

2.2. Камерные печи
Камерные печи в большинстве случаев имеют простую конструкцию и являются универсальными термическими печами. Поэтому они получили широкое распространение в различных отраслях промышленности, которое характеризуется обработкой деталей, разнообразных по форме, размерам и маркам сплавов. Камерные печи могут работать на электроэнергии, на газообразном топливе, а также на жидком (мазут). Применение мазута затрудняет автоматизацию теплового режима печи и ухудшает санитарно-технические условия в цехе. Поэтому такие печи используются редко.
Камерные печи классифицируются на печи с неподвижным подом, на печи с выдвижным подом, на печи типа ПАП.
Камерные печи с неподвижным подом (в индексации печи вторая буква Н) – наиболее широко применяются для нагрева мелких и средних деталей в термических цехах индивидуального и серийного производства. Эти печи могут быть с окислительной атмосферой или с защитной атмосферой.
Например, на рис. 2.1 приведена конструкция печи СНО-8,5.17.5/10.
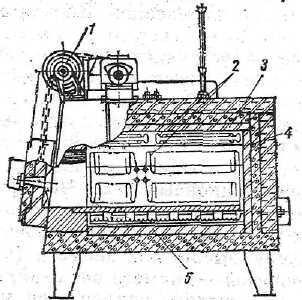
Рис. 2.1. Камерная электрическая :печь СНО-8,5.17.5/10:
1 - механизм подъема дверцы; 2 - нагревательные элементы; 3 - свод;
4 - боковая стенка; 5 - под
Печь нагревается элементами 2, изготовленными из сплава Х20Н80. Нагревательные элементы располагаются на поду 5, своде 3 и боковых стенках 4. Питание от сети трехфазного тока. Дверца открывается механизмом подъема 1.
Электропечи серии СНО нашли широкое применение в промышленности. Они компактны, имеют большую производительность, небольшой расход электроэнергии и значительно большой срок службы нагревательных элементов. Недостаток этих электропечей: наличие окислительной атмосферы в рабочем пространстве.
На рис. 2.2 представлена электропечь с защитной атмосферой СНЗ-2,5.5.1,7/10. Данная серия печей выпускается как с металлическими нагревателями 2 (до 1000 °С), так и с карборундовыми нагревателями (до 1250 °С). В этих печах механизированы операции загрузки и разгрузки. Защитная атмосфера вводится по газопроводу 3 через заднюю торцевую стенку. В нижней части кожуха печи 6 крепится трубопровод из двух линий: по одной подается газ, по другой – воздух. Газ и воздух смешиваются в горелке и, сгорая, создают пламенную газовую завесу при открытой дверце 1 (заслонке). Нагревательные элементы 2 располагаются на поду 5 и стенках рабочей камеры 4.

Рис. 2.2. Камерная электрическая печь с контролируемой атмосферой
СНЗ-2,5.5.1,7/10: 1 - дверца; 2 - боковой нагреватель; 3 - газопровод; 4 - стенка рабочей камеры; 5 - под; 6 - кожух; 7 - трубопровод
Электропечи серии СНЗ применяются для отпуска, отжига, нормализации и закалки. Характеристика этих печей приведена в табл. 2.1.
Более высокие температуры (до 1350 °С) получают в электропечах серии Г (Г-30 и Г-50) (рис. 2.3.). Карборундовые нагреватели 2 по четыре штуки расположены горизонтально около свода 1 и под подом 3 печи.
Недостаток печей данного типа – частый выход из строя карборундовых нагревательных элементов.
Во всех типах камерных электропечей контроль температуры осуществляется с помощью термопар.
Электропечи имеют ряд преимуществ перед топливными печами: отсутствие дымовых газов, не требуется дымососной системы, хорошая теплоизоляция, легкость регулирования температуры, возможность применения контролируемых атмосфер, хорошие санитарные условия в цехе.
Недостаток электропечей: более длительный нагрев изделий, так как передача тепла осуществляется излучением (применение вентиляторов, вызывающих циркуляцию воздуха в рабочем пространстве, ускоряет нагрев), необходимость заземления печей по технике безопасности, большие затраты при эксплуатации.
Ниже приведены в качестве примера сведения про печи СНЗ-8.16.5/10-И3 и СНЗ-8.16.5/10-И4 (И3, И4 – порядковые номера исполнения). По данным ВНИИЭТО (Всесоюзный научно-исследовательский институт электротермического оборудования).
Таблица 2.1
Характеристика камерных печей серии СНЗ
(или серии Н по старой индексации)
|
Параметры |
Тип электропечи | ||||
|
Н-15 |
Н-30 |
Н-45 |
Н-60 |
Н-75 | |
|
Размеры рабочего пространства, мм: ширина длина высота |
300 650 250 |
450 950 450 |
600 1200 500 |
750 1500 550 |
900 1800 600 |
|
Номинальная мощность, кВт |
15 |
30 |
45 |
60 |
75 |
|
Напряжение, В |
380/220 |
380/220 |
380/220 |
380/220 |
380/220 |
|
Число фаз |
1-3 |
1-3 |
3 |
3 |
3 |
|
Максимальная рабочая температура, °С |
950 |
950 |
950 |
950 |
950 |
|
Производительность, кг/час |
50 |
125 |
200 |
275 |
350 |
|
Время разогрева холодной печи, час |
5 |
6 |
7 |
8 |
10 |
|
Масса с футеровкой, т |
1,2 |
2,3 |
3,2 |
4,8 |
6,6 |
|
Габаритные размеры, мм ширина длина высота |
1100 1700 1520 |
1270 2000 1650 |
1400 2200 1750 |
1730 2830 2290 |
1880 3130 2390 |
|
Расход контролируемой атмосферы (ориентировочно), м3/час |
6 |
9 |
12 |
14 |
19 |
|
Примечание. Печь, например Н-45, можно условно индексировать как СН3-6.12.5/10 | |||||
Общие сведения
Электропечи сопротивления камерные СНЗ-8.16.5/10-И3 и СНЗ-8.16.5/12-И4 предназначены для нагрева изделий под термообработку до температуры 1000 °С или 1200 °С в защитной или окислительной атмосфере.
Применение защитной атмосферы позволяет получать после нагрева чистые (без окалины) изделия, устраняет угар металла, позволяет значительно снизить объем механической обработки и расход режущего инструмента.
Электропечи СНЗ-8.16.5/10-И3 и СНЗ-8.16.5/10-И4 находят широкое применение в различных отраслях промышленности. Технические данные печей приведены в табл.2.2.
