

8.1.3. Выбор режима отжига
Определяется режим отжига (помимо рекомендованных в справочной литературе) еще многими факторами технологического характера: технологией выплавки, разливки; условиями вакуумирования и соответственно содержания водорода; условиями нагрева и степени деформации (ковка); температурного окончания ковки.
Некоторые из этих параметров отражены в графиках №1 – столбцы 9…11, №2 – столбцы 11…13, №3 – столбцы 12…14.
8.1.4. Расположение деталей (заготовок) в термической печи
Чем больше заготовок в печи и при их многорядном (по вертикали и горизонтали) расположении, длительность выдержки определяется по номограммам 1, 2, 3 соответствующим режимом термической обработки графиков №1, №2, №3.
9. Рекомендации по назначению длительности
режимов окончательной термической обработки с
применением рекомендованных нормативов
Окончательная термическая обработка заготовок изделий машиностроения (ОТО) обычно состоит из следующих операций: закалка + отпуск; нормализация + отпуск; нормализация + закалка + отпуск; двойная закалка + отпуск.
Возможны некоторые вариации: нормализация, совмещенная с изотермическим отжигом и нагревом под закалку с этой температуры изотермического отжига; многократные отпуска и т.д.
При назначении длительности режима (выдержки при температуре основной позиции) рекомендовано придерживаться некоторых рекомендаций.
Длительность выдержки при нагреве под нормализацию, закалку – 2…3 минуты на мм условного сечения. Длительность в указанном разбеге значений зависит от марки стали – чем выше легирование, особенно карбидообразующими элементами, тем больше нужно увеличивать длительность выдержки.
При отпуске длительность выдержки рассчитывается исходя из 5…6 минут на мм сечения заготовки.
Скорости нагрева в печи рекомендованы со скоростью не выше 40…50 °С/час в диапазоне 300…650 °С, не выше 50…60 °С/час, при температуре выше 650 °С.
Эти рекомендации относятся к заготовкам, индивидуально расположенных в печи. При их большом количестве необходимо вводить поправочные коэффициенты, при этом длительность может значительно возрасти. К примеру – см. рис. 9.1…9.5.
Чем больше расстояние а, тем коэффициент К может приближаться к значению «3», например 3,2…3,4.
В газовых печах, в связи с повышенным теплообменом газового потока по сравнению с условиями конвективного теплообмена в диапазоне температур ~ до 650 °С и лучевого излучения при более высоких температурах при нагреве в электрических печах, скорость нагрева будет несколько выше, примерно на 10…15 %, по сравнению с электрическими печами.
Это обстоятельство необходимо учитывать при расчете режимов нагрева.

Рис. 9.1. Деталь расположена перине печи на подставках;
К = 1 – коэффициент длительности выдержки по расчету сечения

Рис. 9.2. Деталь расположена перине печи без подставок; К = 1,5
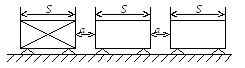
Рис. 9.3. При а = ½ S (менее недопустимо) К = 2

Рис. 9.4. При а ≥ S (менее недопустимо) К = 1,5
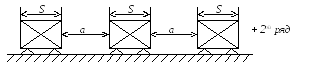
Рис. 9.5. Деталь на поддоне с дополнительными прокладками
между слоями; при а ≥ S, К = 3…4
10. Рекомендации к термообработке инструментальных сталей, в том числе и быстрорежущих
Отжиг инструментальных сталей обычно проводят в камерных электрических печах с выкатным паром и относительно небольших размеров. Это связано с тем, что отжиг заготовки инструментальных сталей поступают небольшими партиями (0,5…2,0 т) в виде сортового проката или малых кованых заготовок.
Обычно эти заготовки укладывают компактно в железные ящики и затем помещают в печь.
Длительность выдержки определяют исходя из сечения группы заготовок при их компактной укладке и с учетом схемы расположения этих ящиков (см. коэффициенты увеличения продолжительности К, приведенные ранее).
Принципиальные режимы отжига для инструментальных сталей см. в справочной литературе.
Режим окончательной термической обработки состоит обычно из закалки и отпуска. Далее рассмотрены эти режимы применительно к термообработке инструмента из быстрорежущей стали Р18.
