

11.3.5. Определение расчетных сечений для назначения времени выдержки при нагреве и охлаждении в процессе закалки, нормализации и отпуска. Типовые режимы термической обработки поковок
Определение расчетных сечений и условия расчета сечений деталей для назначения времени термической обработки представлены в табл.11.57.
Продолжительность предварительной термической обработки зависит от метода выплавки (сталь считается вакуумированной и для нее назначается соответствующий режим отжига при содержании водорода в слитке, не превышающем 2,5 см3 /100 г металла) стали и определяется в значительной степени содержанием в слитке водорода (табл. 11.58).
Предварительная термическая обработка проводится, как правило, в газовых печах с выкатным подом. Подбор садок ведется с учетом марки стали, сечения поковок, метода выплавки и содержания водорода. Разница между поковками по сечению в данной садке не должна превышать 400…500 мм. Режим термической обработки всей партии поковок назначается по той поковке, которая требует максимальной продолжительности нагрева, наибольшей выдержки при наиболее медленном охлаждении.
Нижний ряд поковок укладывают на проложки высотой 300…350 мм, верхний ряд — на проложки высотой 200 мм. Поковки не должны касаться друг друга. В качестве примера ниже приведены требования одного из заводов тяжелого машиностроения по загрузке поковок в печь (табл. 11.59).
Таблица 11.55
Среды для нагрева под закалку.
Состав солей и сплавов, применяемых в соляных печах-ваннах
|
Наименование |
Химическая формула и процент основного вещества |
ГОСТ и ТУ |
|
Селитра калиевая 3-й сорт Селитра натриевая марка Б Кальций хлористый технический 1сорт То же гидратированный Калий хлористый 1-й сорт То же 2-й сорт Кали едкое 1-й сорт Сода кальцинированная марка А 1-й сорт То же 2-й сорт Барий хлористый 1-й сорт Бура техническая марка Б Калий железистосинеродистый 1-й сорт Натрий железистосинеродистый технический 1-й сорт То же 2-й сорт То же 3-й сорт Сода каустическая гранулированная марки ГР 1-й сорт То же марка ГТ Натрий цианистый технический Цианамид кальция технический 1-й сорт То же 2-й сорт |
KNO3 – 98 % NaNO3 – 98 %
CaCl2 – 90 % CaCl2 – 80 % KCl – 95 % KCl – 92 % KOH – 95 %
Na2CO3 – 99 % Na2CO3 – 98,5 % BaCl2·2H2O – 96,5 % Na2B4O7·10H2O – 94 %
K4Fe(CN)6·3H2O – 96 %
Na4Fe(CN)6·10H2O – 97 % Na4Fe(CN)6·10H2O – 95 % Na4Fe(CN)5·10H2O – 90 %
NaOH – 98,5 % NaOH – 94 % NaCN – 88 %
Ca(CN)4 - 18 % Ca(CN)4 - 15 % |
5.1138-71 828-77
450-77
4568-95
9285-78
5100-85
742-78 8429-77
6816-79
ОСТ10177-39
СТО00203275-2062007 8464-79
- |
Таблица 11.56
Характеристика смесей солей, применяемых для соляных печей-ванн
|
Состав смеси |
Содержание, % вес. |
Температура плавления, °С |
Удельный вес при температуре, °С |
Температура применения, °С | |
|
Температура |
Удельный вес | ||||
|
NaCl* KCl |
44 56 |
660 |
25 870 |
2,08 1,88 |
720-900 |
|
NaCl* BaCl |
22,5 77,5 |
635 |
- |
- |
665-870 |
|
NaCl BaCl |
55 45 |
540 |
25 |
2,3 |
870-900 |
|
NaCl* CaCl |
27,5 72,5 |
500 |
- |
- |
550-800 |
|
BaCl2 CaCl2 |
50 50 |
595 |
- |
- |
630-850 |
|
NaCl Na2CO3 |
35 65 |
620 |
- |
- |
650-900 |
|
NaCl Na2CO3 |
50 50 |
560 |
25 |
2,3 |
590-900 |
|
NaCl* K2CO3 |
