

33. 7 Инструментов контроля качества. Назначение диаграмм разброса. Виды корреляции.
Контроль качества– это одна из основных функций в процессе управления качеством. Значение контроля заключается в том, что он позволяет вовремя выявить ошибки, чтобы затем оперативно исправить их с минимальными потерями.
Японские специалисты собрали из всего множества семь методов.Их заслуга состоит
в том, что они обеспечили простоту, наглядность, визуализацию этих методов, превратив их
фактически в эффективные инструменты контроля качества:
• Стратификация (расслоение)– инструмент, позволяющий произвести селекцию данных в соответствии с различными факторами.
• Анализ Парето- инструмент, позволяющий объективно представить и выявить основные факторы, влияющие на исследуемую проблему и распределить усилия для ее решения.
• Причинно – следственная диаграмма Исикавы– инструмент, который позволяет выявить наиболее существенные факторы (причины), влияющие на конечный результат (следствие);
• Контрольная карта– инструмент, позволяющий отслеживать ход протекания процесса и воздействовать на него (с помощью соответствующей обратной связи), предупреждая его отклонения от предъявленных к процессу требований.
• Контрольный листок– бумажный бланк, на котором заранее напечатаны контролируемые параметры, с тем, чтобы можно было легко и точно записать данные измерений.
• Гистограмма– инструмент, позволяющий зрительно оценить распределение статистических данных, сгруппированных по частоте попадания данных в определенный (заранее заданный) интервал.
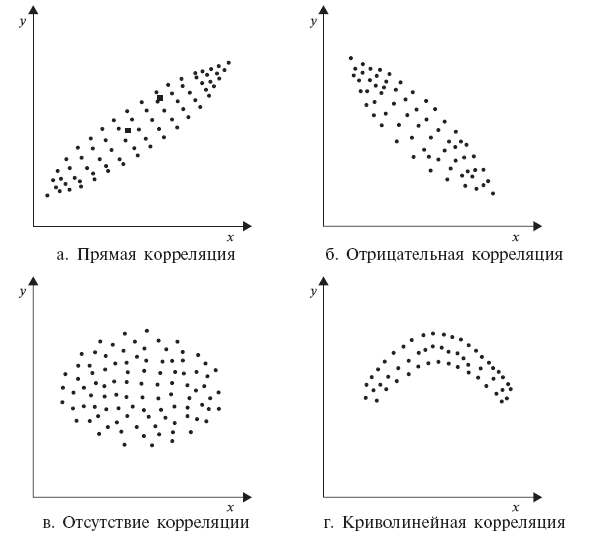
• Диаграмма разброса– инструмент, позволяющий определить вид и тесноту связи двух рассматриваемых параметров процесса;
Назначение диаграмм разброса:Применяется в производстве и на различных стадиях жизненного цикла продукции для выяснения зависимости между показателями качества и основными факторами производства. Метод "Диаграмма разброса" - один из инструментов статистического контроля качества.
Диаграмма разброса- это точечная диаграмма в виде графика, получаемого путем нанесения в определенном масштабе экспериментальных, полученных в результате наблюдений точек. Координаты точек на графике соответствуют значениям рассматриваемой величины и влияющего на него фактора. Расположение точек показывает наличие и характер связи между двумя переменными (например, скорость и расход бензина, или выработанные часы и выход продукции).
По полученным экспериментальным точкам могут быть определены и числовые характеристики связи между рассматриваемыми случайными величинами: коэффициент корреляции и коэффициенты регрессии.
34. 7 Инструментов контроля качества. Назначение и анализ диаграмм разброса методом медиан.
Контроль качества– это одна из основных функций в процессе управления качеством. Значение контроля заключается в том, что он позволяет вовремя выявить ошибки, чтобы затем оперативно исправить их с минимальными потерями.
Японские специалисты собрали из всего множества семь методов.Их заслуга состоит
в том, что они обеспечили простоту, наглядность, визуализацию этих методов, превратив их
фактически в эффективные инструменты контроля качества:
• Стратификация (расслоение)– инструмент, позволяющий произвести селекцию данных в соответствии с различными факторами.
• Анализ Парето- инструмент, позволяющий объективно представить и выявить основные факторы, влияющие на исследуемую проблему и распределить усилия для ее решения.
• Причинно – следственная диаграмма Исикавы– инструмент, который позволяет выявить наиболее существенные факторы (причины), влияющие на конечный результат (следствие);
• Диаграмма разброса– инструмент, позволяющий определить вид и тесноту связи двух рассматриваемых параметров процесса;
• Контрольная карта– инструмент, позволяющий отслеживать ход протекания процесса и воздействовать на него (с помощью соответствующей обратной связи), предупреждая его отклонения от предъявленных к процессу требований.
• Контрольный листок– бумажный бланк, на котором заранее напечатаны контролируемые параметры, с тем, чтобы можно было легко и точно записать данные измерений.
• Гистограмма– инструмент, позволяющий зрительно оценить распределение статистических данных, сгруппированных по частоте попадания данных в определенный (заранее заданный) интервал.
Наиболее простым методом анализа степени корреляционной зависимости считается метод медиан, удобный при исследовании технологического процесса с использованием данных, полученных на рабочем месте.
На диаграмме разброса проводится вертикальная прямая и горизонтальная прямая. Выше и ниже горизонтальной прямой, справа и слева от вертикальной прямой будет равное число точек. Если число точек окажется нечетным, следует провести линию через центральную точку. Эти прямые будут являться медианами. В каждом из четырех квадрантов, получившихся в результате разделения диаграммы разброса вертикальной и горизонтальной медианами, подсчитывают число точек и обозначают n1, n2, n3, n4 соответственно. Точки, через которые прошла медиана не учитывают. Отдельно складывают точки в положительных и точки в отрицательных квадрантах. Положительные и отрицательные квадранты рассматриваются относительно осей координат.

n (+) = n1 + n3, n (-) = n1 - n3, k = n (+) + n (-)
Для определения наличия и степени корреляции по методу медианы используется специальная таблица кодовых значений