Режим термообработки инструмента из стали Р18 состоит из нагрева до температуры закалки 1260…1280 °С, охлаждения в масле и в расплавленных солях и трехкратном отпуске при температуре 560…570 °С в соляной ванне.
Нагрев до температуры закалки необходимо вести с двумя промежуточными подогревами в соляных ваннах, для предотвращения возможных трещин от термического удара (в случае помещения деталей из стали Р18 непосредственно в ванну с температурой ≈ 1280 °С).
Рекомендуемые длительности выдержки на различных этапах нагрева приведены в табл. 10.1.
Таблица 10.1
Длительность выдержки на различных этапах нагрева
|
Температура нагрева, °С |
Длительность выдержки на 1 мм сечения заготовки |
Дальнейшая операция |
|
350-400 |
20-30 мин |
передача на следующую ступень нагрева |
|
775-850 |
15-20 мин |
передача на финишный нагрев |
|
1260-1300 |
8-9 мин |
передача в ванну с охлаждающей средой и далее на отпуск |
|
Отпуск 560-580 3х кратный |
1-1,5 часа для каждого отпуска |
– |
Более подробные рекомендации по термической обработке стали Р18 представлены ниже.
В табл. 10.2 представлены составы типичных быстрорежущих сталей.
Таблица 10.2
Составы типичных быстрорежущих сталей*
|
Марка стали |
С, % |
W, % |
Cr, % |
V, % |
Mo, % |
Co, % |
|
P18 P9 P18K5 |
0,70-0,80 0,85-0,95 0,70-0,80 |
17,5-19,0 8,5-10,0 17,0-19,0 |
3,8-4,4 3,8-4,4 4,0-4,5 |
1,0-1,4 2,0-2,6 1,0-1,4 |
≤ 0,3 ≤ 0,3 - |
- - 4,5-5,5 |
|
* Во всех сталях содержится ≤ 0,4 % Mn и ≤ 0,4 % Si | ||||||
Красностойкость быстрорежущей стали обеспечивается ее высокой легированностью карбидообразующими элементами. После полной термической обработки структура быстрорежущей стали состоит из высоколегированного мартенсита, устойчивого против распада при нагреве до 500…600 °C и дисперсных карбидов, устойчивых против коагуляции. При температуре 500 °C быстрорежущая сталь имеет «горячую» твердость около 600 НВ.
Режим термической обработки быстрорежущей стали, содержащей 18 % W, 4 % Сr и 1 % V (сталь 18-4-1), был разработан в начале XX в. и в основных чертах сохранился до наше го времени. Особенности закалки и отпуска быстрорежущих сталей рассмотрены ниже на примере стали Р18.
Литая быстрорежущая сталь содержит эвтектику. Красностойкость литой стали не ниже, чем у катаной или кованой. Но скопления, эвтектических карбидов по границам зерен резко понижают обычные механические свойства, в особенности пластичность. Литой инструмент, изготовляемый обычно переплавкой изношенного и поломанного инструмента и стружки, можно применять только для работы без значительных механических нагрузок.
Горячая обработка давлением (прокатка, ковка), раздробляя эвтектическую сетку, создает более равномерное распределение избыточных карбидов. При этом основные показатели механических свойств увеличиваются в несколько раз. Для обеспечения обработки резанием и подготовки структуры к закалке производят отжиг при 840 °C, причем большую экономию во времени дает изотермический отжиг с выдержкой при 720…750 °C в районе перлитного превращения (рис. 10.1).
Металлургические заводы поставляют быстрорежущую сталь в отожженном состоянии. Структура отожженной быстрорежущей стали состоит из сорбитообразного перлита и большого количества избыточных карбидов. Основной карбид в быстрорежущей стали - Fe2W2C. B этом сложном карбиде частично растворены хром и ванадий. В небольшом количестве имеются карбиды Сr23С6 и VC. Общее количество избыточных карбидов в отожженной стали Р18 составляет 25 %.