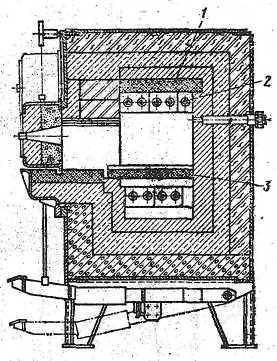
Рис.2.3. Электропечь с карборундовыми нагревателями
Таблица 2.2
Технические данные печей
-
Наименование параметра
Значение параметра
СНЗ-8.16.5/10-И3
СНЗ-8.16.5/12-И4
Номинальная мощность, кВт
85
75
Номинальная температура, °С
1000
1200
Напряжение питающей сети, В
380
Среда в рабочем пространстве
окислительная или защитная
Масса загрузки, кг
1350
800
Номинальная производительность
в установившемся режиме, кг/ч
253
137,5
Размеры рабочего пространства, мм (ширина, длина, высота)
8001600500
Габаритные размеры, мм
(ширина, длина, высота)
205031002350
Масса электропечи (комплекса), т
4,77
4,28
Масса электропечи, в том числе
футеровки, т
4,65 3,29
4,28 3,1
Конструкция
Электропечь СНЗ - 8.16.5/10-И3 (рис. 2.4) состоит из каркаса, футеровки, нагревателей, дверцы, монтажа механического, трубопровода защитной атмосферы и трубопровода пламенной завесы.
Каркас электропечи сварной, из листовой и профильной стали, исполнение герметичное. Футеровка выполнена из огнеупорных и теплоизоляционных материалов. Футеровочные материалы стойкие в углеродосодержащих атмосферах.

Рис. 2.4. Электропечь СНЗ - 8.16.5/10-И3
Нагреватели проволочные зигзагообразные выполнены из сплава высокого электрического сопротивления. Дверца сварная, зафутерована огнеупорными и теплоизоляционными материалами. Подъем и опускание дверцы осуществляется мотор- редуктором (электродвигателем со встроенным тормозом).
Монтаж механический представляет собой наружные соединения между выводами нагревателей, выполненными проводом с теплостойкой изоляцией. Вся проводка закрыта защитными кожухами.
Трубопровод защитной атмосферы и трубопровод пламенной завесы обеспечивают подачу газа в электропечь через заднюю стенку. Питание нагревателей электроэнергией осуществляется от сети переменного тока через трансформатор.
Камерные печи с выдвижным подом (в индексации печи вторая буква Д) получили широкое применение для нагрева тяжелых изделий или садок крупногабаритных полуфабрикатов (листов, профилей и др.). В этих печах загрузку и разгрузку пода производят вне рабочего пространства печи, что позволяет применять общецеховые грузоподъемные устройства. Выдвижной под представляет собой футерованную тележку на колесах с роликовыми подшипниками. Если печь предназначена для тяжелых садок, то часто колеса заменяют роликами. Под свободно перемещается по роликам, опираясь на них специальными направляющими.
Для создания герметичности между выдвижным подом и стенками печи применяются песочные или водяные затворы. Песочные затворы выполняют обычно в виде желобов, установленных вдоль боковых кромок пода и заполняемых песком или хромовой рудой, и ножей, укрепленных в боковых стенках печи. При вкатывании пода в печь ножи углубляются в слой песка, находящегося в желобах. Водяной затвор имеет кольцевой по всему периметру пода желоб, заполненный водой. Такие же кольцевые ножи укрепляют на боковой стенке печи и кромке пода. После вкатывания пода в печь желоб с помощью рычажной системы поднимается, ножи входят в желоб, в результате чего щель между подом и стенкой перекрывается. Водяные затворы обеспечивают лучшую герметизацию рабочего пространства печи, чем песочные затворы. Перемещение пода в указанных печах осуществляется в большинстве случаев электрическим приводом.
Камерные печи с выдвижным подом могут быть топливными и электрическими. На рис. 2.5 представлена конструкция камерной топливной печи с выдвижным подом типа ТДО. Под печи 3 монтируется на сварной раме 4 и футеруется шамотным нормальным или легковесным кирпичом. Рама 4 перемещается на катках 5 или устанавливается на колесах. Для выкатки пода используют специальные механизмы. Подъем заслонок 1 осуществляется электролебедкой 2, иногда применяют и гидроподъемники. Максимальная температура нагрева изделий в печах ТДО достигает 1100 °С. Контроль температуры автоматический.
При применении контролируемых атмосфер в печах с выдвижным подом (ТДЗ) необходимо осуществлять муфелирование садки металла. Производительность печей ТДЗ на 20-25% ниже, чем ТДО.
Камерные печи с выдвижным подом применяются в основном для отжига, а также для нагрева под закалку и отпуск.
В табл. 2.3 указана индексация электрических печей с выдвижным подом серии СДО, разработанных ВНИИЭТО, и приведены данные по максимальной массе загрузки в тоннах.

Рис. 2.5. Тупиковая топливная печь с выдвижным подом типа ТДО:
1 - заслонка; 2 - электролебедка; 3 - под печи; 4 - сварная рама; 5 - катки
Таблица 2.3
Масса садки в камерных печах с выдвижным подом серии СДО
|
Индекс печи |
Максимальная масса загрузки, т |
|
СДО-14.28.10 |
10 |
|
СДО-18.36.12 |
18 |
|
СДО-23.46.16 |
30 |
|
СДО-28.56.20 |
40 |
|
СДО-35.70.25 |
45 |
|
СДО-45.85.30 |
60 |
|
СДО-55.85.40 |
75 |
К камерным печам периодического действия относятся нагревательные установки типа ПАП (печи аэродинамического подогрева), в которых применяют принципиально новый метод обогрева. Генератором тепла в таких установках служит ротор центробежного вентилятора с профилированными лопатками. Нагрев осуществляется вентилятором, который создает поток воздуха или газа и движет его с большой скоростью в замкнутом объеме (рис. 2.6).
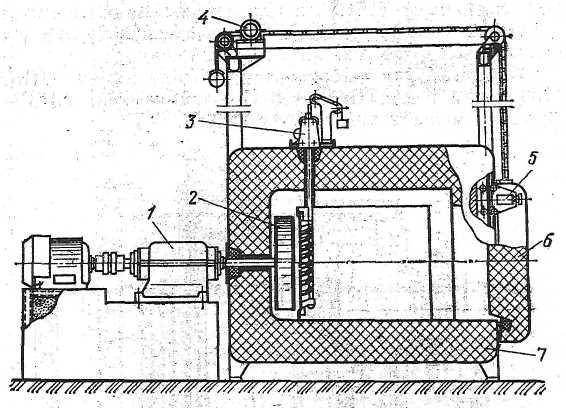
Рис. 2.6. Схема печи ПАП-9:
1 - корпус печи; 2 - крышка загрузочного окна; 3 - механизм поджима крышки; 4 - механизм подъема крышки; 5 - регулятор мощности и теплового эффекта; 6 - ротор центробежного регулятора; 7 - привод ротора
Загрузочное окно корпуса печи 1 закрывается крышкой 2, имеющей механизм поджима 3. Крышка поднимается механизмом 4. Ротор центробежного вентилятора 6 приводится в движение от привода 7. Контроль работы осуществляется с регулятора теплового эффекта 5. Передача тепла металлу осуществляется конвективным способом, что обеспечивает высокую равномерность температуры ( 1-3 °С) по всему рабочему объему печи и более быстрый прогрев изделий.
