

2.8. Механизированные печи, автоматические линии и установки для термической и химико-термической обработки
Повышение производительности труда во многом определяется степенью механизации и автоматизации оборудования. Простейшая механизация термических печей заключается в применении подъемных устройств, загрузочных машин и т.д.
Более сложная механизация связана с движением детали в печи, с разгрузкой печи, с передачей деталей на следующие операции и т.д.
Механизированная камерная электрическая печь приведена на рис. 2.26.

Рис. 2.26. Механизированная камерная электрическая печь
Печи такого типа имеют индекс СНЗА. Печь имеет две камеры – закалочную 2 и нагревательную 5. Поддон с деталями поступает сначала в закалочную камеру, в нижней части которой расположен закалочный бак 1. Затем с помощью цепного механизма 6 поддон с деталями перемещается в нагревательную камеру. После нагрева поддон снова передвигается в закалочную камеру и вместе со столиком 3 погружается в бак с маслом. После закалки столик поднимается, закалочную камеру разгружают и снова загружают.
Печь данной конструкции может быть использована для цементации и нитроцементации. В комплект печи входит эндотермический генератор, очистительные и смесительные устройства, приборы для контроля температуры и регулирования углеродного потенциала.
Контролируемая атмосфера, используемая в печи, - эндогаз. Для равномерного распределения атмосферы в нагревательной камере установлен вентилятор 4. Давление контролируемой атмосферы в нагревательной камере должно быть положительным (больше атмосферного).
В условиях массового производства широко применяются печи непрерывного действия – конвейерные и толкательные. Например, электропечь сопротивления конвейерная.
СКЗ – 1,5,7,5.0,5/11-И1 предназначена для нагрева под закалку в защитной атмосфере мелких стальных деталей. Технические данные печи приведены в табл. 2.13.
Структура условного обозначения
СКЗ – 1,5,7,5.0,5/11-И1:
С – нагрев сопротивлением;
К – конвейерная;
З – защитная атмосфера в рабочем пространстве;
1,5 – ширина рабочего пространства (по конвейерной ленте), дм;
7,5 – длина рабочего пространства, дм;
0,5 – высота рабочего пространства, дм;
11 – температура рабочего пространства, сотни °С;
И1 – исполнение первое.
Таблица 2.13
Технические данные печи СКЗ – 1,5,7,5.0,5/11-И1
|
Параметры | |
|
Установленная мощность, кВт Номинальная мощность, кВт Номинальная температура, °С Часовая производительность в установившемся режиме, кг/ч Номинальная частота электрического тока, Гц Номинальное напряжение питающей сети, В Число фаз Число тепловых зон |
26,75 13,4 1100 до 15 50 380 3 1 |
|
Размеры рабочего пространства, мм: | |
|
Ширина Длина Высота Удельный расход электроэнергии, кВт·ч/кг Среда в рабочем пространстве Расход эндогаза, м3/ч Расход природного газа м3/ч Расход охлаждающей воды, м3/ч Масса электропечи (комплекса), т Полный средний срок службы электропечи, лет |
150 750 50 0,9 защитная 6 0,5 0,25 2,73 6 |
Конструкция
Электропечь (рис. 2.27) состоит из собственно электропечи, шкафа управления, трансформаторов. Каркас и крышка электропечи изготавливаются из листовой и профильной стали, крышка съемная. Футеровка крышки и торцевых стенок выполнена из волокнистого материала и базальтовых плит.
Футеровка пода и боковых стенок выполнена 3-х слойной. В передней торцевой стенке и в поду электропечи предусмотрены проемы, заложенные блоками из волокнистого материала, для облегчения выема муфеля при ремонте.
Муфель выполнен сварным из листов сплава ХН70Ю. Муфель проходит горизонтально через печную камеру и имеет вертикальный разгрузочный лоток, к которому присоединяются патрубок обратной ветви конвейерной ленты и патрубок жидкостной завесы. Со стороны загрузки к муфелю присоединена формокамера со шторками.

Рис. 2.27. Габаритные и установочные размеры электропечи
СКЗ – 1,5.7,5.0,5/11-И1:
1 – электропечь; 2 – трансформатор; 3 – шкаф управления
Транспортирующим устройством в электропечи служит сплошная конвейерная лента из жаропрочного сплава толщиной 0,3 мм. Механизм перемещения конвейерной ленты состоит из подвижной ("качающейся") и неподвижной (опорной) балки. Привод электромеханический.
Конвейерные печи применяются также и для отпуска закаленных деталей. На рис. 2.28 представлена конвейерная отпускная печь СКО–12.55.4/3.