50 50 |
560 |
- |
- |
590-820 |
|
KCl* Na2CO3 |
50 50 |
577 |
25 760 |
2,24 1,76 |
650-870 |
|
KCl BaCl2 |
50 50 |
640 |
- |
- |
670-870 |
|
NaCl* KCl Na2CO3 |
10 45 45 |
595 |
- |
- |
630-850 |
|
NaCl* KCl BaCl2 |
37 41 22 |
552 |
25 760 |
3,07 2,32 |
590-880 |
|
KCl NaCl CaCl2 |
50 20 30 |
530 |
- |
- |
560-870 |
|
NaCl BaCl2 CaCl2 |
21 31 48 |
435 |
- |
- |
480-780 |
|
NaCN** Na2CO3 BaCl2 |
80 15 5 |
540 |
25 |
1,3 |
650-900 |
|
NaCN** Na2CO3 NaCl |
75 10 15 |
590 |
25 850 |
1,62 1,25 |
700-850 |
|
NaCN** Na2CO3 NaCl |
45 10 45 |
675 |
25 850 |
1,88 1,37 |
750-850 |
|
NaCN Na2CO3 NaCl |
30 45 25 |
625 |
25 850 |
2,09 1,52 |
700-850 |
|
NaCN KCN |
75 25 |
523 |
- |
- |
550-600 |
|
NaCN KCN |
53 47 |
445 |
- |
- |
500-550 |
|
NaNO3 KNO3 |
50 50 |
143 |
25 315 |
2,22 1,85 |
160-550 |
|
NaNO3 KNO3 |
50 50 |
225 |
25 425 |
2,27 1,89 |
280-550 |
|
NaNO3 KNO3 |
50 50 |
220 |
- |
- |
280-550 |
|
*Эвтектические смеси. ** При температуре выше 550 °С селитра разлагается. При перегреве селитра вступает в химическое соединение (экзотермическое) с железом и чугуном, что связано с опасностью взрыва. Опасен местный перегрев селитры. Недопустимо и весьма опасно соединение селитры с сежей, углем и водой (влажными деталями). При расплавлении объем селитры увеличивается. | |||||
Окончательная термическая обработка крупных поковок проводится в газовых или электрических вертикальных печах, в которых детали закрепляются на специальных подвесках. В виде исключения разрешается применять горизонтальные печи с выкатным подом.
Типовые режимы термической обработки поковок. На заводах тяжелого машиностроения применяют типовые режимы предварительной термической обработки (рис. 11.41…11.43). Особенностью этих режимов является введение после аустенитизации переохлаждения до 200…350 °С (в зависимости от садки), что повышает эффективность антифлокенной термической обработки. На некоторых заводах для деталей I и II групп проводят отжиг при 640…650 °С.
Продолжительность отжига поковок в зависимости от марки стали и садки колеблется от 200 до 1000 ч, что создает большую задолженность печей и делает этот процесс дорогостоящим.
Окончательная термическая обработка поковок обычно включает закалку (или нормализацию) и высокий отпуск. Продолжительность этих операций составляет 100…400 ч (рис. 11.44).
Разработана ускоренная технология предварительной и окончательной термической обработки. Сущность ускоренного процесса предварительной термической обработки состоит в специализированном использовании ряда печей: на аустенитизацию, на переохлаждение и на отпуск с перемещением пода с поковками в процессе термической обработки по технологической цепочке. Это дает возможность уменьшить продолжительность процесса на ≈15 % и сэкономить топлива на ≈18 %.
При ускоренном процессе окончательной термической обработки деталей, проводимом методом пересадки, одновременно используется блок термических печей, состоящий из печи под закалку или нормализацию, одной или двух печей под отпуск и одной печи для изотермической выдержки после отпуска. Внедрение этой технологии позволяет сократить продолжительность термической обработки на 10…15 % и сократить расход топлива на ≈10 %.
