

40. Принцип расчета и построения графика скоростей подачи и его анализ по производительности (Vs (м/мин) от h (мм) при Руст(кВт)), классу шероховатости, производительности инструмента.
см курсовой
Построение графиков позволяет установить рациональную эксплуатацию оборудования. Он выполняется по трем направлениям. Первое направление предусматривает получение возможной скорости подачи обрабатываемой заготовки с учетом мощностных показателей оборудования. Второе и третье позволяют получить ограничение скорости подачи обрабатываемых заготовок с учетом шероховатости поверхности и производительности режущего инструмента. Наименьшее значение этих показателей является рациональной скоростью подачи.
41. Формы задней поверхности зуба фрезы. Их отличительные особенности.
Если у фрезы задняя грань зуба плоская и заточка производится по ней параллельными слоями, то по мере износа зуба его задний угол а уменьшится и при достаточно большом числе переточек может стать недопустимо малым. Можно затачивать зуб по плоскости задней грани, сохраняя первоначальную величину а. Но это приведет к уменьшению угла заточки р и потере прочности резца. Для обеспечения постоянства а задней грани придают форму одной из трех кривых: архимедовой или логарифмической спирали, дуги окружности, проведенной из смещенного центра. Заточку зубьев затылованных фрез производят по передней грани.
Для обеспечения нормальных условий работы тех участков контура лезвия зуба, которые лежат в плоскости вращения фрезы или близки к ней, создают угол бокового зазора посредством косой боковой обточки затылка зуба (тангенциальным поднутрением на 5-7°, либо радиальным поднутрением на 0°30'-1°), как у зубьев строгальной пилы.
Концевые фрезы имеют хвостовик для закрепления в патроне или шпинделе станка. Различают концевые фрезы по числу резцов и форме режущей части (рис. 9.5, ж, з). Для создания положительного заднего угла незатылованные концевые фрезы устанавливаются в патронах с эксцентриситетом между осями вращения патрона и отверстия под хвостовик фрезы. За счет этого ширина удаляемого припуска превышает диаметр фрезы.
По мере распространения обрабатывающих центров ассортимент концевых фрез значительно расширился, в том числе и за счет перспективного инструмента с алмазными режущими элементами для фугования кромок, поверхностного фрезерования, выборки четверти и паза (рис. 9.5, и); для форматной обработки и раскроя плит (рис. 9.5, к); для профильного раскроя (рис. 9.5, л). Несмотря на высокую стоимость и затраты на подготовку к работе, в ряде случаев такой инструмент незаменим при фрезеровании труднообрабатываемых древесных материалов и древесины, позволяет увеличить вдвое толщину срезаемого слоя, скорость подачи.
42. Подготовка ножей к работе: заточка, правка, балансировка, установка.
Основными операциями при подготовке ножей к работе являются заточка и установка в станок. Основная цель заточки ножей — обеспечение необходимой остроты режущей кромки. Заточка ножей, как правило, осуществляется на станках ТчН по задней грани абразивными кругами. После заточки острота режущей кромки должна быть ρ = 6. ..8 мкм, прямолинейность режущей кромки — не ниже 0,025 мм на 100 мм длины фрезерных ножей и 0,005 мм на 100 мм длины лущильных ножей, шероховатость затачиваемых граней стальных ножей не ниже 7.. .8-го, а твердосплавных — 8. ..9-го классов по ГОСТ 2789—73. Заточка ножей (рис. 7.2) может быть плоская, торцом чашечного круга; эллиптическая, торцом чашечного круга; плоская, боковой поверхностью круга; дугообразная, боковой поверхностью круга. Заточка ножей производится на ножеточильных станках, различающихся параметрами и степенью автоматизации процесса.
Ножи из инструментальной стали затачиваются абразивными кругами ЧЦ, ЧК из электрокорунда 1А или 2А. Режим заточки: скорость круга 18...25 м/с, продольная подача 4... 7 м/мин, поперечная подача 0,02.. .0,04 мм/дв. ход.
Ножи, оснащенные твердым сплавом, затачиваются алмазными кругами АС2, АС4 с формой 12А2. Режим заточки: скорость круга 20...30 м/с, продольная подача 1...2 м/мин, поперечная подача 0,01.. .0,02 мм/дв. ход.
При установке ножей в ножевые валы и головки должны соблюдаться следующие требования: лезвие ножа должно выступать за кромку стружколомателя (губку ножевого вала или зажимного клина) не более чем на 0,75–1 мм (оптимальный выступ для получения наиболее гладкой поверхности 0,5 мм); зазор между ножами и губками не допускается; режущие кромки всех ножей, укрепленных в ножевом валу, должны иметь во всех точках (по длине) одинаковые радиусы резания (допускаемое отклонение 0,04–0,06 мм) (рис. 8). Корпус фрезы 3 надевают на оправку 2 приспособления с жесткой опорой 4. В пазы корпуса вставляют заточенные ножи и клинья и слегка закрепляют их распорными болтами. С помощью регулировочных винтов ножевой головки заглубляют первый нож 6 в корпус так, чтобы режущая кромка не выступала над кромкой клина. Затем устанавливают фрезу в положение А (сечение I–I под индикатором 1), фиксируют показание индикатора при касании измерительным наконечником кромки клина и, вращая левый регулировочный винт, добиваются требуемой выставки лезвия над кромкой клина. Переместив фрезы в положение Б (сечение II–II под индикатором), вращением правого регулировочного винта добиваются параллельности режущей кромки ножа 6 оси оправки. При этом показания индикатора при касании режущей кромки в обоих сечениях должны быть одинаковыми. Окончательно закрепляют нож 6 распорными болтами, вывинчивая их из клина. Аналогично регулируют второй нож 5 и последующие ножи.
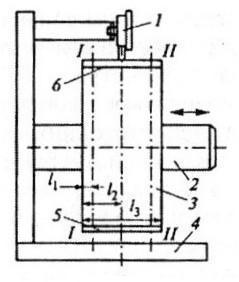
Рис. 8. Приспособление для установки ножей в ножевую головку