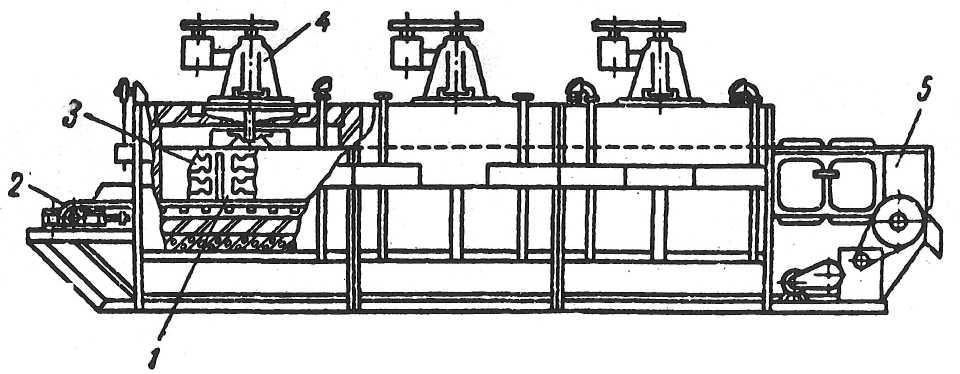
Рис. 2.28. Конвейерная отпускная электропечь СКО–12.55.4/3:
1 – камера нагрева; 2 – конвейерная лента; 3 – нагреватели;
4 – вентиляторы; 5 – камера охлаждения
Электропечь имеет камеру нагрева 1 и камеру охлаждения 5. Камера нагрева разделена на зоны по 1 – 1,5 м, в которых температура регулируется автоматически. В камере нагрева установлены вентиляторы 4 для циркуляции воздуха. Нагреватели 3 расположены на стенках; детали движутся на конвейерной ленте 2.
Конвейерные закалочно-отпускные агрегаты включают в себя закалочные конвейерные печи типа СКЗ, закалочные баки, моечные машины, отпускные конвейерные печи типа СКЗ или СКО и баки для охлаждения после отпуска (высокого). В агрегаты с низким отпуском баки не входят.
Закалочно-отпускной агрегат приведен на рис. 2.29.

Рис. 2.29. Конвейерный закалочно-отпускной агрегат типа СКЗА:
1 – закалочная электропечь; 2 – закалочный бак; 3 – моечная машина; 4 – электропечь высокого отпуска; 5 – замочный бак
Агрегаты обозначаются индексами СКЗА и цифрами. Цифра в числителе указывает порядковый номер агрегата, а в знаменателе – температуру отпускной печи.
Существует несколько технологических схем компоновки агрегатов:
М-01 – нагрев под закалку, закалка в масле, промывка, высокий отпуск с последующим охлаждением или низкий отпуск;
М-02–тот же цикл, но без промывки деталей (имеется в виду закалка в воде);
М-3–то же, что и М-01, только вместо закалочного масляного бака (ВКМ) ставят водяной (БКВ). Агрегат применяется для обработки мелких деталей.
Техническая характеристика конвейерных электрических печей приведена в таблице 2.14.
На рис. 2.30 представлен закалочно-отпускной агрегат с толкательными печами.

Рис. 2.30. Закалочно-отпускной агрегат с толкательными печами:
а) - конструкция агрегата, б) - схема автоматической разгрузки поддонов в закалочной печи - положение поддона при нагреве, - положение поддона при разгрузке, - эскиз печи с разгруженным поддоном
В состав агрегата входят: закалочная или нормализационная печь с толкателем 1, закалочный бак 2 или столик для поддонов и рольганг для остывания поддонов с деталями 3 (при нормализации), отпускная печь с толкателем 4 и столик для разгрузки поддонов 5.
Если первая печь используется для нормализации, то отверстие для попадания деталей в закалочный бак закрыто и поддоны выгружаются на столик, потом на рольганг для охлаждения, а затем к толкателю второй печи.
Длина отпускной печи больше первой, так как время отпуска обычно превышает время нагрева для закалки и нормализации.
.Печи в агрегате данной конструкции работают на мазуте, но могут работать и на газе. Производительность агрегата 1000 кг/ч.
Толкательные печи обозначаются следующими индексами: ТТО с обычной атмосферой и ТТЗ с контролируемой (защитной) атмосферой. Максимальная температура в печах ТТО 1150 °С, а в печах ТТЗ 950 °С. Электрические толкательные печи обозначаются индексами СТЗ (например, СТЗ-8.48.4/10). Максимальная температура до 1000 °С.
