

12.3.2. Конструктивные особенности эмалированных аппаратов
Эмалевые покрытия наносят на поверхность аппаратов, изготовленных из низкоуг-
леродистых сталей или чугуна (рис. 12.5).
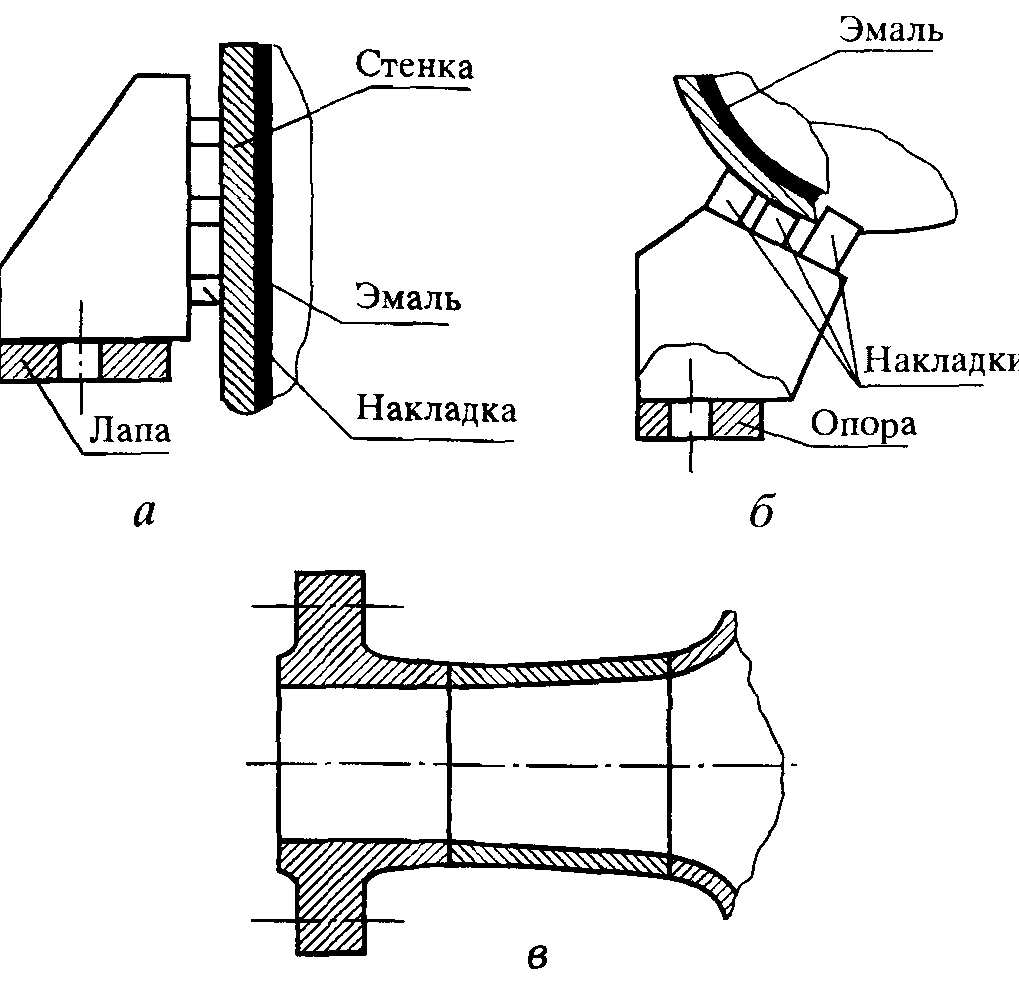
Рис. 12.5. Элементы конструкции эмалированных аппаратов
Эмалевое покрытие, представляющее собой смесь песка, соды, поташа, пигмен-
тов и других элементов, равномерно наносится на предварительно обработанную поверхность аппарата и затем обжигается при температуре 700 - 900 °С.
Для получения качественного эмалевого покрытия необходимо соблюдать следу-
ющие условия:
- формы аппаратов должны иметь плавные очертания; должны отсутствовать ост-
рые углы, края и впадины;
- все части аппаратов перед эмалированием тщательно подготавливаются, швы зашлифовываются, острые углы и выступы закругляются,
- необходимо строго соблюдать температурный режим для равномерного прогрева, обжига и охлаждения эмалевого покрытия;
-узлы аппаратов должны быть равностенными, поэтому приварку лап и стоек сле-
дует проводить после эмалирования к специальным накладкам, которые привариваются к корпусу или днищу до эмалирования (рис. 12.5,а, 12.5,б).
Штуцера выполняются с коническими патрубками, приваренными встык к краю отбортованного отверстия (рис. 12.5, в).
Эмалевое покрытие должно обладать хорошей адгезией (сцеплением) с поверхностью материала, из которого изготовлен аппарат.
12.3.3. Конструктивные особенности аппаратов из цветных металлов
В аппаратах, выполненных из цветных металлов и их сплавов, соединения отдель-
ных деталей осуществляются сваркой и пайкой.
Медные аппараты часто используются в установках глубокого холода, их изготав-
ливают из медного проката. Для увеличения жесткости медных тонкостенных аппаратов их изготавливают с гофрами (рис. 12.6,а).