Печи ПАП применяют для нагрева под закалку деталей из алюминиевых и магниевых сплавов.
Перенос изделий в закалочную ванну осуществляется загрузочно-разгрузочным приспособлением, установленным рядом с печью.
Технические характеристики установок ПАП-3М и ПАП-9 приведены в табл. 2.4.
Таблица 2.4
Технические характеристики установок ПАП-3М и ПАП-9
|
Тип установки |
ПАП-3М |
ПАП-9 |
|
Количество рабочих камер |
1 |
1 |
|
Рабочая температура, °С |
500 3 |
500 3 |
|
Мощность привода, кВт |
55 |
40 |
|
Частота вращения ротора, об/мин. |
1470 |
1460 |
|
Размеры рабочей камеры, мм |
30011001400 |
150011001100 |
|
Габариты печи, мм |
726021506470 |
48002230400 |
2.3. Шахтные печи (в индексации печи вторая буква Ш)
Термическая обработка деталей большой длины осуществляется в шахтных печах. Шахтные печи представляют собой футерованную шахту цилиндрической формы.
Для вертикальных топливных печей отношение высоты пространства к диаметру принимается не менее 3.
Топливные шахтные печи с обычной печной атмосферой обозначаются ТШОВ, а при использовании контролируемой атмосферы – ТШЗВ. В печах типа ТШЗВ устанавливается муфель из жаропрочной стали.
Максимальная рабочая температура в печах ТШОВ 1100 °С, а в печах ТШЗВ 900 0С. Садка в печах ТШЗВ на 20-25% меньше, чем в печах ТШОВ.
Электрические шахтные печи с окислительной атмосферой имеют индекс СШО, а с контролируемой атмосферой – СШЗ.
Конструкция шахтной электрической печи СШЗ-4.8/10 приведена на рис. 2.7.
Печь состоит из сварного металлического кожуха 1, который внутри выложен огнеупорным кирпичом и теплоизоляционной кладкой 2. Подъем и опускание крышки 4 производится механизмом 5. Герметизация осуществляется песочным затвором. Нагревательные элементы 3 выполнены из сплава Х25Ю5 и располагаются на стенках камеры.
Контролируемая атмосфера подводится в верхнюю часть камеры, а отвод газов осуществляется через трубку в нижней части печи.
Типы шахтных печей серии СШО и СШЗ приведены в табл. 2.5.
Шахтные электрические печи нашли широкое применение также для процессов химико-термической обработки.
На рис. 2.8 представлена конструкция шахтной муфельной печи Ц-105М (индекс старый - цифра указывает мощность печи –105 кВт).

Рис. 2.7. Шахтная электрическая печь с контролируемой атмосферой
СШ3-4.8/10: 1 - кожух; 2 - футеровка; 3 - нагревательные элементы;
4 - крышка; 5 - механизм подъема крышки; 6 – подвод электроэнергии
к нагревательным элементам; 7 – трубка для отвода газа
Таблица 2.5
Типы шахтных печей, разработанных ВНИИЭТО
|
Тип печи | |||
|
Рабочая температура, °С | |||
|
До 350 |
До 700 |
До 1000 |
До 1200 |
|
СШО-2.4/3 СШО-4.4/3 СШО-4.8/3 СШО-6.6/3 СШО-6.12/3 СШО-1010/3 СШО-1020/3 СШО-1530/3 СШО-2525/3 СШО-4040/3 СШО-6060/3 |
СШО-2.4/7 СШО-4.4/7 СШО-4.8/7 СШО-6.6/7 СШО-6.12/7 СШО-1010/7 СШО-1020/7 СШО-1530/7 СШО-2525/7 СШО-4040/7 СШО-6060/7 |
СШЗ-2.4/10 СШЗ-4.4/10 СШЗ-4.8/10 СШЗ-6.6/10 СШЗ-6.12/10 СШЗ-1010/10 СШЗ-1020/10 СШЗ-1530/10 СШЗ-2525/10 СШЗ-4040/10 СШЗ-6060/10 |
СШЗ-2.4/12 СШЗ-4.4/12 СШЗ-4.8/12 СШЗ-6.6/12 СШЗ-6.12/12 СШЗ-1010/12 СШЗ-1020/12 СШЗ-1530/12 СШЗ-2525/12 СШЗ-4040/12 СШЗ-6060/12 |
Металлический кожух 5 выложен внутри огнеупорным кирпичом, образующим нагревательную камеру 6. Нагревательные элементы 4 уложены по стенке нагревательной камеры. В реторту 3 (муфель), сделанную из жаропрочного сплава, установленную в нагревательной камере, помещают приспособления 2 с деталями. Реторта закрывается крышкой 8 с помощью механизма 1. Для выравнивания состава карбюризатора в реторте установлен вентилятор 7. Науглероживающая атмосфера создается в результате разложения керосина, пиробензола, синтина или триэтаноламина, подаваемого в реторту из бачка 11 через кран 10. Выход отработанного газа осуществляется через трубку 9. На выходе газ поджигается.
Единовременная загрузка деталей до 500 кг. Характеристика шахтных печей серии Ц приведена в табл. 2.6.

Рис. 2.8. Шахтная электропечь типа Ц-105М
Для газовой цементации с применением природного газа или эндогаза с добавками углеводородов часто применяют безмуфельные печи серии СШЦ.
На рис. 2.9 приведена конструкция печи СШЦ-9.6/10.
Металлический кожух 4 внутри футерован огнеупорным кирпичом. Нагреватели 3 выполнены в виде ленты. Корзины с деталями 2 по направляющим 6 устанавливаются на подставку 1. Печь закрывается крышкой 7, входящей в песочный затвор 5.
Шахтные безмуфельные печи по сравнению с муфельными серии Ц при одной и той же загрузке имеют в 2,5-3,0 раза большую производительность, в 2-2,5 раза меньший расход электроэнергии, в 2-3 раза сокращенный цикл цементации.
Азотирование осуществляется в шахтных электрических печах серии США. Печи для азотирования выполняются двух типов, периодические и полунепрерывные.
