

Деформированной феррито-перлитной стали с содержанием углерода 0,08 % от температуры отжига
Низкотемпературный
отжиг (при
![]() меньше температуры рекристаллизации),
приводящей к снятию внутренних напряжений,
вызывает уменьшение коэрцитивной силы
меньше температуры рекристаллизации),
приводящей к снятию внутренних напряжений,
вызывает уменьшение коэрцитивной силы![]() и увеличению начальной
и увеличению начальной![]() и максимальной
и максимальной![]() проницаемостей. При повышении
проницаемостей. При повышении![]() до температуры рекристаллизации и выше
происходящие структурные превращения
сопровождаются резким изменением
магнитных свойств. Как правило, магнитные
свойства меняются в том же направлении,
что и при более низких температурах
отжига. По завершении рекристаллизации
интенсивность изменения магнитных
свойств падает. На рис. 2.46. представлены
характерные зависимости прочностных
и магнитных свойств холоднодеформированной
феррито-перлитной стали от температуры
последующего отжига. Быстрое охлаждение
после высокотемпературного отжига
сталей с повышенным содержанием углерода
может изменить характер зависимости
магнитных свойств от температуры отжига
и привести к росту коэрцитивной силы
до температуры рекристаллизации и выше
происходящие структурные превращения
сопровождаются резким изменением
магнитных свойств. Как правило, магнитные
свойства меняются в том же направлении,
что и при более низких температурах
отжига. По завершении рекристаллизации
интенсивность изменения магнитных
свойств падает. На рис. 2.46. представлены
характерные зависимости прочностных
и магнитных свойств холоднодеформированной
феррито-перлитной стали от температуры
последующего отжига. Быстрое охлаждение
после высокотемпературного отжига
сталей с повышенным содержанием углерода
может изменить характер зависимости
магнитных свойств от температуры отжига
и привести к росту коэрцитивной силы![]() и уменьшению проницаемостей
и уменьшению проницаемостей![]() и
и![]() .
Остаточная магнитная индукция вещества
.
Остаточная магнитная индукция вещества![]() растет при увеличении температуры
отжига.
растет при увеличении температуры
отжига.
Для неразрушающего
контроля качества отжига деформированных
феррито-перлитных сталей чаще всего
используют коэрцитивную силу
![]() .
Однако не во всех случаях это возможно.
К примеру в машиностроении используется
технология изготовления и упрочнения
изделий из малоуглеродистых сталей
путем многоступенчатой вытяжки (высадки)
с промежуточными низкотемпературными
отжигами для снятия внутренних напряжений.
Поскольку низкотемпературный отжиг
приводит к существенному уменьшению
коэрцитивной силы малоуглеродистых
сталей, в то время как прочностные
свойства не меняются или даже повышаются
благодаря деформационному старению,
то использование только величины
.
Однако не во всех случаях это возможно.
К примеру в машиностроении используется
технология изготовления и упрочнения
изделий из малоуглеродистых сталей
путем многоступенчатой вытяжки (высадки)
с промежуточными низкотемпературными
отжигами для снятия внутренних напряжений.
Поскольку низкотемпературный отжиг
приводит к существенному уменьшению
коэрцитивной силы малоуглеродистых
сталей, в то время как прочностные
свойства не меняются или даже повышаются
благодаря деформационному старению,
то использование только величины![]() для контроля прочностных свойств готовых
изделий затруднено вследствие ошибок,
вносимых неконтролируемыми колебаниями
температуры отжига.
для контроля прочностных свойств готовых
изделий затруднено вследствие ошибок,
вносимых неконтролируемыми колебаниями
температуры отжига.
В
связи с появлением в последние годы
устройств для локального измерения
магнитных свойств вещества стало
перспективным применение и других
магнитных характеристик (![]() ,
,![]() и др.), а также их сочетаний (многопараметровый
контроль).
и др.), а также их сочетаний (многопараметровый
контроль).
5.3. Контроль качества термической обработки стальных изделий
Структурные превращения при термообработке сталей. В стали (т.е. сплаве железа с углеродом с возможной добавкой других легирующих элементов) основными являются следующие три структуры:
аустенит
( A )
- твердый раствор углерода в ![]() - железе;
- железе;
мартенсит
( М )
- твердый раствор углерода в
![]() - железе;
- железе;
перлит
( П
) - эвтектоидная
смесь из одновременно образующихся
феррита и карбида
![]() .