Таблица 2.14
Техническая характеристика конвейерных электрических печей
|
Тип печи |
Мощность кВт |
Мощность по зонам кВт |
Рабочая температура, °С |
Производительность, кг/ч |
Размеры рабочего пространства, мм |
Габаритные размеры, м | |||||||
|
|
|
|
|
ширина |
длина |
высота |
ширина |
длина |
высота | ||||
|
П е ч и д л я н а г р е в а п о д з а к а л к у | |||||||||||||
|
К-70 |
70 |
50 |
20 |
- |
- |
875 |
120 |
400 |
2050 |
415 |
2,35 |
4,2 |
2,0 |
|
К-80 |
80 |
60 |
20 |
- |
- |
875 |
160 |
400 |
2700 |
415 |
2,35 |
5,2 |
2,0 |
|
К-100 |
100 |
50 |
30 |
20 |
- |
875 |
200 |
400 |
3350 |
415 |
2,35 |
5,8 |
2,0 |
|
К-120 |
120 |
60 |
40 |
20 |
- |
875 |
250 |
400 |
4000 |
415 |
2,35 |
6,2 |
2,0 |
|
К-160 |
160 |
90 |
40 |
30 |
- |
875 |
360 |
600 |
4000 |
415 |
2,55 |
6,2 |
2,0 |
|
К-180 |
180 |
90 |
60 |
30 |
- |
875 |
410 |
600 |
4650 |
415 |
2,55 |
6,8 |
2,0 |
|
К-200 |
200 |
90 |
60 |
30 |
20 |
875 |
460 |
600 |
5300 |
415 |
2,55 |
7,5 |
2,0 |
|
К-330 |
330 |
150 |
100 |
40 |
40 |
875 |
2000 |
600 |
6200 |
415 |
2,80 |
8,4 |
2,0 |
|
К3-630 |
160 |
80 |
40 |
40 |
- |
900 |
225-360 |
600 |
3000 |
Загруз-е окно 100 |
2,20 |
7,02 |
3,44 |
|
К3-840 |
225 |
100 |
75 |
50 |
- |
900 |
100-640 |
800 |
1000 |
Загруз-е окно 100 |
2,40 |
8,04 |
3,44 |
|
П е ч и д л я в ы с о к о г о о т п у с к а | |||||||||||||
|
К-45 |
45 |
30 |
15 |
- |
- |
600 |
120 |
400 |
2800 |
415 |
2,35 |
4,8 |
2,0 |
|
К-55 |
55 |
40 |
15 |
- |
- |
600 |
160 |
400 |
3450 |
415 |
2,35 |
5,4 |
2,0 |
|
К-65 |
65 |
30 |
15 |
20 |
- |
600 |
200 |
400 |
4100 |
415 |
2,35 |
6,1 |
2,0 |
|
К-75 |
75 |
40 |
15 |
20 |
- |
600 |
250 |
400 |
4750 |
415 |
2,35 |
6,8 |
2,0 |
|
К-95 |
95 |
60 |
15 |
20 |
- |
600 |
360 |
600 |
4750 |
415 |
2,55 |
6,8 |
2,0 |
|
К-105 |
105 |
40 |
30 |
15 |
20 |
600 |
410 |
600 |
5400 |
415 |
2,55 |
7,4 |
2,0 |
|
К-125 |
125 |
60 |
30 |
15 |
20 |
600 |
460 |
600 |
6700 |
415 |
2,55 |
8,7 |
2,0 |
|
П е ч и д л я н и з к о г о о т п у с к а | |||||||||||||
|
КО-35 |
35 |
25 |
10 |
- |
- |
250 |
130 |
400 |
4690 |
400 |
2,00 |
5,5 |
2,0 |
|
КО-55 |
55 |
35 |
10 |
10 |
- |
200 |
250 |
600 |
6120 |
415 |
2,20 |
6,6 |
2,4 |
|
КО-205 |
205 |
115 |
45 |
22,5 |
22,5 |
450 |
2000 |
800 |
7850 |
500 |
2,60 |
9,6 |
2,6 |
Агрегаты из электрических толкательных печей скомплектованы так же как и из конвейерных. Они обозначаются индексами СТЗА и цифрами. Цифры в числителе указывают основные размеры закалочной печи в дециметрах, а в знаменателе - температуру отпускной печи в сотнях градусов
Большая группа толкательных агрегатов разработана для газовой цементации и нитроцементации. Они классифицируются по виду тепловой энергии - газовые и электрические, по конструкции печей - муфельные и безмуфельные, по компоновке оборудования - прямоточные и П-образные.
Схема прямоточного муфельного толкательного агрегата на газообразном топливе приведена на рис. 2.31.
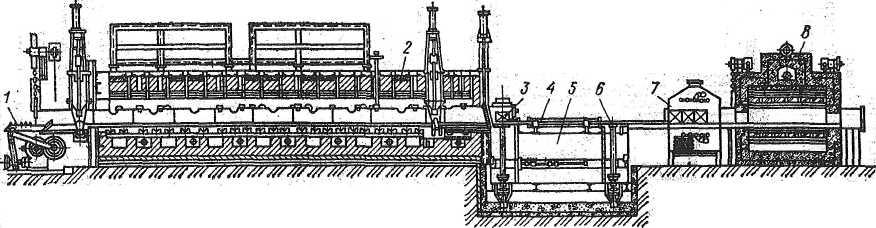
Рис. 2.31. Прямоточный муфельный агрегат:
1 - толкатель; 2 - цементационная печь; 3 - опускающийся стол закалочного бака; 4 - вытаскиватель поддонов; 5 - закалочный бак; 6 - стол подъема поддонов, 7 - моечная машина; 8 - отпускная печь
Агрегат состоит из муфельной цементационной печи 2, закалочного бака 5, моечной машины 7 и отпускной печи 8. Детали на поддонах подаются в печь толкателем 1; выгружаются из печи на опускающийся стол закалочного бака 3 с помощью вытаскивателя поддонов 4. К моечной машине поддоны подаются подъемным столом 6.
В безмуфельных агрегатах газ сжигается в радиационных трубах.
Для термической обработки инструментов применяют агрегаты с печами - ваннами. Схема полуавтоматической линии с использованием автооператора для термической обработки инструментов показана на рис. 2.32.

