

57. Пиление дисковыми пилами поперечной распиловки: кинематика, динамика, качество обработанной поверхности.
Принципиальные кинематические схемы пиления. Процесс пиления древесины круглыми пилами основан на сочетании двух одновременно действующих равномерных движений – главного вращательного и движения подачи прямолинейного поступательного (рис. 54). Пила, установленная на горизонтальном валу, может взаимодействовать с заготовкой нижней частью диска, когда вал расположен над столом станка (см. рис. 53, а), или верхней частью диска при расположении пильного вала под столом (см. рис. 53, б). Кроме того, пилу можно вращать в направлении движения часовой стрелки или против часовой стрелки. При этом в зоне пиления проекция вектора скорости резания на направление подачи будет направлена навстречу вектору скорости подачи или совпадать с ним.
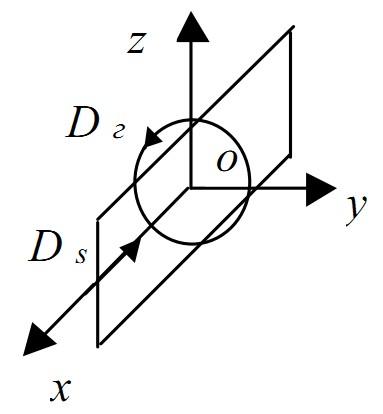
Рис. 54.Схема пиления круглыми пилами
Указанные варианты обусловили создание круглопильных станков, работающих по одной из следующих кинематических схем:
–с нижним расположением пилы и встречной подачей;
– с нижним расположением пилы и попутной подачей;
–с верхним расположением пилы и встречной подачей;
–с верхним расположением пилы и попутной подачей.
Динамика пиления или по Брешадскому вопрос 56


При поперечном пилении главная кромка режет поперек волокон, а боковые кромки — в торец. В этом случае, если боковые кромки будут иметь β1 = 90°, то получится значительный отгиб волокон и нечистый пропил.
Таблица 8.9
Максимальная подача на зуб, мм, при различной заданной шероховатости поверхности пропила для поперечного пиления (средние производственные условия резания, зубья острые) круглыми пилами

58. Фрезерование − динамика процесса: определение сил (средней за оборот, на дуге контакта, максимальной), мощности резания. См вопрос 59.
59. Фрезерование − кинематика, качество обработанной поверхности.
Цилиндрическое фрезерование поперек волокон и в торец имеет ту же кинематику, что и продольное, однако, силовые характеристики процессов, а также стружкообразование и связанное с ним качество обработанной поверхности будут иными, т. к. относятся к другим видам резания. Например, торцовое фрезерование позволяет избежать волн на обработанной поверхности, уменьшить сколы и задиры при обработке сучков, ограничить дефекты при обработке концов заготовок, но, в то же время, не позволяет получить шероховатость обработанной поверхности ниже 0,05 мм. Цилиндрическое фрезерование с применением винтовых ножей и пластин позволяет избежать ударных нагрузок и снизить вибрации при резании, но усложняет проблему точности установки режущих элементов и их подготовки к работе. Криволинейное фрезерование всегда может рассматриваться
как цилиндрическое в данном положении резца и заготовки. Профильное фрезерование − дальнейшее усложнение цилиндрического.
На шероховатость получаемой поверхности заготовки влияют кинематические волны, обусловленные кинематикой фрезерования, а также неровности разрушения − заколы, отщепы, вырывы древесины. Для уменьшения длины и глубины волны используют тщательно настроенный многолезвийный инструмент, увеличивают скорость резания относительно подачи. Здесь важно, чтобы все режущие кромки находились на одной окружности с центром на оси вращения фрезы, тогда все резцы будут участвовать в процессе резания и, соответственно, уменьшать размеры кинематической волны. Исключить неровности разрушения удается чаще всего экспериментальным подбором оптимальных режимов фрезерования.
Фрезерование — процесс обработки материалов вращающимися резцами, в результате которой от материала отделяется часть в виде стружки серповидной формы.
Продольно-торцовое фрезерование
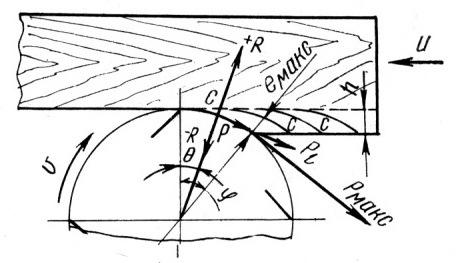
Рис. 2. Схема сил резания при фрезеровании:
Скорость резания
Скорость подачи
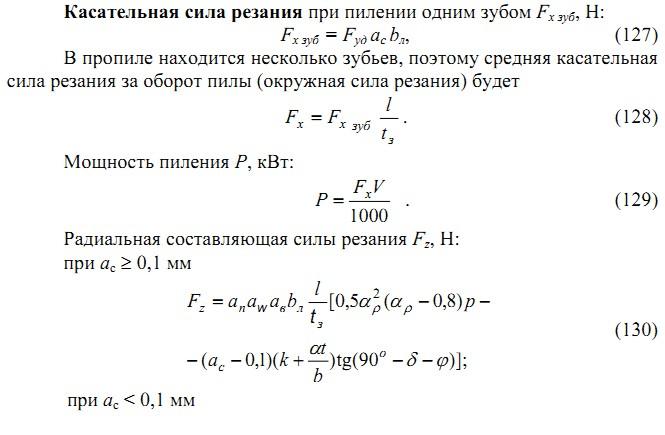
Средняя касательная сила резания, приходящаяся на один резец, за один оборот вала при е≥0,1 мм

при eµ≤0,1 мм

Средняя касательная сила резания, при е≥0,1 мм

при eµ≤0,1 мм

где аρ – коэффициент, учитывающий остроту резца;
р – удельная сила резания по задней поверхности резца, H/мм;
b – ширина фрезерования, мм;
Uz – подача на резец:

θ – кинематический угол встречи:

h
– толщина снимаемого слоя, мм; D
– диаметр фрезы, мм; k
– среднее условное давление по передней
поверхности резца, H/мм2;
 – длина дуги контакта:
– длина дуги контакта:

t – шаг между резцами, мм.
Мощность резания