Переход от одной структуры к другой
характеризует основные превращения
в сталях.
.
Переход от одной структуры к другой
характеризует основные превращения
в сталях.
Для понимания процессов, происходящих в сталях при закалке и отпуске, необходимо рассмотреть так называемый "стальной" участок диаграммы состояний сплава железо-углерод, представленный на рис. 2.47.
Нижняя
критическая точка
![]() лежит на
линии PSK
и соответствует превращению
аустенит-перлит. Верхняя критическая
точка
лежит на
линии PSK
и соответствует превращению
аустенит-перлит. Верхняя критическая
точка
![]() лежит на линииGSE
и соответствует началу выпадения или
концу растворения феррита в
доэвтектоидных (содержание углерода
C < 0,8 %) или цементита в заэвтектоидных
(0,8 % < C < 2,14 %) сталях. Чтобы отличить
критические точки при нагреве и охлаждении
рядом с буквой
лежит на линииGSE
и соответствует началу выпадения или
концу растворения феррита в
доэвтектоидных (содержание углерода
C < 0,8 %) или цементита в заэвтектоидных
(0,8 % < C < 2,14 %) сталях. Чтобы отличить
критические точки при нагреве и охлаждении
рядом с буквой
![]() ставят буквус
или r
соответственно (например, точка
превращения аустенита в перлит при
охлаждении обозначается
ставят буквус
или r
соответственно (например, точка
превращения аустенита в перлит при
охлаждении обозначается
![]() ,
а точка превращения перлита в аустенит
при нагреве обозначается
,
а точка превращения перлита в аустенит
при нагреве обозначается![]() ).
).
Основные виды термической обработки сталей.
Отжиг
- фазовая перекристаллизация, заключающаяся
в нагреве выше
![]() с последующим медленным охлаждением.
Состояние приближается к равновесному.
Структура после отжига: перлит + феррит,
перлит или перлит + цементит.
с последующим медленным охлаждением.
Состояние приближается к равновесному.
Структура после отжига: перлит + феррит,
перлит или перлит + цементит.
Закалка
- нагрев выше
![]() с последующим быстрым охлаждением.
При медленном охлаждении аустенит
распадается на феррит + цементит. С
увеличением скорости охлаждения
превращение происходит при все более
низких температурах. Если скорость
охлаждения достаточно высока и
переохлаждение достаточно велико, то
выделения цементита и феррита не
происходит и аустенит превращается в
мартенсит. При аустенитно-мартенситном
превращении происходит только
перестройка решетки без
с последующим быстрым охлаждением.
При медленном охлаждении аустенит
распадается на феррит + цементит. С
увеличением скорости охлаждения
превращение происходит при все более
низких температурах. Если скорость
охлаждения достаточно высока и
переохлаждение достаточно велико, то
выделения цементита и феррита не
происходит и аустенит превращается в
мартенсит. При аустенитно-мартенситном
превращении происходит только
перестройка решетки без
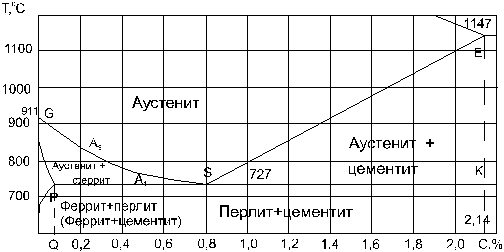
Рис. 2.47. “Стальной” участок диаграммы состояний сплава Fe – C
изменения
концентрации реагирующих фаз. Углерод
из раствора не выделяется, а атомы
железа из решетки гранецентрированного
куба перестраиваются в о.ц.к.
решетку. Для кристаллической решетки
мартенсита характерна тетрагональность
(соотношение осей не равно единице
вследствие наличия в растворе углерода),
что обуславливает высокие внутренние
напряжения. Кристаллы мартенсита
представляют собой пластины, расположенные
параллельно или пересекающиеся под
определенными углами, поскольку
мартенсит образуется лишь по определенным
кристаллографическим направлениям в
аустените. Размер кристаллов мартенсита
тем больше, чем более однородна и
совершенна структура аустенита.
