

23. Форма стружки и характер стружкообразования при главных видах резания.
(см. вопрос 22.)
Установившийся и неустановившийся процессы стружкообразования.
Установившийся процесс стружкообразования характеризуется тем, что образуется сливная стружка при постоянной длине контакта стружки с передней поверхностью резца, режущая кромка работает непрерывно с постоянной силой резания.
Качество обработки при этом высокое, разрушения под поверхностью резания не образуются, поэтому исследование режимов резания, при которых возможен установившийся процесс резания, является важнейшей задачей науки о резании.
При образовании элементных стружек отрыва и отщепа при наличии опережающей трещины или стружки скалывания длина контакта стружки с передней поверхностью резца и сила резания периодически меняются, поэтому такой процесс образования стружки называется неустановившимся.
Шероховатость поверхности при неустановившемся стружко-образовании возрастает и зависит от глубины разрушения и распространения деформации ниже плоскости резания.
24. Установка дисковых пил: требования к установке пил, конструкция и методика
расчета крепления пил.
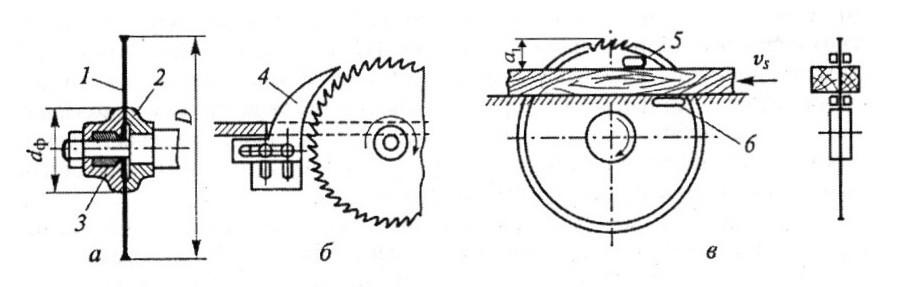
Рис. 6. Установка круглых пил: а – конструкция самоцентрирующихся фланцев;
б – установка расклинивающего ножа; в – установка направляющих пильного диска
1. Плоскость пилы 1 должна быть строго перпендикулярна оси вала, а торцовое биение коренного фланца 2 не должно превышать 0,03 мм на радиусе 50 мм (рис. 6, а).
2. Ось вращения пилы должна совпадать с осью вала. Для этого диаметр посадочного отверстия пилы не должен превышать диаметр вала более чем на 0,1-0,2 мм. При большем зазоре надо расточить отверстие и вставить в него втулку. Более рационально применение фланцев 3 с центрирующим штифтом или с центрирующим конусом (рис. 6, а).
3.
Для обеспечения надежного зажима пилы
фланцы контактируют с пилой только
наружными ободками шириной 20-25 мм.
Диаметр зажимных фланцев выбирают
в зависимости от диаметра пилы:
 ,
гдеD
–
диаметр
пилы в мм.
,
гдеD
–
диаметр
пилы в мм.
Для предотвращения самопроизвольного отворачивания гайки в процессе работы она должна иметь резьбу, обратную направлению вращения вала.
4. При пилении вдоль волокон в плоскости пилы позади нее устанавливают расклинивающий нож 4 на расстоянии 10-15 мм от вершин зубьев (рис. 6, б). Для плоских пил толщина ножа равна ширине пропила или на 0,2 мм превышает ее. Для конических пил нож имеет форму клина и его максимальная толщина на 3-4 мм больше толщины центральной части пилы.
5. Для пил диаметром более 400-500 мм устанавливают изготовленные из текстолита, фторопласта или других антифрикционных материаловбоковые направляющие 5 и 6 (рис. 6, в), ограничивающие отклонения пилы в осевом направлении. Зазор между пилой и направляющей зависит от диаметра пилы:
Диаметр пилы, мм.......................................... 125-200 250-300 400-503 560-800 800>
Зазор между пилой и
направляющими, мм...................................... 0,22 0,30 0,35 0,42 0,55
6. Выступ зубьев над распиливаемым материалом а1 (рис. 6, в) не должен превышать 10-20 мм, если конструкция станка обеспечивает возможность его регулирования.
7. Следует работать на такой скорости подачи, чтобы максимальная толщина стружки была меньше расстояния между диском пилы и стенкой пропила.
8. Необходимо обеспечивать чистоту диска пилы.