Рис. 2.32. Полуавтоматическая линия из печей - ванн:
1 - соляная ванна для первого подогрева; 2 - соляная ванна второго подогрева; 3 - ванна окончательного нагрева; 4 - селитровая ванна для закалки; 5 - камера охлаждения; 6 - селитровая ванна для отпуска;
7 - ванна выварки; 8 - ванна травления; 9 - ванна промывки в холодной воде; 10 - ванна нейтрализации; 11 - ванна пассирования; 12 - цепной конвейер; 13 - стол загрузки , , , - пути автооператоров
Инструмент со стола загрузки 13 по цепному конвейеру 12 поступает в соляную ванну первого подогрева 1, затем в соляную ванну второго подогрева 2 и в ванну окончательного нагрева 3. Закалка осуществляется в селитровой ванне 4; окончательное охлаждение - в камере 5. Отпуск производится в селитровых ваннах 6. От солей инструмент очищают в ванне выварки 7 и в ванне травления 8. Затем инструмент промывают в ванне 9, нейтрализуют в ванне 10 и пассивируют в ванне 11. Перенос инструмента из ванны в ванну производится автооператорами. Автооператор представляет собой сварную тележку со штангой и траверсой и двумя электрическими приводами горизонтального и вертикального перемещения. Он может совершать горизонтальные движения по реечному пути, а также поднимать и опускать штангу.
В массовом производстве для термической обработки однотипных деталей используют карусельные печи. В карусельных печах обычно под вращается вокруг оси. Загрузка деталей осуществляется в одно окно, а выгрузка в другое. Под вращается с такой скоростью, чтобы за один оборот деталь успела полностью прогреться.
Карусельные печи имеют более высокую производительность, чем камерные.
Недостаток карусельных печей заключается в трудности создания герметичности и равномерной температуры в рабочем пространстве.
Газовые карусельные печи обозначаются индексом ТАЗК (Т - термическая пламенная, А - с вращающимся подом, З - с защитной атмосферой, К - под кольцевой).
Электрические карусельные печи обозначаются САЗ (С - нагрев сопротивлением, А - с вращающимся подом, З - защитная атмосфера).
Схема электрической карусельной печи САЗ-11.5.3/10 показана на рис. 2.33.
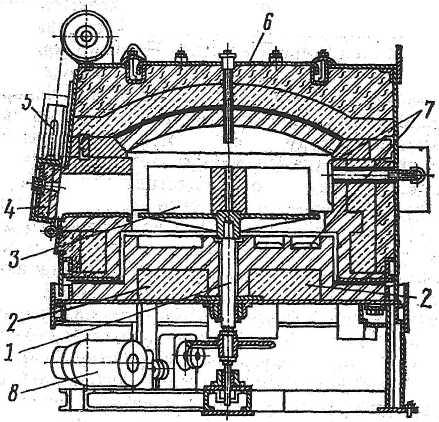
Рис. 2.33. Электрическая карусельная печь САЗ-11.5.3/10
На валу 1, проходящем через основание печи 2, сидит стол (под) 3. Вал вращается от двигателя 8. Дверца загрузочного окна 4 поднимается механизмом 5, закрепленным на колпаке печи 6. По стенам колпака размещаются нагреватели 7.
Для футеровки печи использован легковесный шамот, ультралегковес и минераловатные плиты.
Для нагрева под закалку мелких деталей (шариков, болтов, шпилек, подшипниковых колец), загружаемых россыпью применяют печи с пульсирующим подом. Электрические печи с пульсирующим подом обозначаются индексом СИЗ (например, СИЗ-2.8.1/9). Газовые печи с пульсирующим подом обозначаются ТИЗ.
Пульсирующий под представляет собой плиту с бортами. Та часть пода, которая расположена в печи, изготовляется из жаропрочной стали, а часть, находящаяся вне печи, - из стального литья. Пульсирующий под лежит на специальных катках. Под действием приводного механизма пульсирующий под совершает возвратно-поступательное движение. В результате толчков детали передвигаются на поду и попадают в закалочный бак.
Нагрев под закалку мелких деталей, шарико- и роликоподшипников часто осуществляется также и в барабанных печах. Газовые барабанные печи маркируются индексами ТБЗН (с защитной атмосферой непрерывного действия) и ТБЗП (периодического действия).
Электрические барабанные печи обозначаются индексами СБЦ (с цементационной атмосферой), СБЗ (с защитной атмосферой), СБО (для низкого отпуска).
На рис. 2.34 показана электрическая барабанная печь типа СБЗ. Через загрузочное устройство 1 детали попадают в барабан 2. Нагрев производится нагревателями 3. Из выгрузочного отверстия 4 детали через специальный рукав 5 попадают в закалочный бак 6. С помощью шнекового устройства 7 детали вынимают из закалочного бака.
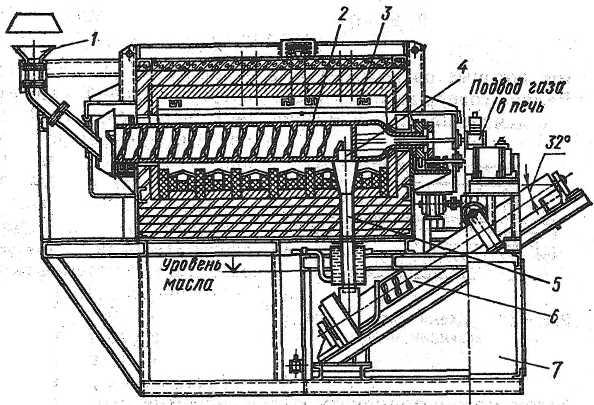
Рис. 2.34. Электрическая барабанная печь типа СБЗ:
1 - загрузочное устройство; 2 – барабан; 3 - нагревательные элементы;
4 - выгрузочное отверстие; 5 - специальный рукав; 6 - закалочный бак;
7 - шнековое устройство.