Таблица 2.6
Характеристика шахтных печей серии Ц
|
Параметры |
Тип печи | |||||
|
Ц-25 |
Ц-35 |
Ц-60 |
Ц-75 |
Ц-90 |
Ц-105 | |
|
Рабочие размеры реторты, мм: диаметр глубина |
300 450 |
300 600 |
450 600 |
450 900 |
600 900 |
600 1200 |
|
Габаритные размеры печи, мм: диаметр высота |
1520 1980 |
1520 2150 |
1686 2220 |
1690 2600 |
1870 2700 |
1870 3050 |
|
Величина заглубления печи, мм |
647 |
820 |
889 |
1265 |
1362 |
1705 |
|
Номинальная мощность, кВт |
25 |
35 |
60 |
75 |
90 |
105 |
|
Напряжение, В |
380 или 220 | |||||
|
Число фаз: при 220 В при 380 В |
1 1 |
1 1 |
3 1 |
3 3 |
3 3 |
3 3 |
|
Максимальная температура, °С |
950 |
950 |
950 |
950 |
950 |
950 |
|
Максимальная единовременная загрузка, кг |
50 |
100 |
150 |
220 |
400 |
500 |
|
Масса, т |
2,8 |
3,5 |
4,0 |
5,5 |
6,5 |
7,5 |
|
Производительность, кг/ч |
5,5 |
- |
12,5-13,5 |
18-20 |
- |
41,5 |
Полунепрерывные печи в отличие от периодических имеют два сменных муфеля с герметически закрытыми крышками. После окончания процесса азотирования муфель с деталями вытаскивается из печи и переносится в охладительный колодец, а на его место ставят другой подготовленный для азотирования муфель с деталями.
Печь для азотирования полунепрерывного действия США-8.12/6 приведена на рис. 2.10.
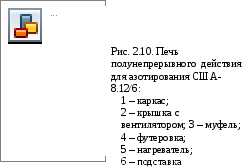
Максимальная температура печи 650 °С. Печь укомплектована газовым щитом, который служит для периодического контроля и регулирования расхода, давления и степени диссоциации аммиака. Шахтные электрические печи для азоирования полунепрерывного действия предназначены для термических цехов с большим объемом производства.
Для отпуска применяют шахтные печи с принудительной циркуляцией воздуха серии ПН. Печи этой серии имеют мощность от 24 до 75 кВт.
На рис. 2.11 приведена конструкция печи ПН-31-А.
Детали нагреваются горячим воздухом, который подается вентилятором 8, установленным на крышке 6, входящей в песочный затвор 2. Вокруг корзины с деталями 5 размещены проволочные нагреватели 4. Кожух печи 1 сделан из листовой стали. Чаще всего шахтные печи – периодического действия. Обычно шахтные печи углубляются в приямок.
К недостаткам шахтных печей можно отнести неравномерный нагрев по высоте печи (особенно изделий большой длины).
2.4. Колпаковые печи (в индексации вторая буква Г)
Для светлого отжига листовой и рулонной стали (трансформаторной), для отжига проволоки в бухтах, труб и других подобных изделий из стали и цветных сплавов широкое применение получили колпаковые печи. Эти печи имеют переносную камеру нагрева, выполненную в виде колпака. В зависимости от формы садки колпак может быть или прямоугольным, или цилиндрическим (в последнем случае печи часто называют колоколными).
Нагреваемые изделия укладывают на неподвижный под (стенд) печи и плотно закрывают сверху металлическим муфелем и нагревательным колпаком. Металлический муфель изготавливают из жароупорной листовой стали толщиной 3-4 мм. Защитный газ вводится под муфель, что уменьшает его расход и позволяет вести не только нагрев, но охлаждение изделий в защитной атмосфере. Герметизацию муфеля и колпака осуществляют в основном с помощью песочного или гидравлического затворов. Средний расход защитного газа составляет 4-6 м3 на тонну нагреваемого металла. Чтобы исключить простои нагревательного колпака в период охлаждения изделий, а также в период их загрузки и разгрузки, в комплект колпаковой печи входят часто 3-4 стенда. После нагрева и выдержки изделий при заданной температуре нагревательный колпак краном переносят на другой стенд, нагруженный изделиями и закрытый муфелем. Первый стенд с изделиями под муфелем охлаждается, тем временем происходит нагрев новой садки. На других стендах в это время заканчивается охлаждение ранее нагретых изделий, и производят загрузку и разгрузку садки. Масса нагревательного колпака в больших печах достигает 30…40 т, поэтому для обслуживания колпаковых печей в цехе должно быть предусмотрено соответствующее крановой оборудование.

Рис. 2.11. Отпускная шахтная электропечь ПН-31-А:
1 – металлический каркас, 2 – кольцевой карман песчаного затвора, 3 – футеровка печи, 4 – нихромовые нагреватели, 5 – жароупорная корзина, 6 – крышка печи, 7 – нож песочного затвора, 8 – вентилятор для создания принудительной циркуляции атмосферы печи
По способу обогрева колпаковые печи подразделяются на электрические и газовые. При расчете и размещении нагревательных элементов в колпаке следует учитывать повышенный расход тепла в нижней части печи, так как здесь тепло расходуется на нагрев не только изделий, но и холодного стенда. Неодинаковый расход тепла по высоте печи может быть причиной неравномерного распределения температуры, а, следовательно, неравномерного нагрева изделий. Для выравнивания температуры следует увеличивать мощность нагревателей в нижней зоне печи. Так как нагреватели в колпаковой печи отгорожены от изделий стенкой муфеля, температура под колпаком должна превышать температуру среды под муфелем на 60…100 град. Для увеличения равномерности нагрева изделий часто на стенде устанавливают вентиляторы, создающие циркуляцию среды под муфелем. Особенно необходима принудительная циркуляция для повышения скорости и равномерности охлаждения массивной садки.
На рис. 2.12 представлена схема круглой колпаковой печи с газовым отоплением для светлого отжига рулонов стальной ленты.
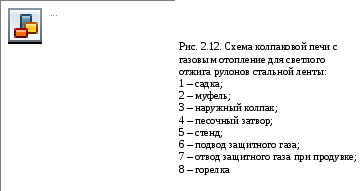
На стенд 5 загружают стопы рулонов 1, которые закрывают муфелем 2 из листовой жароупорной стали. Под муфель подается защитный газ 6, герметизация муфеля и колпака 3 осуществляется песочным затвором 4. Газовые горелки 8 вмонтированы в наружный колпак.
Электрические колпаковые печи с защитной атмосферой маркируются следующим образом: после индекса СГЗ в числителе указывается диаметр и высота рабочего пространства в дециметрах, в знаменателе – температура в сотнях градусов. Иногда к обозначению добавляют буквы Ц и К (Ц – циркуляция атмосферы, К – дополнительный охладительный колпак, цифра массы садки указывается в тоннах). Например, СНЗ-16.27/9 ЦК-3.