Превращение аустенита в мартенсит
происходит в определенном температурном
интервале, ограниченном точками
![]() (начало превращения) и
(начало превращения) и![]() (конец превращения). Положение точек
(конец превращения). Положение точек![]() и
и![]() не зависит от скорости охлаждения и
определяется химическим составом
аустенита. Если точка
не зависит от скорости охлаждения и
определяется химическим составом
аустенита. Если точка![]() лежит ниже нормальной температуры,
то не весь аустенит превращается в
мартенсит. Количество остаточного
аустенита зависит от химического состава
и условий закалки стали.
лежит ниже нормальной температуры,
то не весь аустенит превращается в
мартенсит. Количество остаточного
аустенита зависит от химического состава
и условий закалки стали.
Полученная в результате закалки мартенситная структура придает стали высокую твердость, хрупкость. В сравнении с отожженным состоянием существенно повышаются электросопротивление, коэрцитивная сила, снижаются магнитная проницаемость, намагниченность насыщения и остаточная индукция.
Отпуск
- нагрев закаленной стали ниже
![]() с последующим медленным или быстрым
охлаждением. Исходной является
структура закаленной стали, состоящая
из мартенсита и аустенита. При повышении
температуры отпуска до 200С
происходит так называемое первое
превращение
при отпуске. Рентгеновский анализ
показывает, что в этом диапазоне
температур уменьшается степень
тетрагональности решетки мартенсита,
то есть соотношение параметров решетки
с последующим медленным или быстрым
охлаждением. Исходной является
структура закаленной стали, состоящая
из мартенсита и аустенита. При повышении
температуры отпуска до 200С
происходит так называемое первое
превращение
при отпуске. Рентгеновский анализ
показывает, что в этом диапазоне
температур уменьшается степень
тетрагональности решетки мартенсита,
то есть соотношение параметров решетки
![]() стремится к единице, что связано с
выделением углерода из раствора. При
этом образуются тонкие (несколько
атомных слоев) пластинки карбида,
когерентно связанные с твердым раствором.
Получившаяся структура носит название
отпущенного мартенсита.Второе
превращение
при отпуске захватывает интервал
температур 200-300 С.
В этом интервале остаточный
аустенит превращается в отпущенный
мартенсит. Повышение температуры более
чем на 300 С,
приводит к полному выделению углерода
из раствора, и снятию внутренних
напряжений. Карбиды обособляются и
превращаются в цементит (Fe3C).
Сумма этих изменений характеризует
третье
превращение
при отпуске. При 400 С
третье превращение заканчивается, и
сталь состоит из феррита и цементита.
Дальнейшее повышение температуры
приводит к коагуляции частиц феррита
и цементита.
стремится к единице, что связано с
выделением углерода из раствора. При
этом образуются тонкие (несколько
атомных слоев) пластинки карбида,
когерентно связанные с твердым раствором.
Получившаяся структура носит название
отпущенного мартенсита.Второе
превращение
при отпуске захватывает интервал
температур 200-300 С.
В этом интервале остаточный
аустенит превращается в отпущенный
мартенсит. Повышение температуры более
чем на 300 С,
приводит к полному выделению углерода
из раствора, и снятию внутренних
напряжений. Карбиды обособляются и
превращаются в цементит (Fe3C).
Сумма этих изменений характеризует
третье
превращение
при отпуске. При 400 С
третье превращение заканчивается, и
сталь состоит из феррита и цементита.
Дальнейшее повышение температуры
приводит к коагуляции частиц феррита
и цементита.
Структура, механические и магнитные свойства сталей после закалки и отпуска. Изменение структуры сталей под влиянием термообработки приводит к существенному изменению их свойств.
В отожженном или
высокоотпущенном (температура отпуска
![]() >
400 C)
состояниях сталь состоит из феррита и
включений карбидов (цементита). Феррит
обладает низкой прочностью и высокой
пластичностью, цементит же при нулевом
значении удлинения и сужения имеет
высокую твердость. Более высокое
значение прочности и меньшая
пластичность сплавов с содержанием
углерода более 0,01 %, объясняются
упрочняющим действием карбидных
частиц. При малом количестве
цементитных включений пластическая
деформация развивается относительно
беспрепятственно, и материал
характеризуется невысокой твердостью.
Если таких частиц будет больше, например
если при термообработке измельчаются
частицы цементита, то вокруг этих частиц
образуются искажения кристаллической
решетки, что препятствует движению
дислокаций, и сталь упрочняется.