Недостаток этой печи в том, что во время перемещения деталей в шнековом барабане получаются забоины на их поверхности.
В машиностроительной промышленности получили распространение установки для термической и химико-термической обработок различных деталей и полуфабрикатов.
На рис. 2.35 представлена установка автоматического действия для закалки зубьев зубчатых колес, прошедших цементацию.
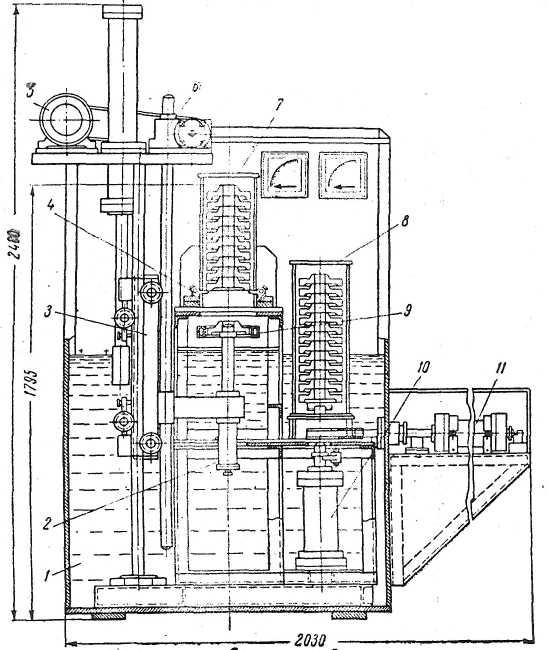
Рис. 2.35. Установка автоматического действия для закалки зубчатых колес с индукционным нагревом
Зубчатые колеса загружают в приспособление 7. Подвижная каретка 3, поднимаясь вверх, откидывает лапки 4, в результате чего одно нижнее колесо штоком цилиндра 2 забирается из загрузочного приспособления и затем устанавливается в индукторе 9.
После нагрева колесо опускается в масляный бак 1. Во время нагрева в индукторе и охлаждения в баке закаливаемое колесо вращается при помощи редуктора 6 и электродвигателя 5. Закаленное колесо лапой цилиндра 11 передвигается под устройство выгрузки 8 и подается в него штоком цилиндра 10. Темп выдачи закаленных колес 15…20 сек.
Широкое применение находят станки для последовательной и непрерывно-последовательной поверхностной закалки изделий.
Для последовательной закалки шеек коленчатых валов применяют индукционные установки двух типов: тоннельные установки и станок конструкции проф. В.П. Вологдина.
Для проведения термической обработки поковок, заготовок и других полуфабрикатов имеется явно выраженная тенденция к внедрению печей непрерывного действия с полной механизацией цикла обработки и автоматизацией управления. Схема установки для термической обработки поковок турбинных лопаток приведена на рис. 2.36.
Установка состоит из двух одинаковых толкательных печей. Каркас печи сварной: сварка - газоплотная, что дает возможность применения искусственной атмосферы. Печь обогревается с помощью радиационных труб, смонтированных на боковых стенах и в поду.
Размеры рабочего пространства печи - 6000×1600×400 мм. Температура нагрева металла в печи до 1200 °С.
Термическую обработку поковок осуществляют для придания металлу свойств - либо окончательных, либо промежуточных для улучшения обрабатываемости резанием со снятием стружки. Поэтому процессы термической обработки поковок можно разделить на две группы: на процессы, протекающие при температурах выше точки Ас3 или ниже Ас3.
Рабочее пространство печи разделено на шесть независимо регулируемых зон. Мощность каждой зоны ступенчато регулируется: первая ступень - 50 кВт; вторая ступень - 35 кВт; третья ступень - 22,5 кВт и четвертая ступень - 17,5 кВт.
Возможны следующие производственные схемы (рис. 2.36).
а) поковки, пройдя через печь, либо выдаются на транспортное устройство для направления в другие производственные участки (позиции 7; 8; 1; 2; 3; 4), либо поступают на обработку в моечную машину, после чего снова попадают на станцию загрузки (позиции 7; 8; 1; 2; 3; 5 и 7);
б) в печи 1 осуществляется нагрев под закалку, в печи 9 - отпуск (позиции 7; 8; 1; 2; 3; 5; 9);
в) в полностью загруженных печах обработка происходит так же, как и в печах периодического действия.
Поковки размещены на поддонах из жаростойкого сплава (37 % Ni, 17 % Cr). Такт загрузки - выгрузки составляет от 10 до 60 мин.
Установка предназначена для термической обработки деталей широкой номенклатуры, максимальная производительность 600 кг/ч, обслуживается двумя рабочими.
Описанное оборудование установлено взамен печей с выдвижным подом, которые обслуживали 4 человека, работавших в тяжелых условиях и подвергшихся воздействию лучистой энергии от находившихся на выдвижном поду поковок с температурой 900 °С.