На рис. 2.13 показана схема колпаковой электропечи.
Колпак 1 цилиндрической формы футерован нормальным шамотным и диатомитовым кирпичом. На крючках 2 подвешены нагреватели из сплава Х20Н80. Муфель 3 двойной газонепроницаемый сделан из листовой стали Х23Н18. В муфель вводится защитный газ, состоящий их 0,5 % СО2, 2% CО, 2% Н2 и остальное N2. Расход газа 2,5 м3/ч. Масса садки 25 т. Рабочая температура 900 °С. Мощность печи 380 кВт.
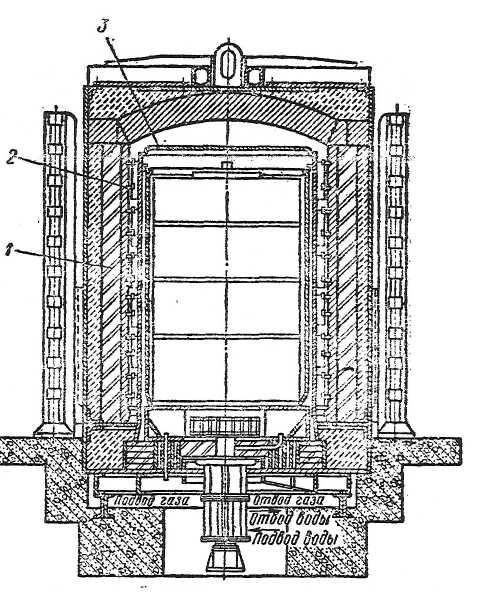
Рис. 2.13.Схема электрической колпаковой печи
Колпаковые печи бывают одностопные и многостопные. Чаще применяются одностопные. Режимы термической обработки холоднокатаных рулонов в одностопных колпаковых печах приведены в табл. 2.7.
Кроме обычных способов нагрева(электрический, газовый) в колпаковых печах применяют новый способ – плазменный нагрев. Для отжига с плазменным нагревом могут быть использованы колпаковые печи традиционной конструкции. Приспособление этих печей к плазменному нагреву заключается в демонтаже нагревательных элементов с колпака. Вне печи (в подподовом пространстве) располагают плазмотрон, газоразводку и некоторые системы регулирования. В качестве плазмообразующего газа используют обычные защитные атмосферы, применяемые в практике термической обработки.
Колпаковая печь с плазменным нагревом приведена на рис. 2.14.
В предлагаемой конструкции применяется рециркуляция защитного газа: отходящий из печи газ после очистки попадает снова в печь, подмешиваясь к "свежему" газу из плазмотрона
Прецизионное регулирование температуры в печи может осуществляться изменением подаваемой в плазмотрон электроэнергии, регулированием длины плазменной струи, а также количеством подаваемого "холодного" защитного отходящего газа.
Преимуществом печи является ее высокая термическая эффективность (в обычных печах такого типа с нагревом радиационными трубами или элементами сопротивления на нагрев металла расходуется 50% энергии, остальное уходит в теплопотери).
В случае плазменного нагрева температура муфеля сразу же выходит на заданную величину, в то время как при обычном нагреве на это требуется примерно 3 часа. При плазменном нагреве температура садки выходит на заданную величину (690 °С) через 10 часов после начала процесса, а при обычном способе нагрева на это требуется 16 часов.
Таблица 2.7
Продолжительность нагрева, выдержки и охлаждения при отжиге
холоднокатаных рулонов в одностопных колпаковых печах
|
Марка стали |
Группа вытяжки |
Ширина полосы, мм |
Масса рулона, т |
Продолжительность, ч | ||
|
нагрева |
выдержки |
охлаждения | ||||
|
08кп; 08пс; 10кп; 20кп; 10пс; 20пс |
ВГ |
1500-1360 |
15,0-13,0 12,9-9,0 8,9-7,0 |
17 17 14 |
12 10 8 |
44 41 31 |
|
1350-1200 |
14,0-11,5 11,4-9,0 8,9-6,0 |
17 15 13 |
11 10 7 |
42 38 32 | ||
|
08кп; 08пс; 10кп; 10пс; 15кп; 15пс; 20кп; 20пс |
Г, Н |
1500-1360 |
15,0-13,0 12,9-9,0 8,9-7,0 |
17 15 13 |
10 9 7 |
44 42 36 |
|
1350-1200 |
14,0-11,5 11,4-9,0 8,9-6,0 |
17 15 13 |
9 8 6 |
42 40 34 | ||
|
08Ю |
ОСВ, СВ |
1500-1250 |
15,0-12,5 12,4-9,0 8,9-5,0 |
17 15 12 |
18 16 16 |
48 46 42 |
|
1240-1000 |
12,5-9,5 9,4-7,5 7,4-5,0 |
18 15 13 |
16 15 15 |
47 45 41 | ||
|
Примечание:
в летнее время продолжительность охлаждения увеличивается на 1-2 ч.
Г – сталь для глубокой вытяжки; Н – сталь для нормальной вытяжки; ОСВ – для штамповки деталей с особо сложной вытяжкой; СВ – для штамповки деталей со сложной вытяжкой. | ||||||
Система автоматического регулирования температуры при новом способе нагрева имеет гораздо меньшее запаздывание, чем в случае обычных методов нагрева в колпаковых печах; это определяет высокую технологическую гибкость предлагаемого способа термической обработки и дает возможность реализовать в плазменных термических печах относительно сложные температурно-временные графики термообработки. Например, изотермический двухступенчатый отжиг, который в обычных колпаковых печах (особенно с массивной садкой) осуществить практически невозможно.

Рис. 2.14. Колпаковая печь с плазменным нагревом:
1 – длинно-пламенный плазменный генератор, 2 – генератор снабжающей энергии, 3 – клапан, 4 – плазма – газ (отходящий из печи после очистки), 5 – очищающий прибор, 6 – автоматический контроль температуры, 7 – впуск реакционного газа, 8 – впуск отходящего из печи очищенного газа
2.5. Вакуумные печи (в индексации третья буква В)
Вакуумные печи могут быть камерные или муфельные. Достигаемый вакуум в печах 10-1-10-5 мм рт.ст. В муфельных вакуумных печах достигается большая степень разрежения, чем в камерных, так как вакуум создается не только в муфеле, но и в нагревательной камере.
Характеристики вакуумных печей (камерной и муфельной) приведены в табл. 2.8.
На рис. 2.15 представлена конструкция камерной вакуумной печи с выкатным подом типа СНВ-5.15.5/11,5.
