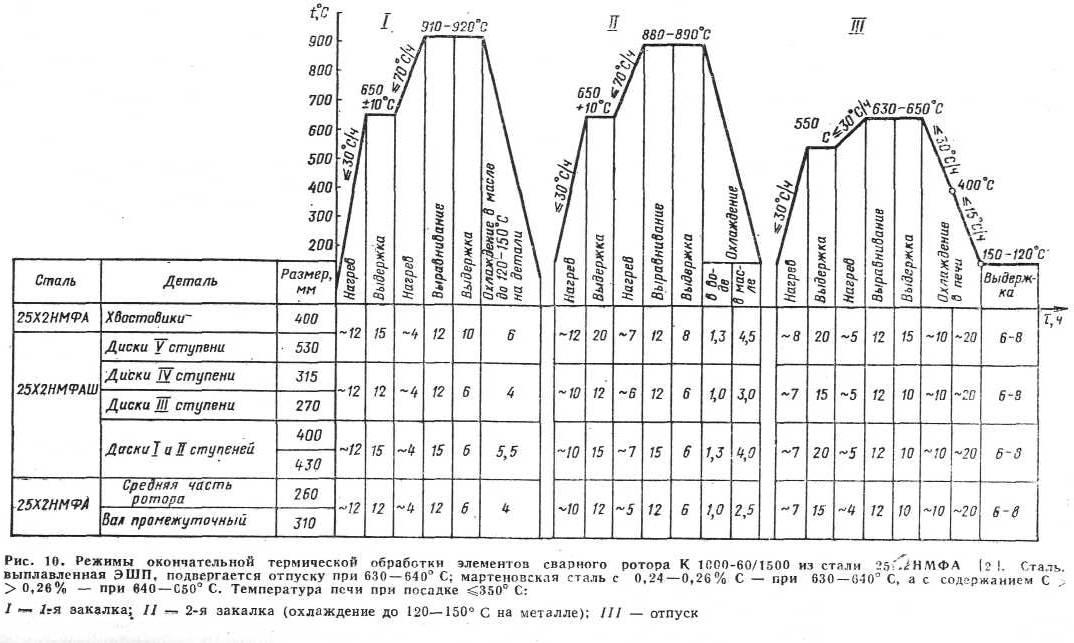
Рис. 11.49. Режимы окончательной термической обработки элементов сварного ротора К1000-60/1500 из стали 25Х2НМФА. Сталь, выплавленная ЭШП, подвергается отпуску 630…640 °С, мартеновская сталь с 0,24…0,26 % С – при 630…640 °С, а с содержанием С > 0,26 % - при 640…650 °С. Температура печи при посадке ≤ 350 °С: I – 1-я закалка; II – 2-я закалка (охлаждение до 120…150 °С на металле); III – отпуск
Таблица 11.64
Механические свойства элементов сварных роторов в
зависимости от категории прочности
|
Категория прочности
|
Направление вырезки образцов |
σ0,2′ |
σв |
δ |
ψ |
KCU, Дж/см2 |
Угол загиба, град.
|
НВ |
Рекомендуемые марки стали |
|
кгс/мм2 |
% | ||||||||
|
Не менее | |||||||||
|
IIа |
Продольное Тангенциальное |
48-65 |
68 65 |
18 14 |
45 35 |
59 49 |
180 150 |
≤250 |
32ХМ1А |
|
IIб |
Продольное Тангенциальное |
53-70 |
67 |
16 14 |
45 40 |
59 49 |
150 120 |
≤270 |
25X2НМФA |
|
III |
Продольное Тангенциальное Продольное из керна |
65-75 65-75 ≥ 55 |
75 75 63 |
16 15 15 |
45 45 40 |
88 |
150 |
228-278 |
20ХН2МФА |
На дисках из стали 20ХН2МФШ показано преимущество прерывистого (вода — масло) охлаждения в процессе закалки по сравнению с непрерывным Охлаждением в масле (табл. 11.65).