Таким образом, при трехсменной работе численность обслуживающего персонала сократилась от 12 до 6 человек.
Для нагрева заготовок и полураската перед прокаткой применяется проходная роликовая печь скоростного малоокислительного нагрева.
Общий вид печи показан на рис. 2.37.

Рис. 2.37. Общий вид проходной роликовой печи скоростного
малоокислительного нагрева
Печь предназначена для нагрева заготовок сечением квадрат или круг 150…250 мм и длиной 1,0…4,5 м. Температура нагрева металла 1150…1250 °С. Топливо - природный газ. Габаритные размеры печи: длина - 18900 мм; ширина - 1500 мм; высота 2700 мм.
Скорость продвижения заготовок через печь - 0,2…4,0 м/мин. Производительность печи до 5,0 тонн/час.
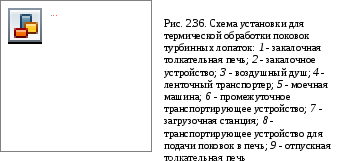
В автомобильной промышленности широко применяется автоматическая линия для термической обработки и контроля дисков трения.
Автоматическая линия (рис. 2.38) состоит из индукционной установки 1 для нагрева дисков под закалку, закалочной машины 2, моечной машины 3, отпускной печи 4, установки 5 для охлаждения и сушки, установки 6 для контроля твердости и проверки коробления.
Стальные диски трения из питателя попадают в нагревательное устройство двухпозиционной индукционной установки 1, в которой их нагревают с помощью ТВЧ под закалку до 860…880 °С. Мощность генератора 100 кВт при частоте тока 8,0 кГц. Затем нагретые диски подают под пресс карусельной закалочной машины 2, где их в зажатом состоянии охлаждают в масле. Длительность охлаждения в масле 80 сек. Всего на закалочной машине имеется четыре гидропресса. Периодическое вращательное движение закалочной машины 2 осуществляют с помощью гидропривода. Из закалочной машины диски автоматически подают в струйчатую моечную машину 3 для промывки содовым раствором при температуре 70…90 °С. Из моечной машины сухие диски поступают в отпускную карусельную печь 4, где их подвергают отпуску при 570…580 °С в зажатом состоянии в штампах с электрическими нагревательными элементами.
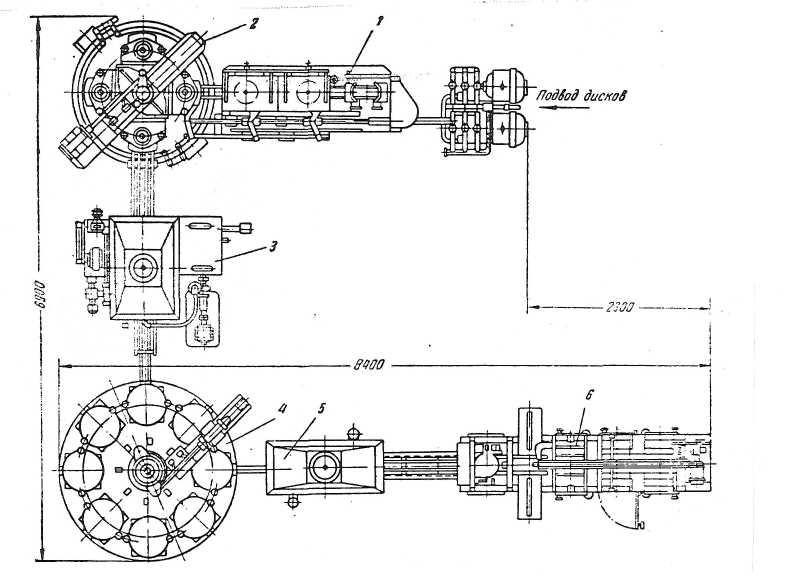
Рис. 2.38. Автоматическая линия для термической обработки и
контроля дисков трения
Отпускная печь имеет восемь штампов. Одновременно отпускают шесть дисков. Длительность отпуска 180 сек. Периодическое вращательное движение отпускной карусельной печи осуществляют также с помощью гидропривода. Из отпускной печи диски подают а установку 5, где их в зажатом под прессом состоянии охлаждают водой и затем просушивают под струями горячего воздуха. Дальше диски подают в установку 6 для контроля твердости и проверки коробления. Производительность автоматической линии составляет 100 дисков в час. Занимаемая ею площадь в цехе 8,4×6,9 м2.
В виде примера термической обработки изделий из цветных сплавов на рис. 2.39 показана линия для непрерывной закалки ленты из бериллиевой бронзы.
 Рис.
2.39. Линия для непрерывной закалки
ленты из бериллиевой бронзы
Рис.
2.39. Линия для непрерывной закалки
ленты из бериллиевой бронзы
Непрерывную закалку ленты производят в следующем порядке: ленту в рулонах при помощи специальной тележки 1 подают на разматыватель 2. С разматывателя ее направляют на ножницы 4, где обрезают кромку. Фотоэлемент 3, установленный перед ножницами, автоматически включает их для обрезки кромки уходящей (заканчивающейся) ленты и подает сигнал персоналу об окончании очередного рулона. Далее кромку ленты нового рулона сваривают с кромкой ленты обработанного рулона на сварочном аппарате 6, который во время сварки передвигают поперек ленты на тележке 7. Зажимы 5 предназначены для фиксации ленты при сварке.
