

49. Способы уширения пропила. Межзубая впадина и ее роль (влияние на силу резания и шероховатость обработанной поверхности см вопрос 50).
Устойчивая работа пилы возможна при условии устранения трения боковых поверхностей ее зубьев и тела (полотна, ленты, диска) о стенки пропила. Уширение пропила относительно тела пилы достигается плющением или разводом зубьев, а также конструированием пил с шириной режущей части зубьев, превышающей толщину тела пилы (например, пил с пластинками из твердого сплава или алмаза).
В случае, когда вы развели пилу слишком сильно, остается много воздуха и недостаточное удаление количества опилок.
В случае не до разводки пилы на поверхности доски остаются плотно прессованные горячие опилки.
Развод заключается в поочередном отгибании верхней части (не более 1/2 высоты hз) зубьев в разные стороны (см. рис. 8.1). При плющении кончик зуба уширяется в обе стороны, приобретая форму лопаточки. Плющение зубьев пил имеет ряд преимуществ перед разводом: пила приобретает большую устойчивость в поперечном направлении, появляется возможность работать с меньшим уширением пропила, зубья меньше изнашиваются.
От способа уширения зубчатого венца зависит форма поперечного (нормального к траектории резания) сечения срезаемого слоя.
В связи с тем, что при разводе зубья отгибаются попеременно в обе стороны полотна, на каждый зуб у стенки пропила приходится удвоенная подача, а следовательно, и удвоенная толщина срезаемого слоя 2а (рис. 8.1, б). На остальной части ширины толщина слоя равна а.
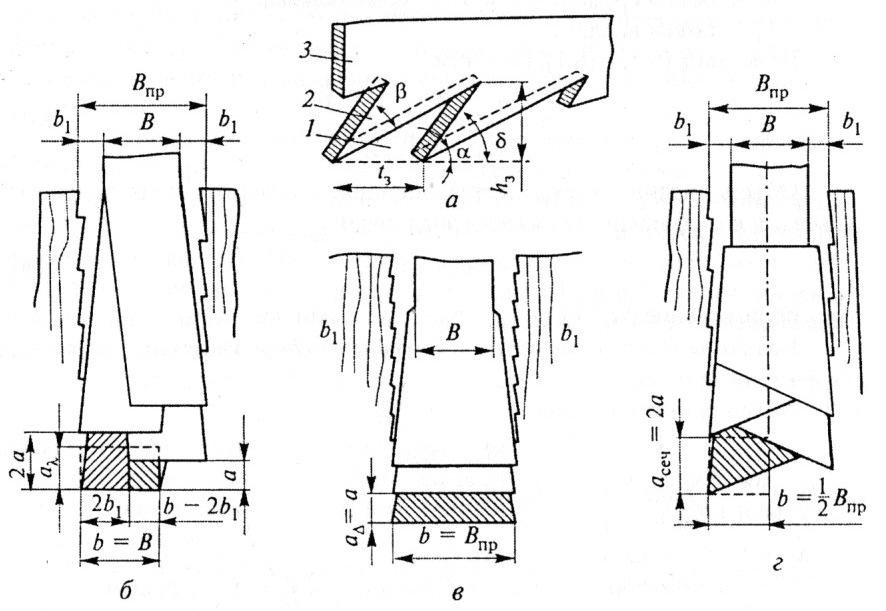
Рис. 8.1. Конструкция режущей части пил: а − элементы пилы; методы уширения зубчатого венца и пропила б − разводом зубьев, в − плющением зубьев, г − напайкой пластинок
Для закрытого резания необходимо, чтобы емкость впадины между зубьями пилы была достаточной для размещения стружки, а профиль ее способствовал уплотнению срезанной стружки и заполнению объема впадины. Конструкцию впадины и ее работоспособность оценивают коэффициентом напряженности впадины

где aупл − коэффициент уплотнения опилок во впадине; aзап − коэффициент заполнения впадин.
где Vс(упл) − объем спрессованной (уплотненной) во впадине стружки; Vс − объем срезанной стружки (номинальный); Vв − объем впадины.
Чтобы устранить трение полотна о стенки пропила, избежать заедания пилы, надо уширить пропил, т. е. увеличить расстояние между стенками пропила. Тогда пила в пропиле будет перемещаться свободнее. Однако это уширение не должно быть больше, чем необходимое для устранения трения полотна пилы о стенки пропила, иначе увеличатся потерн древесины в отходы и потребуется дополнительная энергия на превращение ценной древесины в стружку (опилки).
Наилучшее качество поверхности образуется при оптимальных значениях развода.
Пила, которая разведена слишком сильно, будет пилить рывками, разведенная недостаточно будет пилить волнами.
50. Пиление рамными пилами: динамика, качество обработанной поверхности.
В процессе рамного пиления древесина делится полосовым многорезцовым инструментом при его возвратно-поступательном движении. В простейшем случае пильная рамка с комплектом (поставом) пил2 может двигаться только в вертикальной плоскости, перпендикулярной направлению подачи бревна vs. Движения главное и возврата-возвратно-поступательное перемещение рамки посредством кривошипно-шатунного механизма, состоящего из кривошипного (коленчатого) вала с маховиками и шатуна. Траектория его − прямая (вертикаль), скорость главного движения переменная, вычисляется по приближенной формуле

где vmax − окружная скорость пальца кривошипа, м/с;
α − угол поворота пальца кривошипа от верхнего положения на вертикальном диаметре.
Толчковые механизмы подачи теоретически могут обеспечивать согласованные движения пильной рамки и бревна, что важно для поддержания постоянных условий резания (например, толщины стружки). Это достигается тем, что привод механизма толчковой подачи связан с коленчатым валом лесопильной рамы, от которого приводится в движение и пильная рамка. Подача за рабочий ход позволяет существенно упростить конструкцию механизма резания лесопильной рамы (не требуется устройство для изменения уклона рамки - см. ниже). Однако, существующие механизмы толчковой подачи неудовлетворительно работают на быстроходных рамах. Толчковая подача за холостой ход и периодическая двухтолчковая применяются редко.
Непрерывная подача, широко используемая в современных рамах, устраняет недостатки механизмов толчковой подачи: относительно малое быстродействие и большие динамические нагрузки, связанные с перемещением за короткое время толчком большой массы бревна. Вместе с тем этот вид подачи имеет недостатки из-за несоответствия законов движения пильной рамки и бревна.
Средняя скорость главного движения у современных высокопроизводительных рам составляет 7,2...7,4 м/с (при Н = 0,6...0,7 м и n = 320...360 мин-1).
Геометрия поверхностей пропила складывается под влиянием многих факторов процесса: способа уширения пропила и качества выполнения этой операции, устойчивости пилы во время работы, толщины срезаемых зубьями слоев. Расчетом установить высоту неровностей на поверхности пропила невозможно, поэтому пользуются результатами экспериментов. В табл. 8.1 показана связь между величиной подачи на зуб и высотой наибольших неровностей на поверхности пропила.
Таблица 8.1
Зависимость шероховатости поверхности пропила от подачи на зуб для рамного пиления

Глубина внутренних разрушений под поверхностью пропила также зависит прежде всего от подачи на зуб (табл. 8.2).
Таблица 8.2
Показатель качества поверхности пропила при рамном пилении сосны в зависимости от подачи на зуб