Таблица 11.57
Определение расчетных сечений деталей для назначения времени выдержки при нагреве и охлаждении в процессе закалки, нормализации и отпуска
|
Условия расчета |
Расчетное сечение | |
|
Валы и диски: а) L ≥ D б) L < D |
dрасч=D dрасч=L | |
|
Гладкие пластины, штанги, рейки |
По наименьшему размеру dрасч=H | |
|
Пластины с уступами: а) B ≤ H б) L1 ≤ 0,5 H в) L1 ≥ 0,5 H |
dрасч=B dрасч=H
dрасч= | |
|
Валы с уступами, вал-шестерни: а) L2 < 0,5D2 б) L2 ≥ 0,5D2 |
dрасч=D2
dрасч= | |
|
Детали типа колец или цилиндров с отверстием:
|
dрасч=2b dрасч=b dрасч=L dрасч=b | |
|
L > DH |
d dвн > 200 мм
| |
|
L < D |
b b ≤ L ≤ DH | |
|
Детали типа рычагов |
hрасч= | |
|
Полумуфты, муфты |
dрасч=0,5D | |
 вн
<
200 мм
вн
<
200 мм > L
≤ DH
> L
≤ DH
Таблица 11.58
Распределение сталей различной легированности по степени
флокеночувствитсвительности
|
Группа |
Степень легированности |
Марка стали |
|
I |
Углеродистые |
15, 20, 25, 30, 35, 40, 45, 50, 55 |
|
II |
Низколегированные |
20Х, 35Х, 40Х, 50Х, 55Х, 10Г2, 50Г, 50Г2, 60ХГ, 15ХМ, 35ХМ, 38Х2МЮА, 20ГС, 25ГС, 20XГСА, 35ХГСА, 08ГДНФ |
|