После сварки ленту пропускают под дыропробивным прессом 8, который пробивает в ней отверстие. Это отверстие используют в конце линии для фотореле, включающие двухножевые ножницы 21 на вырез сварного шва. На участке линии до нагревательного устройства ленту перемещают с помощью питающих роликов 9 и 11. Запас ленты, обеспечивающий непрерывность работы нагревательного устройства во время сварки кромок рулонов, создают в петлевой яме 10.
Нагрев ленты до 700 °С производят в индукторе 13 с поперечным магнитным полем, частота тока 2,5 кГц. После прохода через индуктор ленту нагревают до 790…800 °С и выдерживают при этой температуре в протяжной электропечи 14 длиной 6,5 м. Мощность печи можно регулировать в широких пределах.
По выходе ленты из протяжной печи ее закаливают в струйчатом водяном аппарате 15 и закалочном водяном баке 16. Движение ленты в нагревательном и закалочном устройствах происходит по направляющим роликам 12 и 17. Из бака ленту перемещают в сушильное устройство 18, в котором поток горячего воздуха сдувает с нее воду, а оставшаяся влага испаряется.
Закаленную ленту перемещают с помощью питающих роликов 19 и 20, между которыми размещена петлевая яма. В ней создают запас ленты, необходимой для непрерывной работы линии на время вырезки места сварки и заправки кромки нового рулона в моталку 23. Обработанный рулон убирают с помощью рулоносъемщика 22. Линия предназначена для закладки ленты из бериллиевой бронзы толщиной от 0,2 до 0,6 мм и шириной 310 мм. Скорость движения ленты от 2,6 до 12 м/мин. Производительность линии колеблется от 165 до 650 кг/ч и зависит от толщины ленты и скорости ее движения.
Для повышения качества термической обработки на машиностроительных заводах применяют способ нагрева в "кипящем" слое (псевдоожиженная среда). Эта среда представляет собой твердые частицы кварцевого песка или корунда, или дробленой руды, интенсивно перемешиваемых восходящим воздушным или газовым потоком.
Под действием газа или воздуха твердые частицы приходят в движение и слой становится похожим на вязкую жидкость. Перемещающиеся частицы ударяются о поверхность деталей, помещенных в кипящий слой, и происходит теплоотдача. Интенсивность процесса теплоотдачи регулируется подачей воздуха или газа. Коэффициент теплоотдачи с увеличением скорости газа сначала растет до определенной величины, а затем постепенно уменьшается. Кроме того, коэффициент теплоотдачи зависит от теплопроводности газа и от дисперсности твердых частиц. Помимо нагрева псевдоожиженные среды можно использовать как охлаждающие и закалочные среды.
С корость
охлаждения кипящего слоя можно
отрегулировать таким образом, чтобы
скорость охлаждения в них была больше,
чем на воздухе и соответствовала
скорости охлаждения в селитре или масле.
Интенсивность охлаждения кипящего слоя
можно увеличить увлажнением твердых
частиц.
корость
охлаждения кипящего слоя можно
отрегулировать таким образом, чтобы
скорость охлаждения в них была больше,
чем на воздухе и соответствовала
скорости охлаждения в селитре или масле.
Интенсивность охлаждения кипящего слоя
можно увеличить увлажнением твердых
частиц.
Установки для нагрева с кипящим слоем могут быть газовыми или с электронагревом. Электрическая шахтная печь с кипящим слоем представлена на рис. 2.40.
Металлический кожух 1 внутри футерован огнеупорным кирпичом. Газ поступает в печь через трубу 4, проходит газораспределительную решетку 3, на которую насыпают измельченный материал. Ленточные нагреватели 2 расположены в нижней части кипящего слоя. Корзина с деталями 5 погружается непосредственно в кипящий слой. Уходящий воздух с частицами проходит через сепаратор 6, где частицы отделяются и чистый воздух удаляется через отверстие 7. Печь закрывается крышкой 8.
В практике термической обработки существуют методы обработки стали холодом (то есть при минусовых температурах) для уменьшения количества остаточного аустенита в деталях, инструменте после закалки. Существует несколько методов получения низких температур для обработки стали холодом.
Самый простой метод охлаждения спирта, ацетона или бензина сухим льдом (твердой углекислотой). Кусочки сухого льда опускают в жидкость до тех пор, пока они не будут плавать на поверхности, что соответствует температуре 78 °С. Изделия можно охлаждать непосредственно в жидкости или сосуде, который охлаждается этой жидкостью. Расход сухого льда составляет 800 г на 1 л. Если требуются более низкие температуры, то охлаждение производят в жидком воздухе, жидком кислороде или жидком азоте. При этом достигаются температуры от 180 до 190 °С.
Чаще всего применяют холодильные машины, в которых охлаждение достигается в результате механической или тепловой энергии.
Жидкости, применяемые в этих машинах, называются холодильными агентами или хладагентами. К особым свойствам этих жидкостей относится их способность переходить в парообразное состояние при низких температурах, а также способность сгущаться при сжатии.
Холодильные машины, применяемые в практике, представляют собой компрессионные машины, в которых охлаждение достигается сжатием паров хладагента, перевода их в жидкое состояние и последующим распылением. При испарении жидкости происходит поглощение тепла из рабочего пространства, необходимого для парообразования.