Рис. 10.1. Диаграмма изотермического превращения
аустенита быстрорежущей стали Р18
Первая и главная особенность нагрева под закалку быстрорежущей стали — высокая закалочная температура, близкая к температуре плавления. Сталь Р18, в зависимости от сечения и формы инструмента, закаливают с температур 1250…1300 °C. Высокотемпературный нагрев необходим для перевода в аустенит возможно большей части избыточных труднорастворимых карбидов. Чем выше легированность аустенита, тем выше легированность образующегося из него мартенсита и, следовательно, больше красностойкость стали. В углеродистой стали нагрев до 1250…1300 °C вызвал бы чрезвычайно сильный рост аустенитного зерна. В быстрорежущей стали рост аустенитного зерна тормозится избыточными карбидами: при температуре закалки в стали Р18 количество нерастворившихся избыточных карбидов составляет около 15 %. После правильной термической обработки быстрорежущая сталь имеет мелкозернистое строение и характеризуется матовым фарфаровидным изломом. Но с ростом аустенитного зерна при нагреве под закалку быстрорежущей стали все же приходится считаться.
Если температура закалки находится на верхнем пределе, то красностойкость получается максимальной, но рост зерна снижает обычные механические свойства инструмента. Поэтому тонкие инструменты диаметром до 5…10 мм и фасонные инструменты, испытывающие большие напряжения изгиба и кручения, закаливают с температур, находящихся на нижнем пределе закалочного, интервала (1250…1280 °C). Сверла диаметром более 15...20 мм и резцы для обеспечения высокой красностойкости закаливают с температур, находящихся на верхнем пределе закалочного интервала (1280…1300 °C). Вторая особенность нагрева под закалку быстрорежущей стали — малое время выдержки при максимальной температуре. При высокой температуре закалки растворенье карбидов заканчивается примерно за 30 сек., поэтому время выдержки при температуре закалки должно обеспечить лишь сквозной прогрев инструмента.
Увеличение времени выдержки усиливает рост зерна и обезуглероживание. При закалке инструмента большого сечения можно не добиваться сквозного прогрева, так как достаточно получить поверхностный слой высокой красностойкости толщиной 15 мм.
Нагрев под закалку быстрорежущей стали производят в электродных ваннах с хлористым барием, периодически раскисляемым бурой или ферросилицием. Расплавленная соль хорошо защищает сталь от обезуглероживания и окисления. Для инструмента диаметром от 10 до 50 мм время выдержки в соляной ванне можно выбирать из расчета 8…9 сек. на 1 мм диаметра.
Третья особенность нагрева под закалку быстрорежущей стали состоит в том, что обычно используют одно- или двухступенчатый подогрев. Высоколегированная сталь малотеплопроводна, и громадный перепад температур от 20 до 1300 °С создает сильные термические напряжения. Температуру подогрева обычно выбирают в .интервале 775…850 °C. Ступенчатый нагрев уменьшает термические напряжения, а сквозной прогрев при промежуточной температуре уменьшает время прогрева при максимальной температуре закалки. Подогрев при 775…850 °C желательно производить в расплаве солей для защиты стали от окисления и обезуглероживания. Для инструмента крупного сечения и сложной формы применяют двухступенчатый подогрев. Первая ступень подогрева осуществляется в газовой среде при 350…400 °C.
Охлаждение быстрорежущей стали при закалке обычно производят в масле. Высоколегированный переохлажденный аустенит обладает большой устойчивостью против распада. Поэтому быстрорежущую сталь можно закаливать даже при охлаждении на спокойном воздухе или в воздушной струе. Но при воздушной «самозакалке» инструмента среднего и крупного сечения все же успевают выделиться карбиды из аустёнита и красностойкость получается ниже, чем при закалке в масле. Рекомендуется закаливать на воздухе инструмент диаметром не более 5 мм.
Фасонный инструмент для уменьшения закалочных напряжений и предупреждения трещин можно подвергать ступенчатой закалке с выдержкой 2…5 мин в селитряной ванне при 450…550 °C, т. е. в интервале высокой устойчивости переохлажденного аустенита. Из селитряной ванны инструмент выдают на воздух. Вместо ступенчатой закалки можно использовать закалку в двух средах (масло — воздух); при этом способе инструмент закаливают в масле, но не до полного охлаждения. Когда температура инструмента достигает 300…450 °C, его выдают из масла на воздух. Время выдержки в масле устанавливают опытным путем.