III |
Среднелегированные |
20ХН, 40ХН, 50ХН, 60ХН, 40ХНМ, 34ХН1МА, 38ХГН, 12Х1М1Ф, 15Х1М1Ф, 5ХГМ |
|
IV |
Высоколегированные |
34ХНЗМ, 38ХНЗМА, 18Х2Н4МА, 5ХНМ, 5ХНМ2 |
Таблица 11.59
Требования по загрузке поковок в печь с выкатным подом
|
Сечение поковок, мм |
Расстояние между поковками в горизонтальном ряду, мм |
Расстояние, мм | ||
|
От горелок |
От торцевых стенок печи | |||
|
холодных |
горячих | |||
|
До 600 Св. 600 |
100 200 |
200 200 |
500 500 |
300 300 |
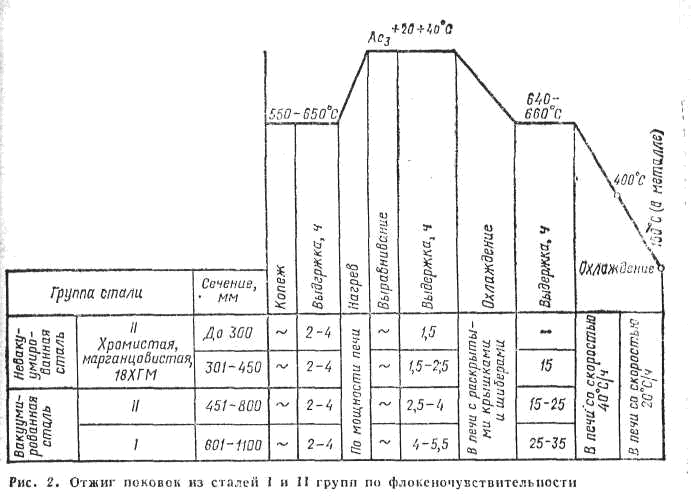
Рис. 11.41. Отжиг поковок из сталей I и II групп по
флокеночуствительности

Рис. 11.42. Изотермический отжиг поковок I и II групп


в)
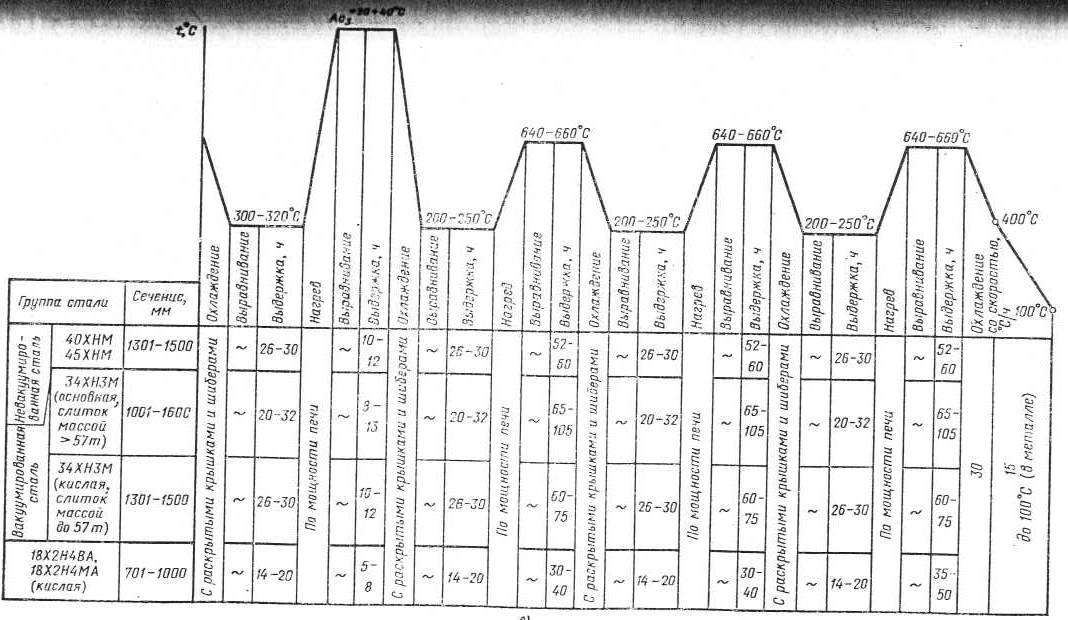
Рис. 11.43. Изотермический отжиг поковок из сталей III и IV групп:
а) – с одним отпуском; сталь 34ХН3М: основная – слиток массой до 15,6 т, кислая – слитки любой массы; сталь IV группы: кислая – слитки массой до 57 т; б) – с двумя отпусками; в) – с тремя отпусками
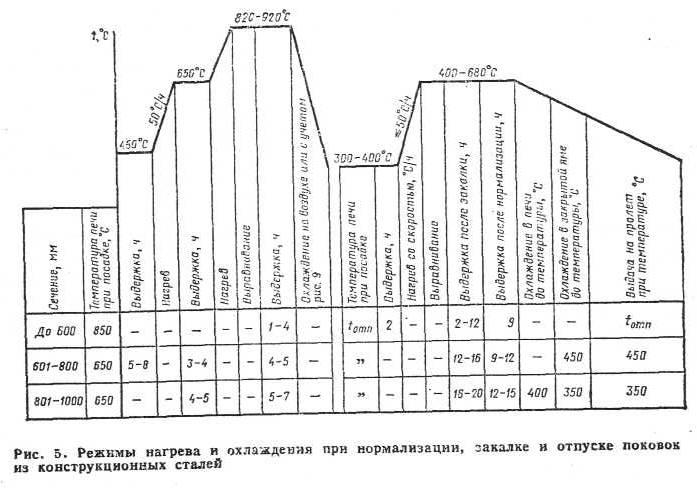
Рис. 11.44. Режимы нагрева и охлаждения при нормализации, закалке
и отпуске поковок из конструкционных сталей