Выкатной под 5 вместе с передней торцевой стенкой 4 смонтирован на тележке 1. В нагревательной камере 2 размещены зигзагообразные нагреватели
6. Разрежение создается вакуумной системой 3. Степень разрежения 10-1 мм рт.ст., мощность 134 кВт, максимальная рабочая температура 1150 °С.
Таблица 2.8
Характеристика вакуумных печей типа ОКБ-414 и ОКБ-415
(ОКБ – опытно-конструкторское бюро)
|
Параметры |
Тип печи | |
|
ОКБ-414 |
ОКБ-415 | |
|
Тип печи |
Камерная |
Муфельная |
|
Мощность, кВт |
32,8 |
40,5 |
|
Напряжение на нагревателях, В |
112 |
122 |
|
Число фаз |
3 |
3 |
|
Число зон |
1 |
1 |
|
Количество автотрансформаторов |
1 |
1 |
|
Мощность автотрансформатора, кВА |
64 |
64 |
|
Напряжение автотрансформаторов, В |
380/66; 112; 122; 132; 143; 153; 163 | |
|
Максимальная рабочая температура, °С |
1100 |
1050 |
|
Вакуум, мм рт. ст. |
10-3 |
10-4 (вакуум в нагревательной камере 2 мм рт. ст.) |
|
Размеры рабочего пространства, мм: ширина высота длина |
300 400 900 |
300
900 |
|
Габаритные размеры, мм: ширина высота длина |
2150 2200 2500 |
2400 2200 2200 |
|
Масса печи, т |
2,68 |
2,8 |
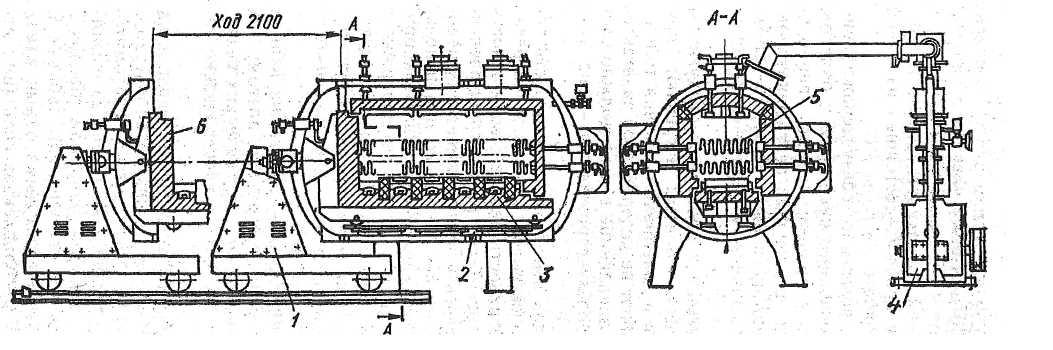
Рис. 2.15. Камерная вакуумная электропечь СНВ-5.15.5/1,5:
1 – тележка; 2 – нагревательная камера; 3 – вакуумная система;
4 - передняя торцевая стенка; 5 – выкатной под; 6 – нагреватели
Шахтные вакуумные печи СШВ-1.10/20 и СШВ-5.15/22 имеют графитовую изоляцию и графитовые нагревательные стержни. Применение графитовых стержней позволяет получать высокие температуры 2000…3000 °С.
В настоящее время изготавливают методические вакуумные печи и толкательные вакуумные печи, которые представляют собой высокопроизводительные механизированные агрегаты.
2.6. Печи-ванны (в индексации вторая буква В)
Печи-ванны в термических цехах машиностроительных заводов применяют для нагрева деталей по большей части из инструментальных сталей под закалку, при отжиге, отпуске, старении, жидкостной цементации, цианировании, а также для охлаждения изделий при изотермической закалке, патентировании.
Основными преимуществами печей-ванн являются возможность осуществлять местный нагрев, высокая скорость и равномерность нагрева деталей, отсутствие окисления и обезуглероживания стали при правильной эксплуатации ванн.
Для этого ванну периодически раскисляют ректификаторами: древесным углем, бурой, желтой кровяной солью [К4Fe(CN)6·3H2O] и др. На обезуглероживание ванну проверяют следующим образом: лезвие безопасной бритвы (сталь обычно заэвтектоидная углеродистая, толщина лезвия 0,08…0,1 мм) нагревают при 780 °С в течение 3-5 мин. и закаливают, при изгибе закаленное лезвие должно сломаться, если произошло обезуглероживание – оно согнется.
В качестве сред для нагрева применяют расплавленные металлы (свинец, сплавы свинца, силумин), расплавленные соли, щелочи, масла. В последние годы вместо свинца применяют силумин, обычно марки Ал2 (состав эвтектический – 11,7 % Si; температура плавления 577 °С) температура применения 650…800 °С; время нагрева в силумине определяется из расчета 4-5 с на 1 мм сечения; для предотвращения разъедания поверхности детали покрывают мелом или меловой краской (одна часть мела и одна часть воды).
Наиболее распространенные составы ванны, температура применения, области применения приведены в табл. 2.9.
Работу печей-ванн необходимо правильно организовать с учетом характерных для них недостатков:
выплескивание расплава при попадании в ванну влаги;
ядовитость испарения из ванн с цианистыми солями;
взрывоопасность селистр при перегреве и при попадании в ванну масла, графита;
склонность к коррозии после нагрева в некоторых солях, например, алюминиевых сплавов в селитровых ваннах;
необходимость очистки деталей от налипших солей.
Печи-ванны могут работать на любом виде топлива и на электроэнергии. Наибольшее распространение получили электрические печи-ванны.
Печи-ванны классифицируют на тигельные и электродные.
