

16. Классификация процессов резания. Краткая характеристика их. Техника безопасноести при обработке резанием.
Все процессы сложного резания можно разделить на три группы: деление; поверхностная обработка − удаление технологических припусков для достижения требуемых наружных размеров, формы и шероховатости детали; глубинная обработка − удаление технологических припусков для получения требуемых размеров, формы и шероховатости внутренних элементов детали (рис. 7.1, 7.2).
Процессы сложного резания на станках

Рис. 7.1. Классификация процессов станочного резания
Пиление − это процесс деления древесины тонким, имеющим расположенные по периферии резцы инструментом с превращением в стружку объема древесины между получающимися частями. При срезании и удалении узких стружек (опилок) в заготовке позади инструмента образуется пропил.
Фрезерование − процесс резания вращающимися резцами, при котором траекторией резания является циклоида. Различают следующие виды фрезерования: цилиндрическое (рис. 9.1, а, б, в), при котором ось вращения инструмента параллельна обрабатываемой поверхности, а лезвия описывают цилиндрические поверхности; коническое (рис. 9.1, г), при котором ось вращения инструмента наклонена под утлом к поверхности, а лезвия описывают конические поверхности; торцовое (рис. 9.1, д), при котором ось вращения инструмента перпендикулярна обрабатываемой поверхности, боковые лезвия резцов описывают цилиндрические поверхности, а торцовые - поверхность кольца или крута; торцово-коническое (рис. 9.1, ё), при котором ось вращения инструмента перпендикулярна обрабатываемой поверхности, а лезвия резцов описывают коническую поверхность.
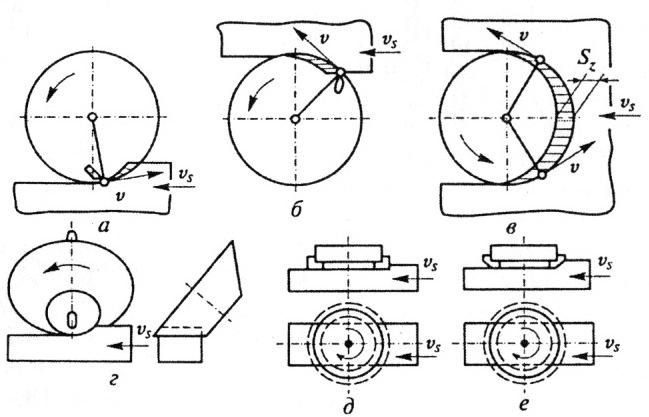
Рис. 9.1. Фрезерование: а – цилиндрическое со встречной подачей; б – цилиндрическое с попутной подачей; в – цилиндрическое пазовое; г – коническое; д – торцовое;
е – торцово-коническое
Технологическая цель процесса точения состоит в получении деталей с поверхностями тел вращения − цилиндрической, конической и сложной формы.
Сверление состоит в резании резцами, расположенными по торцу цилиндрического тела инструмента (сверла) и описывающими при работе в древесине винтовые поверхности.
Лущением называется процесс поперечного резания древесины для получения стружки (шпона) заданной толщины, при котором траекторией резания является спираль .
Строганием называется процесс поперечного или продольного (относительно волокон) резания древесины для получения стружки (шпона) заданной толщины при прямолинейной траектории резания.
Разрезание − это процесс деления, основанный на использовании ножниц, − двух плоских или дисковых ножей, при смыкании которых их лезвия проходят через общую плоскость резания с небольшим зазором.
Шлифованием называется процесс абразивной обработки с преобладанием резания поверхности детали с целью ее выравнивания до плоского состояния, придания ей высокой гладкости и калибрования щитовых деталей. Различают ленточное, цилиндровое и дисковое шлифование.
ТБ
Перед началом работы необходимо:
1.Привести в порядок рабочую одежду.
2.Подготовить рабочее место к работе.
3.Проверить исправность ограждения.
4.Проверить надежность закрепления режущего инструмента на валу зажимными шайбами.
5.Произвести настройку станка на обработку заданных деталей, закрепить ограждения.
6.О недостатках доложить мастеру, после их устранения приступить к работе.
Все движущиеся части станка должны быть ограждены, все устройства необходимо содержать в исправности, режущие кромки должны быть хорошо заточены. Кнопка пуска утапливается на 3-5мм., а кнопка стопа выдвигается на 3-5мм.
Во время работы необходимо:
а) строго соблюдать правила техники эксплуатации станка.
б) начинать обрабатывать заготовку после того. как вал разовьет полное число оборотов, подачу производить равномерно, без толчков, замедляя ее при наличии сучков. гнили и косослоя.
в) следить, чтобы в станок не поступали заготовки с гвоздями и прочими металлическими предметами.
г) осмотр механики станка, чистка и смазка его. Надевание ремня и извлечение засорений разрешается только при полной остановке станка.
Немедленно остановить станок:
а) при появлении ненормального шума. стука, сильной вибрации ножевого вала.
б) при поломке ножей и деталей их крепления или ограждений.
в) при попадании засорений.
г) при перегреве подшипников ножевого вала и электродвигателя, в случае неисправной изоляции электродвигателя или электрической пусковой аппаратуры и “биения на корпус”.
При возникновении каких либо неисправностей, необходимо обратиться к бригадиру или начальнику, чтобы он вызвал мастера для устранения неполадок.