40. 7 Инструментов контроля качества. Контрольные карты Шухарта по альтернативному признаку: виды, методика построения, анализ, рекомендации.
Карта для доли дефектных изделий (p-карта).В p-карте подсчитывается доля дефектных изделий в выборке. Она применяется, когда объем выборки - переменный.
Карта для числа дефектных изделий (np-карта).В np-карте подсчитывается число дефектных изделий в выборке. Она применяется, когда объем выборки - постоянный.
Карта для числа дефектов в выборке (с-карта).В с-карте подсчитывается число дефектов в выборке.
Карта для числа дефектов на одно изделие (u-карта).В u-карте подсчитывается число дефектов на одно изделие в выборке.
41. Статистический приемочный контроль: понятие, уровни дефектности, риски поставщика и потребителя.
Приёмочный статистический контроль, совокупность статистических методов контроля массовой продукции с целью выявления её соответствия заданным требованиям.П. с. к.— действенное средство обеспечения доброкачественности массовой продукции.
П. с. к. проводится на основе системы (стандарта) правил контроля, предписывающих использование определённого плана контроля в зависимости от количества изделий в контролируемой партии, результатов контроля предыдущих партий, трудоёмкости контроля и т.д. Основным методом отбора изделий для контроля является случайный выбор (без возвращения), при котором изделия наудачу отбираются для контроля, причём любой из возможных составов выборки имеет одинаковую вероятность.
Если по результатам контроля изделия классифицируются на годные и дефектные, то говорят, чтоконтроль проводится по альтернативному признаку. В практикеП. с. к.широко используются одноступенчатые планы контроля по альтернативному признаку, определяемые заданием числа n отбираемых для контроля изделий (n — объём выборки) и т. н. приёмочного числа с, смысл которого в следующем: если d — число обнаруженных в выборке дефектных изделий — больше с, то партия бракуется, если же d £ c, то принимается. Иногда выгодно использовать двухступенчатые планы П. с. к. по альтернативному признаку, определяемые объёмами n1 и n2 первой и второй выборок. Если d1 — число дефектных изделий, обнаруженных в первой выборке, — не более c1, то партия принимается, если же d1 ³ r1(r1 > c1), то бракуется. В тех случаях, когда c1 < d1 < r1, берётся вторая выборка, включающая n2. изделий. Если же общее число d1 + d2 дефектных объектов, обнаруженных в первой и второй выборках, не более c2, то партия принимается, если же d1 + d2 > c2, то бракуется. В некоторых случаях рекомендуется использовать многоступенчатые планы контроля, последовательные планы (см. Последовательный анализ) и др.
Для одних условий производства браковка партии влечёт за собой сплошную проверку всех изделий партии с целью устранения из неё всех дефектных изделий, для других означает уничтожение изделий или их использование в качестве сырья для повторного производства (металлические изделия идут в переплавку) и т.д. При использовании П. с. к. решение о приёмке или браковке проводится на основе контроля лишь части случайно отбираемых изделий. Поэтому всегда имеется не равная нулю вероятность приёмки партий, содержащих дефектные изделия. Когда контроль изделий носит разрушительный характер (испытания на разрыв и т.п.), П. с. к. является единственно возможным способом приёмочного контроля. Если при контроле свойства изделий не меняются, то в принципе возможен сплошной контроль. Тщательная выборочная проверка изделий может дать более объективные результаты, чем неизбежно менее тщательная (из-за увеличения объёма работы) сплошная проверка.
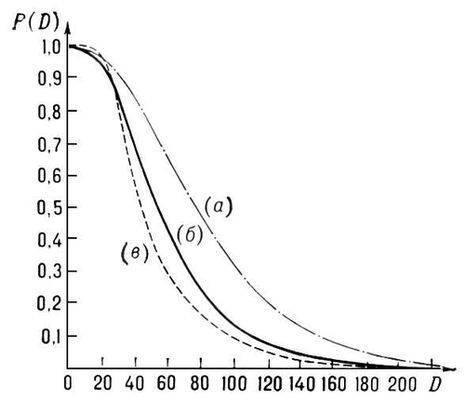
Если изделия отбираются для контроля на основе случайного выбора, то можно вычислить оперативную характеристику плана контроля, равную вероятности P (D) приёмки партии, содержащей D дефектных изделий.
В стандартах П. с. к. указывается, какие типы планов целесообразно использовать для контроля массовой продукции. Переход от контроля с одноступенчатыми планами к более сложным может уменьшить вероятность ошибочного принятия партий, содержащих большое число дефектных объектов (рис.). Однако планы, отличные от одноступенчатых, сложнее как с точки зрения их реализации, так и по методам получения на их основе статистических оценок для уровня качества массовой продукции.