Таблица 11.65
Критическая температура хрупкости дисков из стали 20ХН2МФШ
в зависимости от охлаждения в процессе закалки
|
Охлаждение в процессе закалки |
Место отбора образцов |
Критическая температура хрупкости Т50, определенная на образцах*, °С | |
|
I типа |
IV типа | ||
|
Масло |
Поверхность Центр |
- 7 + 5 |
+ 30 + 30 |
|
Вода, затем масло |
Поверхность Центр |
- 80 - 30 |
- 40 + 10 |
|
* ГОСТ 9454-78 | |||
Отпуск после сварки роторов турбин проводится при температуре 630… 640 °С с промежуточной выдержкой при 400…550 °С (с целью получения минимального перепада температур между поверхностью и центром ротора). Охлаждение от температуры отпуска — медленное для обеспечения низкого уровня остаточных напряжений (рис. 11.50).
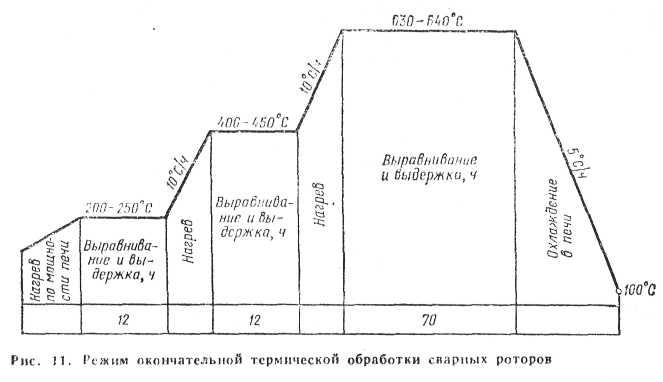
Рис. 11.50. Режим окончательной термической обработки сварных роторов
При выборе продолжительности и температуры отпуска можно пользоваться зависимостью между пределом текучести (σ0,2, кгс/мм2) стали и параметрами отпуска:
![]()
где Т1 — температура первого отпуска (элементов сварного ротора), К; Т — температура второго отпуска (сварного ротора), К; τ1 — продолжительность первого отпуска (элементов сварного ротора), ч; τ — продолжительность второго отпуска (сварного ротора), ч; а0, а1, а2 — коэффициенты, зависящие от химического состава стали и условии ее термической обработки.
Кроме указанных параметров при выборе продолжительности и температуры отпуска необходимо учитывать развитие процессов релаксации напряжений, а также полигонизации (при рекристаллизации) α-фазы, увеличивающих сопротивление хрупкому разрушению металла сварного соединения.
В процессе эксплуатации роторов среднего давления их рабочая температура может достигать 300…400 °С. Механические свойства стали 25Х2НМФА при кратковременных испытаниях в интервале температур 20…400 °С представлены в табл. 11.66.
Таблица 11.66
Механические свойства стали 25Х2НМФА при
кратковременных испытаниях
|
Температура испытаний, °С |
σ0,2 |
σв |
δ |
ψ |
KCU, Дж/см2 |
|
кгс/мм2 |
% | ||||
|
20 50 100 200 300 400 |
53 52 52 50 52 50 |
70 67 64 62 64 61 |
22 20 20 19 17 14 |
76 76 76 72 68 64 |
265 265 265 265 274 255 |
Применение стали 25Х2НМФА позволяет обеспечить гарантированный уровень свойств элементов сварных роторов (табл. 11.67).
Таблица 11.67
Гарантируемый уровень механических свойств заготовок
сварных роторов из стали 25Х2НМФА
|
Марка стали |
Температура испытания, °С |
Механические свойства |
Температурный интервал падения пластичности, °С |
Критическая температура хрупкости после термического цикла сварки (ТЦС), °С |
Критическая температура хрупкости Т50, °С | |||||||||
|
σ0,2 |
σ в |
δ |
ψ |
KCU * |
KCU ** |
KCT |
Предел выносливости, кгс/мм2 |
К1с | ||||||
|
кгс/мм2 |
% |
Дж/см2 |
С надрезом |
Без надреза |
кгс/мм2/3 | |||||||||
|
25Х2НМФА |
20 |
53 |
65 |
14 |
50 |
196 |
147 |
67 |
8,5 |
33 |
400 |
1460-1410 |
- 30 |
+ 20 |
|
400 |
50 |
60 |
13 |
50 |
- |
- |
- |
- |
- |
- |
- |
- |
- | |
|
20ХН2МФШ |
20 |
60 |
72 |
14 |
50 |
157 |
157 |
56 |
9,0 |
34 |
500 |
1450-1410 |
- 10 |
+ 20 |
|
*На образцахIтипа;**На образцахIVтипа | ||||||||||||||
Цельнокованые и сварнокованые роторы турбин и генераторов. Рост мощности указанных энергоагрегатов и связанное с ним увеличение размеров роторов, повышение требований к качеству металла и уровню механических свойств потребовали изыскания новых сталей и разработки принципиально новых конструкций этих изделий.