Наоборот, в результате укрупнения частиц
освободятся некоторые объемы феррита
для движения дислокаций, и способность
стали к пластической деформации
увеличивается. Количество карбидных
частиц постоянного размера зависит от
содержания углерода в стали, поэтому с
увеличением содержания углерода
повышаются значения прочности и
понижаются значения пластичности как
для отожженного, так и высокоотпущенного
состояний. При данном же содержании
углерода число карбидных частиц, а,
следовательно, и площадь поверхности
раздела фаз будут возрастать при
измельчении карбидов. Более высокая
дисперсность карбидной фазы объясняет
более высокую прочность закаленной и
отпущенной стали по сравнению с
отожженной. Повышение
>
400 C)
состояниях сталь состоит из феррита и
включений карбидов (цементита). Феррит
обладает низкой прочностью и высокой
пластичностью, цементит же при нулевом
значении удлинения и сужения имеет
высокую твердость. Более высокое
значение прочности и меньшая
пластичность сплавов с содержанием
углерода более 0,01 %, объясняются
упрочняющим действием карбидных
частиц. При малом количестве
цементитных включений пластическая
деформация развивается относительно
беспрепятственно, и материал
характеризуется невысокой твердостью.
Если таких частиц будет больше, например
если при термообработке измельчаются
частицы цементита, то вокруг этих частиц
образуются искажения кристаллической
решетки, что препятствует движению
дислокаций, и сталь упрочняется.
Наоборот, в результате укрупнения частиц
освободятся некоторые объемы феррита
для движения дислокаций, и способность
стали к пластической деформации
увеличивается. Количество карбидных
частиц постоянного размера зависит от
содержания углерода в стали, поэтому с
увеличением содержания углерода
повышаются значения прочности и
понижаются значения пластичности как
для отожженного, так и высокоотпущенного
состояний. При данном же содержании
углерода число карбидных частиц, а,
следовательно, и площадь поверхности
раздела фаз будут возрастать при
измельчении карбидов. Более высокая
дисперсность карбидной фазы объясняет
более высокую прочность закаленной и
отпущенной стали по сравнению с
отожженной. Повышение
![]() ,
приводящее к укрупнению цементитных
частиц, снижает прочность.
,
приводящее к укрупнению цементитных
частиц, снижает прочность.
Высокая твердость мартенсита объясняется тем, что элементарные кристаллические ячейки его искажены, вследствие чего пластическая деформация затруднена и образование сдвигов в мартенсите почти невозможно. Чем больше углерода в стали, тем больше искаженность тетрагональной решетки мартенсита и больше его твердость. Изложенные представления иллюстрируются представленными на рис. 2.48 экспериментальными зависимостями твердости закаленных сталей с различным содержанием углерода от температуры отпуска.
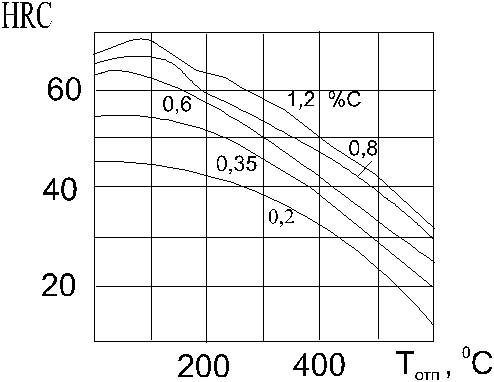
Рис. 2.48. Зависимость твердости закаленных углеродистых сталей с различным содержанием углерода от температуры отпуска
Особенности
структуры оказывают большое влияние
не только на механические, но и на
другие физические, в том числе
магнитные, свойства. Рассмотрим это на
примере коэрцитивной силы
![]() .
.
Влияние размера частиц. Монокристалл чрезвычайно чистого железа обладает коэрцитивной силой ~ 1 А/м. Тот же самый материал в виде порошка с размером частиц ~ 200 А может иметь коэрцитивную силу 8 .104 А/м и более. Таким образом, коэрцитивная сила может быть сильно увеличена путем уменьшения размера частиц материала. Структурно нечувствительные свойства от изменения размеров частиц не зависят.
