

6.5. Управляющие электронно-вычислительные машины в термических цехах
В термических цехах электронно-вычислительные машины (ЭВМ) применяют для управления процессами цементации, цианирования и нитроцементации.
Электронно-вычислительные машины позволяют определить оптимальный вариант процесса, например, для газовой цементации время, температуру и состав газа.
Применение электронно-вычислительных машин способствует повышению производительности оборудования, позволяет уменьшить припуски на механическую и термическую обработку и т.д.
В ряде случаев при термической обработке, когда требуется осуществить через определенные интервалы времени подъем или понижение температуры, применяют программное регулирование, то есть регулирование процесса по заранее установленному режиму. Такое регулирование процесса осуществляется терморегуляторами. Терморегулятор состоит из потенциометра и устройства в виде копира, связанного с системой включения и выключения электрической энергии и подачи топлива. Схема терморегулятора показана на рис. 6.9.
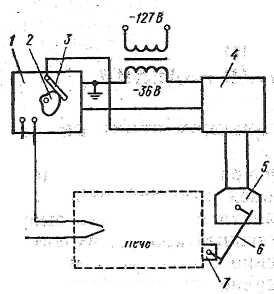
Рис. 6.9. Схема регулирующего устройства с использование прибора ЭПД
На оси потенциометра 1 насажен профилированный диск 2. Полный оборот диска происходит за 24 ч. К диску прижимается планка 3. При вращении диска угол поворота планки меняется и в цепи реостатного датчика, находящегося на одной оси с планкой, появляется напряжение разбаланса. Напряжение разбаланса через изодромный регулятор 4 поступает на исполнительный механизм 5, связанный с регулируемым органом 7 рычагом 6.
Автоматическое программное регулирование индукционного нагрева осуществляется по электрическим параметрам индуктора (току и напряжению). При этом цикл нагрева разбивается на несколько (от 5 до 24) этапов, каждый из которых имеет свой электрический режим индуктора (режим работы индуктора изменяется по заранее выбранной программе).
Устройства, которые задают программу изменений тока и напряжения индуктора в течение цикла нагрева, стабилизируются с высокой точностью (0,5…1 %). Это позволяет обеспечить хорошую повторяемость выбранного режима.
Высший этап применения ЭВМ связан с исключением влияния субъективных особенностей человека на показатели технологического процесса и применением управляющих машин. Эта машина должна перерабатывать всю информацию, необходимую для автоматической выработки решений по установлению оптимальных режимов работы отдельных видов оборудования, агрегатов, отделений по согласованию их работы между собой. Автоматизация управления сулит значительные экономические выгоды, обеспечит ритмичную и высокопроизводительную работу отдельных видов оборудования, агрегатов, отделений, цехов и т.д., резко снизит колебания количественных и качественных показателей. Этот этап применения вычислительной техники находится еще в стадии своего развития.
7. Проектирование производства технологических процессов термической обработки
7.1. Этапы проектирования, основные положения, принципы и задачи проектирования Классификация термических цехов
Термические цехи принято классифицировать по производственному признаку, в соответствии с которым они делятся на две группы: основные термические цехи, где обрабатываются детали основной продукции, выпускаемой заводом, и вспомогательные термические цехи (отделения), где обрабатываются инструмент, приспособления и другие детали для собственных нужд завода.
Основные термические, цехи в зависимости от характера обрабатываемой продукции подразделяются на цехи, (отделения):
а) черновые, обрабатывающие полуфабрикаты до их механической обработки (отливки, поковки, прокат);
б) чистовые, обрабатывающие детали, прошедшие механическую обработку;
в)объединяющие заготовительные и обрабатывающие операции — цехи рессорные, пружинные и др.
На предприятиях с крупносерийным и массовым производством термические отделения (участки) иногда носят название по наименованию обрабатываемых групп деталей: «участок термической обработки коленчатого вала», «участок термической обработки деталей коробки перемены передач», «отделение термической обработки труб», «отделение патентирования проволоки» и др.