Для изготовления роторов турбин и генераторов широкое применение нашли хромомолибденовые, хромоникельмолибденовые и хромоникельмолибденованадиевые стали, химический состав которых и требуемый уровень механических свойств приведены в табл. 11.68…11.70.
Таблица 11.68
Химические свойства сталей, применяемых для изготовления
дисков, валов и цельнокованых роторов паровых турбин, %
|
Марка стали |
С |
Мn |
S |
Р |
Сr |
Ni |
Мо |
V |
|
40ХА 34XMA 34ХН1МА 34ХНЗМА 25Х2Н4МФА 35ХН1М2ФА 30ХНЗМ2ФА 36ХНЗМФА ЗЯХНЗМФА 27ХНЗМФА 25Х1М1ФА (Р2МА) 20ХЗМБФА (ЭИ415А) |
0,36-0,44 0,30-0,40 0,30-0,40 0,30-0,40 0,2-0,29 0,32-0,40 0,26-0,32 0,30-0,40 0,34-0,42 0,24-0,30 0,21-0,29
0,16-0,24 |
0,50-0,80 0,40-0,70 0,50-0,80 0,50-0,80 0,25-0,55 0,50-0,80 0,20-0,50 0,25-0,50 0,25-0,55 0,30-0,60 0,30-0,60
0,25-0,60 |
≤ 0,022 ≤ 0,022 ≤ 0,022 ≤ 0,022 ≤ 0,020 ≤ 0,022 ≤ 0,022 ≤ 0,020 ≤ 0,022 ≤ 0,020 ≤ 0,022
≤ 0,022 |
≤ 0,025 ≤ 0,025 ≤ 0,025 ≤ 0,025 ≤ 0,025 ≤ 0,025 ≤ 0,025 ≤ 0,025 ≤ 0,025 ≤ 0,020 ≤ 0,025
≤ 0,025 |
0,8-1,1 0,9-1,3 1,3-1,7 0,7-1,1 1,6-1,9 1,3-1,7 1,2-1,7 1,2-1,5 1,2-1,5 1,4-1,8 1,5-1,8
2,4-3,3 |
≤ 0,25 ≤ 0,50 1,30-1,70 2,75-3,25 3,30-3,70 1,30-1,70 3,00-3,50 3,00-3,50 3,00-3,40 3,20-3,75 ≤ 0,40
≤ 0,50 |
- 0,20-0,30 0,20-0,30 0,25-0,40 0,35-0,60 0,40-0,60 0,40-0,61 0,35-0,50 0,35-0,15 0,40-0,60 0,90-1,05
0,35- 0,65 |
- - - - 0,08-0,15 0,10-0,20 0,10-0,20 0,10-0,20 0,10-0,20 0,05-0,15 0,22-0,32
0,60-0,85 0,30-0,50Wo |
|
Примечания: 1. Содержание Si 0,17…0,37 %; Сu ≤ 0,25 %.
| ||||||||
Для изготовления крупных роторов с диаметром бочки до 2000 мм разработана сталь 25ХНЗМФА, обладающая глубокой прокаливаемостью и низкой критической температурой хрупкости. Влияние температуры аустенитизации в интервале 780…1100 °С (выдержка при температуре аустенитизации 1 ч, охлаждение в масле и отпуск при 640 °С, 6 ч) на балл зерна аустеннта и механические свойства этой стали иллюстрирует табл. 11.71.
Аустенитизацию рекомендуется проводить в интервале температур 840…860 °С. Повышение температуры закалки до 900 °С увеличивает прочностные свойства (σв на 30 кгс/мм2) при одновременном снижении пластических характеристик (относительное удлинение на 9 %, а ударную вязкость на 7 кгс·м/см).
Если для заготовок роторов небольших сечений требуется повышенная вязкость и нет необходимости в достижении высокой прочности, то закалку рекомендуется проводить от 820…840 °С. При этом вследствие относительно низкого содержания углерода в стали, изделия можно охлаждать в воде или последовательно — в воде и масле.