Схема работы компрессионной холодильной машины представлена на рис. 2.41.

Рис. 2.41. Схема работы компрессионных холодильных машин:
а - с одним циклом, б - с каскадным циклом
Пары хладагента из испарителя 2 отсасываются компрессором 1 и сжимаются. При этом температура их повышается. В конденсаторе 3 нагретые пары хладагента охлаждаются водой или другой жидкостью. Через вентиль 4 жидкий хладагент поступает в испаритель. Испаряясь в испарителе, хладагент понижает температуру рабочей среды.
Компрессионные машины с каскадным циклом (рис. 2.41, б) работают на нескольких хладагентах. Причем испарение одного хладагента в камере 5 вызывает конденсацию другого хладагента с более низкой температурой кипения. Например, в первом цикле применяют аммиак с температурой кипения 33 °С, а во втором цикле - этилен с температурой кипения 103 °С.
Каскадный метод позволяет получать более низкие температуры, чем при одном цикле. Количество циклов может быть два, три и т.д.
В качестве хладагентов широкое распространение получили фреоны - метан и этан, в которых водород полностью или частично заменен хлором и фтором.
Обычно хладагенты разливают в баллоны.
Для осуществления химико-термической обработки применяют наряду с традиционными способами новые методы, например, ионное азотирование, ионная цементация. Эти процессы имеют ряд преимуществ: меньшую продолжительность, более высокое качество поверхностного слоя.
На рис. 2.42 показана схема установки для ионного азотирования.
В разреженном пространстве между катодом (деталью) и анодом (вакуумный контейнер) возбуждается тлеющий разряд в среде газа, содержащего атомы и ионы азота. В качестве насыщающей атмосферы используют аммиак из баллонов, смесь азота с водородом или тщательно очищенный от кислорода азот. При возбуждении тлеющего разряда к поверхности детали (катоду) устремляется поток положительно заряженных ионов азота. При ударах ионов о катод выделяется тепло, за счет которого происходит разогрев поверхности детали.
Рабочее давление в камере печи составляет 1…10 мм.рт.ст. При более высоком давлении тлеющий разряд становится менее стабильным и чаще переходит в дуговой. Это может вызвать перегрев поверхности и даже ее оплавление.
На рис. 2.43 показана схема установки для ионной цементации.
При ионной цементации заложены значительные резервы повышения скорости процесса и его производительности. Для ионной цементации характерна высокая степень равномерности цементованного слоя по контуру детали. Однако, имеются некоторые ограничения при цементации деталей сложной конфигурации с наличием глубоких отверстий (узких зазоров). Диаметр (зазор) должен не менее чем в два раза превосходить по размеру толщину слоя плазмы, иначе плазма не проникнет в отверстие (зазор).
При ионной цементации не происходит выделения сажи, так как термическая диссоциация метана происходит только в тонкой зоне тлеющего разряда у поверхности детали. Остальное пространство печи остается "холодным" и не может быть источником выделения углерода. Также следует отметить, что потребление дефицитного природного газа при ионной цементации еще меньше, чем при вакуумной (которая пока расценивается как наиболее экономичная с этой точки зрения обработка). Подача метана при плазменной цементации (в активный период) производится из расчета 0,8 объема печи в 1 час. При продолжительности цикла цементации 10 минут потребление метана на процесс составляет всего 0,1 от объема печи.
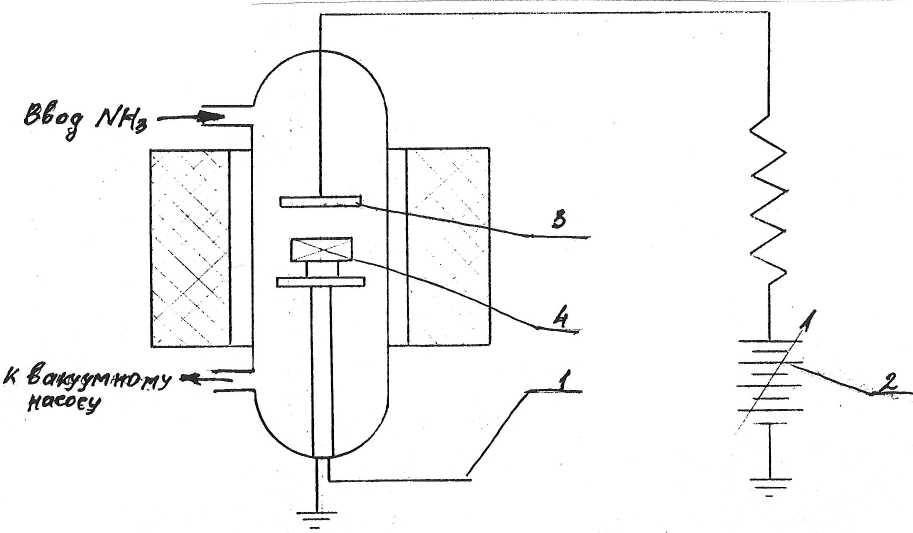
Рис. 2.43. Схема установки для ионной цементации:
1 – термопара; 2 - источник постоянного тока; 3 – анод; 4 - деталь (катод)