Таблица 2.9
Наиболее распространенные составы ванн
|
Состав ванны, % (масса) |
Температура применения, °С |
Область применения |
|
Соляные и щелочные ванны | ||
|
23LiNO3+60KNO3+17NaNO3 53KNO3+7NaNO3+40NaNO2 45NaNO2+55KNO3 45NaNO3+55KNO3 100NaNO2 100NaNO3 100КNO3 |
150-500 170-500 170-500 230-550 300-550 325-600 350-600 |
Нагрев при отпуске, нагрев под закалку цветных сплавов, охлаждение при изотермической закалке и патентировании |
|
33,3BCl2+33,3CaCl2+33,3NaCl 28NaCl+72CaCl2 77,5BaCl2+22,5NaCl 66,4BaCl2+33,6KCl 50KCl+50NaCl 100KCl 100NaCl 100BaCl2 93BaCl2+7Na2B4O7 Сильвинит (65-77NaCl+17-29KCl+ примеси) |
6 540-870 700-900 700-950 700-900 800-1000 950-1100 1100-1350 1000-1350 780-950 |
Нагрев под закалку для нагрева быстрорежущих сталей
Нагрев под закалку |
|
100KOH 100NaOH 100KOH+8H2O 63KOH+37NaOH 60NaOH+40NaCl 75KOH+25NaOH 20NaOH+80KOH+6H2O |
400-850 350-700 100-200 200-350 550-700 170-250 150-250 |
Охлаждение при светлой закалке и реже нагрев |
|
75Na2CO3+15NaCl+10SiC 50NaCN+15NaCl+35BaCl2 15NaCN+85BaCl2 80NaCN+5BaCl2+15Na2CO3 45NaCN+18NaCl+5NaF+32BaCO3 |
840-860
8 900-950 850-930 850-910 |
Жидкостная цементация Жидкостная цементация и нитроцеметация |
|
20NaCN+40Na2CО3+40NaCl 40NaCN+30Na2CO3+30NaCl 5[Ca(CN)2+CaCN2]+56,5CaCl2+0,5C+38NaCl |
750-850 750-850 750-850 |
Жидкостное цианирование |
|
Металлические ванны | ||
|
100Pb |
350-850 |
Охлаждение при изотермических процессах (патентирование) |
|
85Pb+15Sn |
300-600 | |
|
60Pb+40Sn |
220-600 | |
|
35Pb+55Sn+10Cd |
160-600 | |
|
Масляные ванны | ||
|
Вапор |
До 300 |
Нагрев при отпуске и старении |
|
Вискозин №10 |
До 300 | |
 50-900
50-900 50-950
50-950
Тигельные имеют существенный недостаток – малая стойкость тиглей и их высокая стоимость. Примером такой ванны может служить СВГ-20/8,5 (рис. 2.16).

Рис. 2.16. Электрическая печь-ванна СВГ-20/8,5
Цифра в числителе показывает мощность ванны (кВт), а знаменатель – температуру в сотнях градусов. Печь-ванна состоит из тигля 6, который держится на чугунной плите 4. Тигель закрывается крышкой 3, в которой имеется отверстие для термопары 2 и отверстие 1 для крепления деталей с приспособлением. Рабочая камера 5 выложена шамотным кирпичом. В случае прогара тигля в ванне предусмотрен сток для солей и жидкого металла.
Наибольшее применение получили электродные печи-ванны. Нагрев электродных печей-ванн осуществляется электрическим током, пропускаемым непосредственно через расплавленную соль с помощью железных или стальных электродов (стержни диаметром 30-40 мм). При прохождении тока выделяется значительное количество тепла, т.к. электросопротивление солей высокое. Во избежание электролиза соли применяют переменный ток, при этом напряжение на электродах понижается специальным трансформатором до 24-5,5 В. Трансформатор устанавливается в непосредственной близости от печи-ванны для уменьшения электрических потерь.
Электроды располагают в ванне на небольшом (15-30 мм) друг от друга расстоянии для создания электромагнитного перемешивания соли, что происходит в результате взаимодействия электротока, проходящего через соль, с магнитным полем электродов. Благодаря электромагнитному перемешиванию соли повышается равномерность температуры в ванне и ускоряется нагрев изделий.
Пуск в ход электродных соляных печей-ванн представляет некоторые трудности, т.к. в твердом виде соль не является электрическим проводником. Для расплавления соли применяют ряд способов:
Тщательно просушенную соль насыпают в ванну слоем примерно 50 мм, а затем с помощью шпаги (дополнительный электрод в виде железного прутка 6-8 мм с деревянной рукояткой) создают электродугу, которая и расплавляет соль.
Небольшое количество соли в малом тигле расплавляют в печи или берут из соседней работающей ванны, а затем жидкую соль переливают в ванну и включают ток.
Специальное приспособление из сплава высокого электросопротивления по окончании работы на ванне устанавливают в расплав, где приспособление застывает вместе с солью. Затем, когда ванну необходимо пустить, через приспособление пропускают ток, и соль расплавляется.
Электроды замыкают угольными стержнями, которые после включения тока разогреваются и расплавляют вокруг себя соль.
На заводах применяют различные электродные печи-ванны, разработанные ВНИИЭТО (табл. 2.10).
Таблица 2.10
Электродные соляные ванны ВНИИЭТО
|
Тип ванны* |
Мощность электродной группы, кВт |
Число электродных групп |
Максимальная температура, °С |
Размеры рабочего пространства, дм | ||
|
ширина |
длина |
глубина | ||||
|
СВС-20/13 |
20 |
1 |
1300 |
1,5 |
2,0 |
1,5 |
|
СВС-35/6,5 |
35 |
1 |
650 |
3,2 |
5,0 |
2,4 |
|
СВС-35/8,5 |
35 |
1 |
850 |
1,6 |
2,0 |
4,0 |
|
СВС-35/13 |
35 |
1 |
1300 |
2,0 |
3,0 |
2,4 |
|
СВС-352/6,5 |
35 |
2 |
650 |
3,2 |
12,0 |
4,2 |
|
СВС-352/6,5М |
35 |
2 |
650 |
4,0 |
10,0 |
5,0 |
|
СВС-352/8,5 |
35 |
2 |
850 |
2,5 |
8,0 |
4,2 |
|
СВС-352/13 |
35 |
2 |
1300 |
1,6 |
2,2 |
4,2 |
|
СВС-353/8,5 |
35 |
3 |
850 |
2,0 |
2,0 |
17,0 |
|
СВС-60/6,5М |
60 |
1 |
650 |
4,0 |
8,5 |
3,1 |
|
СВС-60/8,5 |
60 |
1 |
850 |
2,0 |
6,0 |
2,4 |
|
СВС-60/13 |
60 |
1 |
1300 |
2,1 |
3,0 |
3,2 |
|
СВС-100/8,5 |
100 |
1 |
850 |
5,0 |
8,5 |
3,7 |
|
СВС-100/13 |
100 |
1 |
1300 |
2,5 |
4,0 |
4,2 |
|
СВС-100/13 |
100 |
1 |
1300 |
1,6 |
1,6 |
17,0 |
|
СВС-1002/13 |
100 |
2 |
1300 |
2,5 |
10,0 |
3,1 |
|
СВС-1003/13 |
100 |
3 |
1300 |
2,5 |
16,0 |
5,0 |
|
СВС-1008/13 |
100 |
8 |
1300 |
5,0 |
23,0 |
5,0 |
|
* Числитель – мощность в кВт и количество электродных групп; знаменатель – максимальная температура в сотнях °С; М – металлический тигель | ||||||
При работе на электродных печах-ваннах возможен перегрев изделий. Перегрев наблюдается тогда, когда детали располагаются вблизи электродов на расстоянии не более 25-30 мм. Для предохранения от перегрева разработаны электродные печи-ванны с внутренними экранами, отделяющими электроды от рабочего пространства. Экран также предохраняет детали от соприкосновения с электродами.