Таблица 11.69
Механические свойства заготовок дисков в зависимости
от категории прочности (тангенциальные образцы)
|
Категория прочности
|
Применяемые марки стали |
Высота ступицы, не более, мм |
σ0,2, кгс/мм2 |
σв, кгс/мм2 |
δ, % |
Ψ, % |
KCU *, Дж/см2 |
Угол загиба, град. |
|
Не менее | ||||||||
|
I II III IV |
40XА 34ХМА, 40ХА 34ХМА, 34ХН1МА 34ХИ1МА |
- - - 300 |
≥ 32 ≥ 4 0 50-70 60-80 |
57 60 67 78 |
17 17 15 14 |
40 40 40 40 |
39 39 49 49 |
150 150 150 120 |
|
V |
34XHIMA 34ХНЗМА 35ХН1М2ФА 30ХНЗМ2ФА 25Х2Н4МФЛ |
200 450 450 550 650 |
68-85 |
83 |
12 |
40 |
49 |
120 |
|
* На образцах I типа.
| ||||||||
Для получения высоких прочностных свойств рекомендуется нагрев под закалку крупных поковок проводить до 850…900 °С с последующим охлаждением на воздухе или в масле.
Влияние скорости охлаждения от 850 °С (выдержка 1 ч) на механические свойства стали 25ХНЗМФА приведены в табл. 11.72.
Влияние температуры отпуска на механические свойства образцов из стали 25ХНЗМФА после закалки от 850 °С показано в табл. 11.73.
Окончательная термическая обработка дисков из этой стали включает двойную закалку: первую от 900 °С с охлаждением в масле, вторую — от 840 °С с охлаждением сначала в воде (40 мин), затем в масле (50 мин) и далее отпуск при 610 °С 30 ч. Такая термическая обработка позволяет получить по сечению диска следующие механические свойства (тангенциальные образцы): σ0,2 ≥ 77 кгс/мм2. σв ≥ 87 кгс/мм2, δ ≥ 15 %, ψ ≥ 62,5 %, KCU ≥ 118 Дж/см2, Т50 ≤ -18 °С (на образцах I типа).
Механические свойства стали 25Х2Н4МФА после термической обработки по тому же режиму, что и стали 25ХНЗМФА при температурах испытания 20…650 °С приведены в табл. 11.74.
Для изготовления роторов генераторов мощностью 500…1200 МВт для атомных электростанций применяют стали 25ХНЗМФА и 35ХНЗМФА, механические свойства которых должны удовлетворять следующим требованиям: σ0,2 ≥ 55 кгс/мм2. σв ≥ 65 кгс/мм2, δ ≥ 15 %, ψ ≥ 35 %, KCU ≥ 49 Дж/см2.
Окончательная термическая обработка роторов турбогенераторов, как правило, состоит из однократной закалки с охлаждением в масле пли в воде и отпуска, во время которого производится правка. Режим окончательной термической обработки валов роторов массой 50…100 т приведен на рис. 11.51.

Таблица 11.70
Механические свойства заготовок валов и роторов
в зависимости от категории прочности
|
Категория прочности |
Применяемые марки стали |
Направление и место вырезки образцов* |
σ0,2 , кгс/мм2 |
σв, кгс/мм2 |
δ |
ψ |
KCU **, Дж/см2 |
Угол загиба, град. | ||
|
% | ||||||||||
|
Не менее | ||||||||||
|
I |
40ХА, 34ХМА |
Продольное Тангенциальное |
35 33 |
58 55 |
17 13 |
40 32 |
39 39 |
180 150 | ||
|
IIа |
34 ХМ Л |
Продольное Тангенциальное |
≤ 50 ≤ 47 |
62 47 |
15 11 |
40 32 |
59 44 |
150 120 | ||
|
IIб |
25Х1М1ФА (Р2МА) |
Продольное Тангенциальное |
50-68 |
63 63 |
16 13 |
40 35 |
39 39 |
180 150 | ||
|
III |
20Х3МВФЛ (ЭИ415А) |
Продольное Тангенциальное |
60-75 |
75 73 |
13 11 |
40 32 |
49 39 |
150 120 | ||
|
IV |
34ХН1МА 38ХН3МФА 34ХН3МА |
Продольное
Тангенциальное |
65-85 |
82
78 |
14
11 |
40
32 |
59
44 |
150
120 | ||
|
Va |
27ХН3МФА 36ХН3МФА 38ХН3МФА |
Продольное
Тангенциальное |
68-88 |
85
85 |
14
10 |
40
30 |
59
39 |
150
120 | ||
|
Vб |
25Х2Н4МФА |
Тангенциальное |
68-85 |
83 |
12 |
40 |
49 |
120 | ||
|
*Продольные образцы вырезаны из конца вала, тангенциальные - из бочки. **На образцах I типа. | ||||||||||
Разработан новый режим окончательной термической обработки роторов из стали 35ХНЗМФА, состоящий из двойной закалки с охлаждением в масле и отпуска, обеспечивающий высокий уровень механических свойств по сечению ротора (табл. 11.75).