Влияние величины зерна. Измельчение зерна однородного металла приводит к повышению коэрцитивной силы, а также к увеличению твердости и временного сопротивления разрушению. Эмпирически эта зависимость выражается следующей формулой:
![]() ,
(2.99)
,
(2.99)
где
![]() -
диаметр зерна,A
и B
- константы, причем для чистого железа
A
= 0,0022 (А), B
= 0 (А/см); для электролитического
железа: A
= 0,004 (А), B
= 0,32 (А/см). Очевидно, величина B
обусловлена
наличием примесей.
-
диаметр зерна,A
и B
- константы, причем для чистого железа
A
= 0,0022 (А), B
= 0 (А/см); для электролитического
железа: A
= 0,004 (А), B
= 0,32 (А/см). Очевидно, величина B
обусловлена
наличием примесей.
Влияние дисперсной
фазы внутри зерна.
Из опытов известно, что
![]() резко возрастает при выделении
немагнитной фазы в мелкодисперсной
форме. Примером такого влияния является
выделение карбидов, нитридов и оксидов
в сталях.
резко возрастает при выделении
немагнитной фазы в мелкодисперсной
форме. Примером такого влияния является
выделение карбидов, нитридов и оксидов
в сталях.
Если в ферромагнетике имеются мелкие включения пара- или диамагнитной фазы, то они препятствуют движению междоменных границ и затрудняют намагничивание (см. п. 3.5). При этом уменьшается проницаемость и растет коэрцитивная сила.
Для коэрцитивной силы имеется следующее оценочное выражение:
![]() ,
(2.100)
,
(2.100)
где
![]() -
намагниченность насыщения;
-
намагниченность насыщения;
![]() - объемная
доля включений;
- объемная
доля включений;
![]() - толщина границы между доменами;
- толщина границы между доменами;![]() - диаметр включения.
- диаметр включения.
Из формулы (2.100)
следует, что коэрцитивная сила зависит
как от общего относительного объема
включений, так и от степени их
дисперсности. Причем, при
![]() коэрцитивная сила увеличивается вместе
с растущим диаметром включения. В случае
коэрцитивная сила увеличивается вместе
с растущим диаметром включения. В случае![]() величина
величина![]() падает. Остается ожидать, что
падает. Остается ожидать, что![]() вблизи
вблизи![]() имеет максимум. Действительно,
экспериментально найденная зависимость
коэрцитивной силы от размера
имеет максимум. Действительно,
экспериментально найденная зависимость
коэрцитивной силы от размера![]() выделяющихся частиц цементита проходит
через максимум. Величина
выделяющихся частиц цементита проходит
через максимум. Величина![]() ,
соответствующая максимуму, приблизительно
равна толщине доменной границы. Если
,
соответствующая максимуму, приблизительно
равна толщине доменной границы. Если![]() не меняется, то прирост коэрцитивной
силы должен определяться объемом
включений, то есть величиной
не меняется, то прирост коэрцитивной
силы должен определяться объемом
включений, то есть величиной![]() .
.
Контроль качества закалки. По характеру зависимости магнитных свойств от температуры закалки можно выделить три группы сталей:
доэвтектоидные низколегированные стали;
эвтектоидные и заэвтектоидные низколегированные стали;
высоколегированные стали.
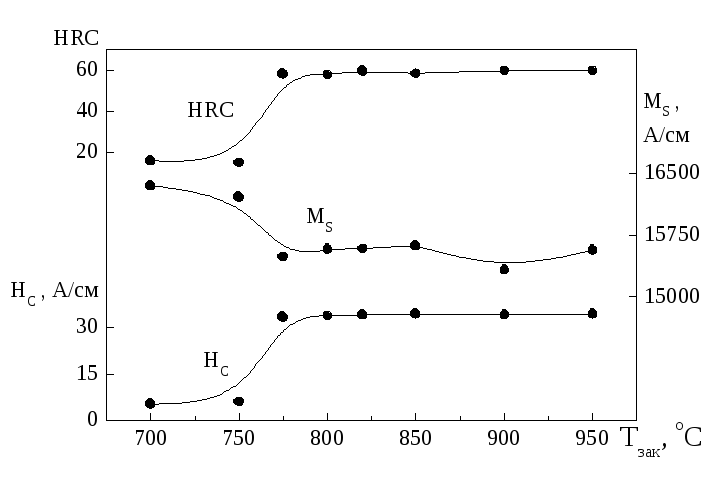
Рис. 2.49. Зависимость твердости и магнитных свойств стали 50Г