Инструмент с большим отношением длины к диаметру или очень сложной формы рекомендуется подвергать изотермической закалке с выдержкой 30…60 мин. в щелочной или селитряной ванне при 200…300 °C. Так как при изотермической выдержке при 200…300 °C происходит бейнитное превращение, то такая обработка называется бейнитной закалкой.
Структура стали после закалки в масле или ступенчатой закалки состоит из мартенсита, избыточных карбидов и остаточного аустенита, количество которого достигает 30…35 %. Такая сталь обладает невысокой красностойкостью. Для уменьшения количества остаточного аустёнита производят отпуск с нагревом в печи или селитре до 560 °C, выдержкой один час и охлаждением на воздухе. Выдержка при 560 °C приводит к каким-то изменениям в остаточном аустените, которые увеличивают его способность к мартенситному превращению, и при охлаждении после отпуска остаточный аустенит превращается в мартенсит, т. е. происходит вторичная закалка. Первый отпуск уменьшает количество остаточного аустенита до 10…15 %.
Другим важным процессом при отпуске быстрорежущей стали является выдел6ние дисперсных карбидов из мартенсита при 560 °C, которое вызывает дисперсионное твердение. Дисперсионное твердение мартенсита и мартенситное превращение остаточного аустенита приводят к повышению твердости после отпуска при 560 °C. Это явление называется вторичной твердостью.
Частичное (выделение из мартенсита карбидов при 560 °C повышает теплопроводность. Кроме того, аустенит менее теплопроводен, чем мартенсит. Поэтому отпуск увеличивает Теплопроводность быстрорежущей стали и тем самым облегчает условия работы режущей кромки.
При образовании вторичного мартенсита во время первого г отпуска создаются напряжения, понижающие механические свойства. Для снятия этих напряжений производят второй отпуск. Вторичная закалка при втором отпуске также создает напряжения, но меньшие, чем при первом отпуске. Напряжения после второго отпуска снимаются при третьем отпуске. Таким образом, основное назначение первого отпуска — повышение красностойкости, а основное назначение второго и третьего отпусков — снятие напряжений и повышение механических свойств. После третьего отпуска в стали сохраняется не более 2 % остаточного аустенита.
Число отпусков можно сократить до одного, применив после закалки обработку холодом (охлаждение до -80°С), которая уменьшает количество остаточного аустенита в закаленной стали до 6…9 %. Так как выдержка при комнатной температуре сильно стабилизирует аустенит, то обработку холодом необходимо производить не позднее, чем через 30 мин. после закалки. На рис. 10.2 представлено несколько возможных режимов закалки и отпуска стали Р18.
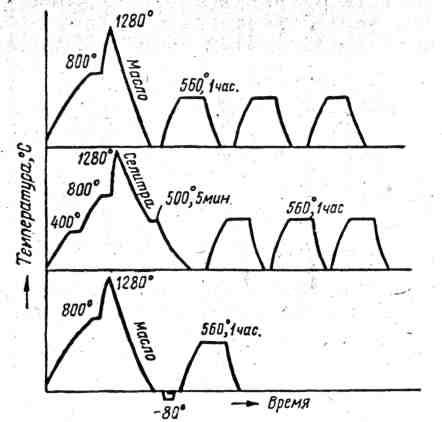
Рис. 10.2. Графики закалки я отпуска быстрорежущей стали Р18
В мартенсите закаленной стали Р18 содержится не более 8 % W, а остальной вольфрам находится в карбидах. Так как красностойкость определяется главным образом легированностью мартенсита, то общее содержание дефицитного вольфрама в стали Р18 можно значительно уменьшить без существенной потери красностойкости. Именно поэтому широкое применение нашла менее дефицитная сталь Р9, содержащая в два раза меньше вольфрама, но больше ванадия, чем сталь Р18.
В структуре закаленной стали Р9 содержится в два раза меньше карбидов, чем в стали Р18 (7 % вместо 15 %). Температуры закалки стали Р9 находятся в интервале 1200…1250 °C. Сталь Р9 не уступает стали Р18 при обработке чугуна и конструкционной стали с твердостью до 220 НВ, т. е. при обработке резанием самых распространенных материалов. Недостаток стали Р9 — ее плохая шлифуемость из-за повышенного содержания очень твердого карбида VC.