

30. Назначение и классификация режущего инструмента для получения технологической стружки − полуфабриката. Конструкции и параметры режущих инструментов, подготовка их к работе.
Ножи рубильные. Ножи предназначены для производства технологической щепы на рубительных машинах.
Ножи для рубительных машин (ГОСТ 17342-81) выпускаются двух типоразмеров: 3116-0005 длиной 300 мм, шириной 85 мм, толщиной 6 мм и 3116-0006 длиной 460 мм, шириной 85 мм, толщиной 10 мм.
Выпускаются и другие типоразмеры ножей (ОСТ 13-32-74, ТУ 14-1-1899-76).
Ножи по ГОСТ 17342-81 и ОСТ 13-32-74 изготавливаются из сталей марок 6Х6В3МФС по ГОСТ 5950-73. Твердость ножей 55…59 HRCэ.
Ножи по ТУ 14-1-1999-76 выпускаются двухслойными: режущий слой из стали марки 6ХС, а корпус – из углеродистой стали марки 10 по ГОСТ 1050-88. Ножи могут быть и однослойными из стали 6ХС.
Твердость режущей части ножей: двухслойных 52…59 HRCэ, однослойных 49…57 HRCэ.


31. Обработанная поверхность − геометрия и характеристика. Качество поверхности при разных процессах резания.
При рассмотрении процесса резания на обрабатываемой заготовке различают (рис. 1): обрабатываемую поверхность 1, с которой срезается стружка или ряд стружек, составляющих отделяемый слой материала; обработанную поверхность 2, полученную после срезания стружки или ряда стружек; поверхность резания 3, образуемую на обрабатываемой заготовке режущей кромкой резца.
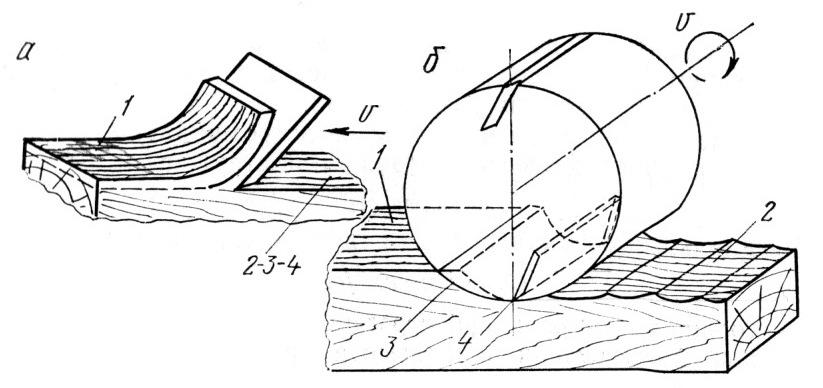
Рис. 1. Поверхности при резании
При прямолинейном движении резца относительно заготовки (рис. 1, а) обработанная поверхность совпадает с поверхностью резания.
При круговом движении резца (рис. 1, б) этого совпадения поверхностей нет. В этом случае поверхность резания будет криволинейной, переходной между обрабатываемой и обработанной поверхностями.
Плоскость резания 4 — касательная к поверхности резания — проходит через режущую кромку резца.
При прямолинейно движущемся резце плоскость резания, поверхность резания и обработанная поверхность совпадают, что характеризует процесс строгания. При круговом движении (рис. 1, б) резца каждому положению режущей кромки на поверхности резания соответствует своя плоскость резания, касательная к поверхности резания.
Это определение плоскости резания справедливо только для резцов с прямолинейной режущей кромкой. Для резца с криволинейной режущей кромкой каждому ее положению относительно поверхности резания будет соответствовать не плоскость, а криволинейная поверхность, касательная к поверхности резания.
32. Как определятся шероховатость поверхности при пилении, фрезеровании, шлифовании. Влияние радиуса округления лезвия на качество обработки.
Параметры шероховатости древесины и древесных материалов регламентированы ГОСТ 7016-82. Установлено несколько параметров, однако, для оценки качества обработки резанием используется практически один – Rm max – среднее арифметическое высот отдельных наибольших неровностей на поверхности:

где Hmax i – расстояние от высшей до низшей точки i-й наибольшей неровности; n – число наибольших неровностей (не менее 5).
Три типа неровностей поверхности деталей из древесины и древесных материалов − мшистость (наличие пучков волокон, не полностью отделенных от обработанной поверхности), ворсистость (наличие отдельных не полностью отделенных волокон) и сколы − не имеют численной характеристики, в документации регламентируется только наличие их или отсутствие.
Методы определения шероховатости поверхности древесины и древесных материалов стандартизованы (ГОСТ 15612-85).
Для измерения высоты неровностей может быть использован профилограф-профилометр, двойной микроскоп МИС-11 (при < 70 мкм), микроскоп теневого сечения ТСП-4 (при =30...800 мкм) и индикаторный глубиномер (при < 800 мкм). В производственных условиях шероховатость может быть оценена по образцам сравнения (эталонам), изготовленным из того же материала, что и обрабатываемая деталь, тем же видом резания и аттестованным с помощью точных приборов.
Острота резца оказывает влияние на качество поверхности резания. Затупление резца приводит к увеличению высоты неровностей на поверхности резания. В совокупности с другими факторами влияние остроты резца на показатели процесса резания может значительно возрастать. Поэтому повышению стойкости лезвия, стабилизации параметров остроты резца придается первостепенное значение.
33. Сила, работа и мощность резания, их размерность, От каких факторов они зависят и как определяются. +вопрос 56, 57
Лесопильные рамы
Средняя касательная сила резания за рабочий и холостой ходы пильной рамки, Н:

где Fуд – удельная сила резания, Н/мм2; b – ширина пропила, мм; ∑t – сумма высот всех пропилов, мм; S2x – подача на двойной ход пил (посылка), мм; tз –шаг зубьев пилы, мм.
Фактическая касательная сила резания за рабочий ход Fxф = 2Fx.
Среднее усилие, приходящееся на один зуб пилы, Н:

где H – ход пильной рамки, H=2R, мм.
Нормальная (горизонтальная) составляющая силы резания можно принять Fz = (0,2 ... 0,3)Fx при острых зубьях и Fz = (0,4 ... 0,5) Fx при тупых зубьях.
Мощность резания, кВт:

Ленточнопильные
Сила резания


где αρ – коэффициент учитывающий затупление резца; αΔ – коэффициент интенсивности трения Н/мм2; p – фиктивная средняя сила резания по задней поверхности резца; Н/мм; b – ширина пропила, мм; h – высота пропила, мм.
Средняя касательная сила, приходящаяся на один зуб ленточной пилы в пропиле:

где tз – шаг зубьев у ленточной пилы, мм; z – число зубьев пилы в пропиле, шт.;
Мощность, расходуемая на резание при ленточном пилении, кВт:

где V – скорость главного движения. К – удельная сила резания, Н/мм2
Зависит от
скорости резания, подачи.
угла резания. Чем больше угол резания, тем сильнее тонкая стружка закручивается в спираль. На это затрачивается дополнительная работа.
заднего угла. С увеличением заднего угла при постоянном угле резания удельная сила резания убывает, так как при этом уменьшаются площадь контакта задней грани с древесиной, нормальное давление на заднюю грань и силы трения.
породы древесины, влажности и температуры