Конструкция электродной печи-ванны с экраном представлена на рис. 2.17.

В ваннах данного типа отсутствует тигель. Рабочее пространство выложено фасонным шамотным кирпичом. На металлический кожух 1 установлен вытяжной колпак 4 (зонт) для удаления паров. Экран (перегородка) 3 находится перед электродами 6. Электроды не касаются дна рабочего пространства, чтобы не произошло замыкание при раскислении ванны и осаждении окалины. Температуру контролируют радиационным пирометром 5. Для предохранения рабочих от брызг расплавленной соли загрузочное окно в колпаке закрыто цепной занавеской.
Характеристика электродной печи – ванны СВС – 35/13 приведена в табл. 2.11.
Четырехтигельная ванна для термической обработки быстрорежущей стали показана на рис. 2.18.
В первом тигле производят подогрев до 650 °С, во втором – до 850 °С, в третьем осуществляют окончательный нагрев до 1270 – 1290 0С, а в четвертом тигле производят ступенчатую закалку. В зависимости от температуры составы солей в тиглях различные: в первом смесь солей 50% KCl и 50% Na2CО3, а во втором 30% KCl и 70% ВaCl2 , в третьем 100% BaCl2, в четвертом 33,3% KCl 33,,3 NaCl и 33,3% BaCl2. Перед загрузкой в тигли соли NaCl и KCl тщательно просушивают, а BaCl2 прокаливают при 600 – 700 °С.
Таблица 2.11
Характеристика электродной печи – ванны СВС–35/13
|
Параметры | |
|
Габаритные размеры, мм: диаметр высота |
900 1820 |
|
Размеры рабочего пространства, мм: расстояние между противоположными гранями глубина |
220 420 |
|
Номинальная мощность, кВт |
35 |
|
Число фаз |
3 |
|
Напряжение на электродах, В |
24,2–5,5 |
|
Первичное напряжение трансформатора, В |
220 или 380 |
|
Максимальная рабочая температура, °С |
1300 |
|
Производительность, кг/час |
30 |
|
Масса с футеровкой, кг |
850 |
|
Примечание: для термической обработки быстрорежущей стали часто несколько печей-ванн соединяют воедино. Каждый тигель в этом случае предназначен для отдельной операции. | |

Рис. 2.18 Четырехтигельная электродная печь-ванна:
1 – тигли; 2 – электродная группа; 3 – вытяжной зонт; 4 – пирометр
В настоящее время имеется много конструкций механизированных печей – ванн. Одной из таких конструкций является электродная соляная ванна с механизацией процесса закалки, представленная на рис. 2.19.
Корзины 1 с изделиями удерживаются в ванне, вращающейся крестовиной 2. Крестовина вращается с заданной скоростью. Как только корзина сделает один оборот, ее поднимает перебрасывающий механизм 4 и перевертывает над закалочным баком 7. Нагретые детали падают в закалочный бак, в котором установлена сетка 6, поднимающаяся вручную поворотом рычага 5.

Рис.2.19. Механизированная электродная соляная ванна
Перебрасывающий механизм приводится в движение приводом 8, а крестовина приводом 3. Оба привода связаны между собой электрической цепью и работают синхронно. Функции рабочего сводятся к загрузке очередной корзины и к выгрузке деталей из закалочного бака.
В процессе эксплуатации печей-ванн возможно разъедание кладки расплавленной солью. В этих случаях ванну выключают, сливают соль и ремонтируют. Для уменьшения простоев изготовляют запасную печь-ванну, которую подводят под вытяжкой колпак, вместо вышедшей из строя. После ремонта футеровку печи-ванны тщательно сушат (сжиганием дров или угля), а затем расплавляют соль.
Для отпуска, ступенчатой и изотермической закалки применяют масляные ванны, а также ванны со смесью солей, имеющих низкую температуру плавления.
На рис. 2.20 представлена конструкция масляной ванны.
Ванна состоит из стального тигля 3 с маслом, который от наружного каркаса теплоизоляционным материалом 2. Нагрев масла осуществляется изолированными проволочными нагревателями 1, пары масла удаляются бортовыми отсосами 5. Масло сливается по трубопроводу 6. В масле находится сетчатая корзина 4 для деталей.
Масляные ванны обозначаются индексами СВМ – 3,5.5/3, СВМ – 4,5.5/3. Цифры в числителе указывают длину рабочего пространства (диаметр) и высоту (дм), знаменатель – температуру в сотнях градусов.
Для низкотемпературных соляных ванн (до 550 °С) применяют (см. таблицу 2.8) азотнокислые, азотистокислые соли ( NaNO2; NaNO3) и др. Ванны называются селитровыми. При перегреве – взрывоопасны. Ввиду невысокой температуры тигли для селитровых ванн можно изготовлять из простой стали или чугуна.
Если нагрев для закалки проводился в цианистых ваннах, то для охлаждения нельзя применять селитровые ванны, так как попадание цианистых солей в селитровую ванну может вызвать выплескивание и взрыв.

Равномерность температуры по всему объему ванны достигается установкой в ваннах механических мешалок с приводом от электродвигателя.
Увеличить охлаждающую способность соляных ванн можно добавлением воды в расплав солей.
Схема устройства для ввода воды в расплав солей показана на рис. 2.21.
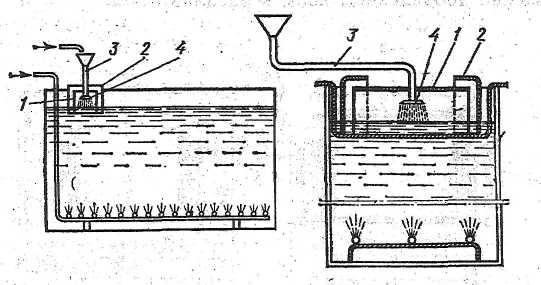
Рис. 2.21. Устройство для ввода воды в расплавы солей и щелочей
Оно состоит из П-образной коробки 1, Г – образных щитков 2, подвинутых на противоположные открытые торцы коробки, трубы 3 для подвода воды, рассекателя 4 струи воды (или спреера). Все устройство устанавливается над ванной так, что нижняя кромка коробки опущена в соль на 20 – 50 мм. Соль перемешивается сжатым воздухом, поступающим из перфорированных трубок, уложенных на дне ванны, или механической мешалкой. Применяемое устройство исключает выбрасывание расплава и воды. Поступающая вода частично растворяется, а частично испаряется. Пар выходит через торцовые зазоры, а брызги соли и воды остаются внутри коробки.
Светлая поверхность изделий получается после изотермической закалки в расплаве из едкого натра и едкого калия.