

11.2. Принципиальные основы определения длительности термической обработки
11.2.1. Влияние технологических факторов на режимы
Нагрева деталей
Под длительностью процесса термической обработки понимается необходимое время, в течение которого детали пребывают в печи. Это время в каждом конкретном случае зависит от ряда факторов, например, таких, как конструкция печи и ее тепловая мощность, марки обрабатываемой стали и исходного состояния стали, максимального сечения деталей и их формы и массы одновременно загружаемых в печь деталей.
Если печь имеет недостаточную тепловую мощность, то нагрев деталей до заданной температуры происходит медленно, длительность процесса затягивается. Следовательно, достаточный резерв тепловой мощности печи должен рассматриваться как прогрессивный фактор в ускорении процесса. Зависимость времени нагрева от формы деталей и их расположения в печи установлена работами ЦНИИТМАШ (рис. 11.23). Из этой зависимости следует, что время нагрева квадратной заготовки с трехсторонним подводом тепла больше на 40 %, чем время нагрева заготовки круглого сечения с диаметром, равным стороне квадрата при всестороннем подводе тепла. При укладке таких же квадратных заготовок без зазоров время их нагрева увеличивается в 4 раза. Время нагрева круглых заготовок при укладке их без зазоров увеличивается в 2 раза по сравнению с нагревом одной заготовки.

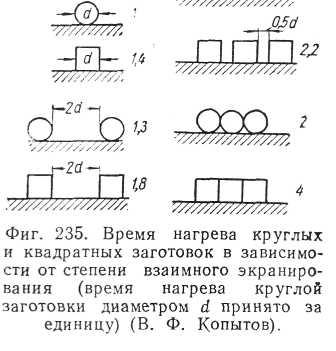
Рис. 11.23. Время нагрева круглых и квадратных заготовок в зависимости от степени взаимного экранирования (время нагрева круглой заготовки диаметром d принято за единицу) (В.Ф. Копытов)
Однако тот или иной способ укладки деталей в печи должен определяться в зависимости от операции технологического процесса, именно в зависимости от длительности отдельных элементов теплового режима.
На рис. 11.24 представлены два графика теплового режима термической обработки, из которых левый включает в себя время нагрева (τ1) до заданной температуры, время выдержки (τ2) при заданной температуре и время охлаждения, причем охлаждение производится вне печи, что является характерным при режиме закалки и нормализации.
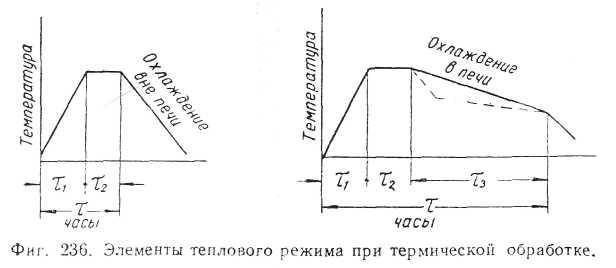
Рис. 11.24. Элементы теплового режима при термической обработке
Правый график включает по сравнению с левым еще дополнительное время τ3, необходимое для охлаждения деталей в печи с определенной скоростью с целью понижения твердости, например, при отжиге поковок подшипниковых колец из стали ШХ15 или при отжиге отливок на ковкий чугун (пунктирная кривая) и т. п.
Если при термической обработке время τ1 больше τ2, то с целью сокращения длительности процесса целесообразно укладку деталей производить с зазорами. В случае же процесса, при котором сумма выдержек (τ2+ τ3+…) больше τ1, экономически целесообразно укладку производить без зазоров и даже слоями в коробах, что повышает производительность печи. Следовательно, оптимальный способ раскладки деталей в печи при термической обработке является важным фактором в определении длительности обработки, а также и производительности печи.
Марка стали и ее исходное состояние должны учитываться при определении длительности нагрева (τ1) до заданной температуры.
Практически доказано, что скорость нагрева малоуглеродистых сталей может быть любой независимо от исходного состояния. Нагрев же высокоуглеродистой литой или кованой стали в неотожженном состоянии должен производиться с некоторым замедлением с целью предотвращения значительных напряжений, которые могут при быстром нагреве вызвать образование трещин.
Согласно нормативам, разработанным ЦНИИТМАШ, время нагрева инструментальных углеродистых сталей и среднелегированных конструкционных сталей удлиняется по сравнению с обычной конструкционной сталью на 25…50 %, для высоколегированных конструкционных и инструментальных сталей – на 50…100 %.
Нагрев мелких деталей из любых конструкционных сталей может быть быстрым настолько, насколько позволяет печь.
Во всех случаях, когда это возможно, нагрев стали до заданной температуры предпочтительнее производить быстро, так как это увеличивает производительность печей, снижает удельный расход топлива и сокращает общую длительность процесса термической обработки.
В печах для термической обработки возможны три различных случая нагрева:
1) медленный нагрев деталей вместе с печью (рис. 11.25, а) применяется с целью предотвращения большой разности температур по сечению; длительность процесса в этом случае значительна;
2) нагрев деталей в печи с постоянной температурой (рис. 11.25, б), которая поддерживается все время на заданном уровне; разность температур в этом случае больше, а время нагрева меньше, чем в первом случае;
3) нагрев деталей в печи с переменной температурой; в этом случае детали загружаются в печь, температура в которой выше, чем требуется для термической обработки (рис. 11.25, в); по мере достижения деталями заданной температуры падает температура печи, приближаясь к заданной для обработки. В этом случае скорость нагрева наибольшая, напряжения, возникающие в металле, также наибольшие.

Рис. 11.25. Три различных режима нагрева деталей в печи:
t' – заданная температура нагрева; Т’а, Т’b, Т’c – время нагрева;
tп – температура поверхности детали; tц – температура центра детали
Первый случай является типичным при термической обработке крупных деталей в печах периодического действия.
Второй случай характерен для нагрева деталей в проходных и камерных печах при обычном методе термической обработки.
Третий случай является примером форсированного метода нагрева.
Каждый из указанных случаев нагрева имеет свою методику определения длительности процесса. Выбор правильной и обоснованной технологии нагрева металла является важной задачей, от решения которой в значительной степени зависят технико-экономические показатели работы агрегатов, а следовательно, и цеха.