Таблица 11.71
Влияние температуры аустенизации на механические
свойства стали 25ХН3МФА
|
Температура аустеннизацин, °С |
Механические свойства |
Балл зерна аустенита | |||||
|
σ0,2 |
σв |
δ |
ψ |
KCU, Дж/см2 |
НВ | ||
|
кгс/мм2 |
% | ||||||
|
780 820 860 900 950 1000 1100 |
64 71 90 93 94 06 95 |
76 81 99 103 103 105 105 |
24 23 17 17 16 16 15 |
76 75 69 68 67 65 63 |
265 255 196 186 176 157 127 |
240 250 300 310 310 320 320 |
9-10 9 8-9 7-8 6-7 5-6 4-5 |
Таблица 11.72
Влияние скорости охлаждения от температуры аустенизации на
механические свойства стали 25ХН3МФА (отпуск при 640 °С, 6 ч)
|
Скорость охлаждения, °С/ч |
охлаждающая среда |
σ0,2 |
σв |
δ |
ψ |
KCU, Дж/см2 |
|
кгс/мм2 |
% | |||||
|
70000 40000 3200 100 30 |
Вода Масло Воздух Печь Печь |
86 89 88 86 84 |
95 98 98 97 96 |
17 17 15 15 15 |
64 63 62 56 54 |
157 137 137 118 98 |
Таблица 11.73
Влияние температуры отпуска (выдержка 6 ч) на механические
свойства стали 25ХН3МФА
|
Температура отпуска, °С |
σ0,2 |
σв |
δ |
ψ |
KCU, Дж/см2 |
|
кгс/мм2 |
% | ||||
|
550 580 600 620 640 660 680 |
112,5 110,0 105,0 100,0 89,0 78,0 75,0 |
127 124 120 110 98 90 93 |
14,0 14,5 15,0 16,0 17,0 18,0 17,0 |
52 54 57 60 63 64 63 |
69 88 98 118 137 176 167 |
Таблица 11.74
Механические свойства стали 25Х2Н4МФА в зависимости
от температуры испытания
|
Температура испытания, °С |
σ0,2 |
σв |
δ |
ψ |
KCU, Дж/см2 |
|
кгс/мм2 |
% | ||||
|
20 60 100 150 200 250 300 360 400 450 500 550 600 650 |
77,0 77,0 74,5 71,5 71,0 70,0 70.5 66,5 69,5 63,5 61,5 55,5 46,5 34,0 |
92,5 89,5 87,0 85,0 83,5 84,0 84,0 81,6 80,5 74,5 67,5 58.5 47,5 36,0 |
18,0 17,5 16,0 15,5 15,0 14,5 13,5 14,5 15,0 15,5 15,0 18,5 25,0 26,0 |
63,0 65,0 64,0 65,0 63,0 63,0 63,0 61,5 65,0 68,0 74,0 81,5 89,0 91,5 |
122 137 172 167 176 167 167 157 157 147 142 147 221 245 |
Таблица 11.75
Механические свойства (тангенциальные образцы) по сечению
прибыльной части бочки (Ø 1800 мм) ротора турбогенератора
мощностью 1200 МВт из стали 35ХН3МФА
|
Расстояние от центра, мм |
σ0,2 |
σв |
δ |
ψ |
KCU |
KCT |
Т50, °С |
|
кгс/мм2 |
% |
Дж/см2 | |||||
|
250 400 650 700 850 |
70 72 70 70 73 |
85 86 86 87 87 |
19 17 18 17 20 |
56 58 50 55 56 |
74 78 67 57 118 |
44 44 39 39 63 |
+10 +10 +10 +5 0 |