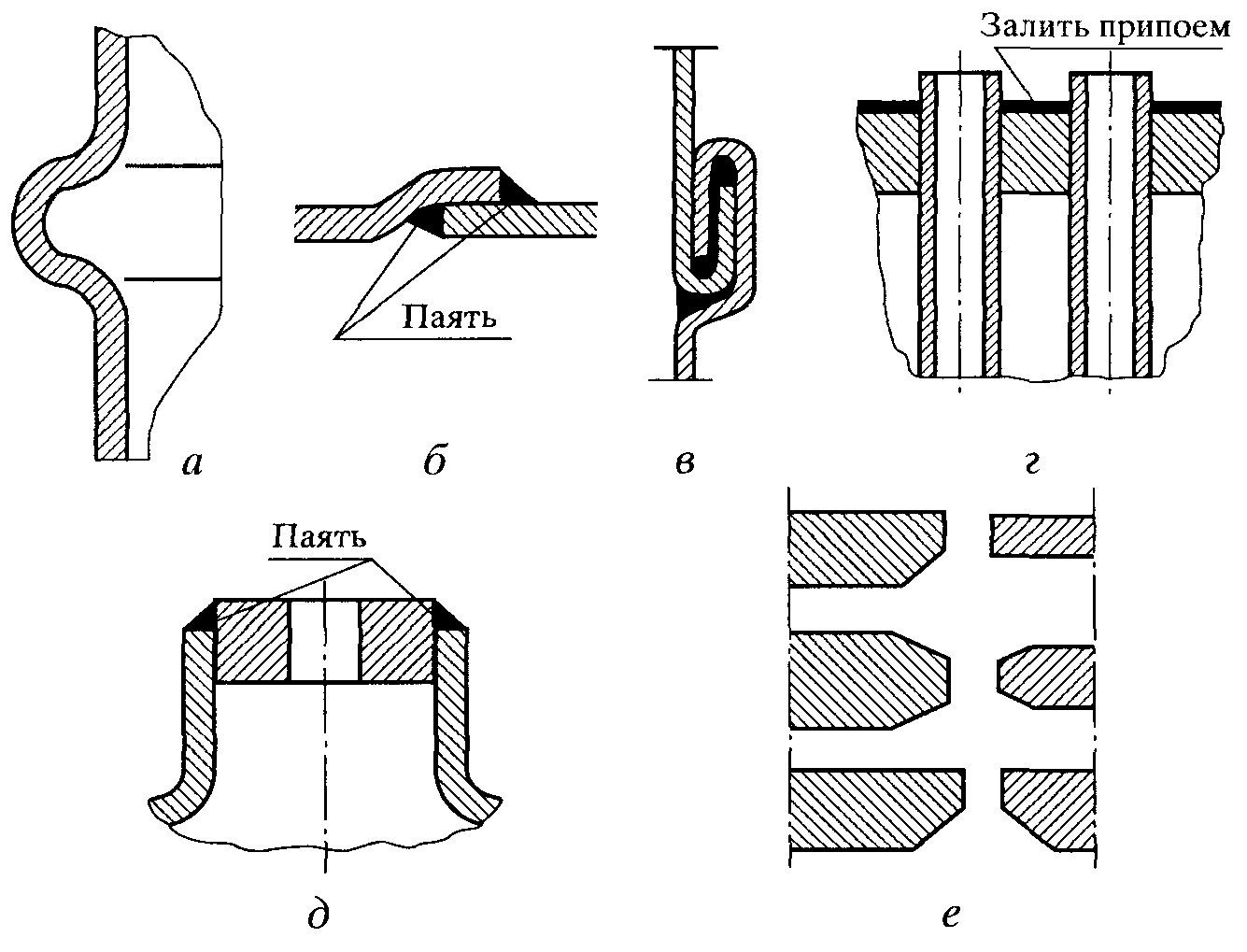
Рис. 12.6 Пайка элементов медных аппаратов
Неразъемные соединения частей медных аппаратов получают пайкой, сваркой и реже клейкой. Медь и ее сплавы обладают хорошей паяемостью. Пайку мягкими припоями (ПОС-ЗО, ПОС-40) выполняют внахлест (рис. 12.6, б), для увеличения прочности паяных соединений применяют замки (рис. 12.6, в). Медные трубки к медным или латунным трубным решеткам крепятся заливкой припоем (рис. 12.6, г), бобышки огибают медью и припаивают (рис. 12.6,д).
Из паяных соединений более надежным считается соединение внахлест. Для стыковых соединений необходимо обрабатывать кромки спаиваемых деталей (рис. 12.6, е). Соединения встык применяются редко, так как они весьма чувствительны к вибрационным и ударным нагрузкам, плохо воспринимают крутящие и изгибающие моменты, несколько прочнее соединение вскос (рис. 12.7).

Рис. 12.7. Основные типы паяных соединений
В аппаратах, выполненных из алюминия и его сплавов, соединение деталей осуществляется в основном сваркой встык. Сварное соединение может быть выполнено и внахлест, особенно в случае точечной сварки. Однако необходимо помнить, что при этом для достижения достаточной прочности соединения в 2 раза увеличивается число сварных швов и в целом трудоемкость изделия.
Пайка изделий из алюминия осложнена образованием на поверхности алюминия оксидной пленки, температура плавления которой - 2050 °С. Поэтому для пайки алюминия необходимо использовать специальные активные флюсы, содержащие хлориды, фториды или проводить пайку в парах магния, в вакууме.