

Планирование поточной линии на предприятии машиностроения.
При проектировании и организации поточных линий выполняют расчеты определенных показателей, к которым относят следующие:
1. такт поточной линии – промежуток времени между выпуском изделия с последней операции или их запуском на 1-ю операцию поточной линии.
![]()
Тр – рабочее время
Тпер – время перерыва
В – выпуск продукции
2. Темп поточной линии – показатель обратный такту, выпуск продукции в данное время.
3. Ритм – количество изделий, выпускаемое в единицу времени. Определяется умножением такта на размер транспортной партии.
4. количество рабочих мест необходимых для создания поточной линии
5. длинна конвейера
6. скорость конвейера
При организации поточного производства выделяют понятие – задел производственный запас материалов для обеспеченияя бесперебойного поточного производства выделяют несколько типов заделов.
Типы заделов:
Технологический – те детали (изделия) находящиеся непосредственно в процессе обработки.
Транспортный – количество деталей (изделий) находящихся в процессе перемещения.
Резервный (страховой) – создается для нейтрализации случайных последствий, связанных с браком и перебоями.
Методы устранения монотонности труда в поточном производстве.
Шведский, Германский, Японский (кнопка остановки)
Типы производства их технико-экономическая характеристика.
Уровень издержек производства, показатели использования труда и оборудования во многой степени зависят от типа производства. Тип производства – совокупность организационно-технических и экономических особенностей производства, обусловленных номенклатурой изготовляемых изделий, объемами и степенью регулярности выпуска одноименной продукции. Факторы, определяющие тип производства: объем выпуска продукции, трудоемкости единицы продукции и действительного фонда времени работы оборудования в плановом периоде
Существуют 3 типа производства: массовое, серийное, единичное. В свою очередь серийное производство делится на крупносерийное, среднесерийное, мелкосерийное. Критерием отнесения производства к тому или иному типу является коэффициент закрепления операции. Отнесение предприятия к какому-либо типу производства носит условный характер, т. к. даже в отдельных цехах могут сочетаться разные типы. Единичный тип производства характеризуется широкой номенклатурой изготавливаемых изделий, малым объемом их выпуска, выполнением на каждом рабочем месте разных операций. Серийный – выпуск осуществляется партиями и за одним рабочим местом закрепляется несколько операций. Массовое – характеризуется узкой номенклатурой, большим объемом выпуска.
Организация производственного процесса во времени на предприятии машиностроения.
Для рациональной организации производственного процесса (ПП) надо упорядочить выполнение всех работ во времени и пространстве. Для организации производства во времени используют показатель – длительность производственного цикла – это календарный фонд времени от начала до окончания производства конкретного вида изделия. Длительность цикла выражается в днях, часах или минутах. Структура производственного цикла включает время рабочего периода и время перерыва. В течение рабочего времени выполняются технологические операции, работы подготовительно-заключительного характера, транспортные, контрольные операции.
Время перерыва включает в себя: время межоперационного пролеживания – такое время определяется перерывами партионности, ожиданиями и комплектованиями. Перерывы партионности возникают при изготовлении изделий партиями и обусловлены тем, что уже обработанные изделия пролеживают, т. е. ждут всю партию. Перерывы ожидания вызываются несогласованностью длительностью двух смежных операций. Еще в перерывы входит время межсменных перерывов, т.е время на обед, время между сменами, выходные и праздничные дни. Выходные и праздничные дни.
Т. О. общая формула длительности производcтвенного Цикла
![]()
Тп-з – подготовительно-заключительное время t, Тто – длительность тех. Операций, Тк – время контрольных операций, Ттр. – транспортные операции, Те – время естественных процессов, Тмо – время межоперационного пролеживания, Тпер - время межсменных перерывов
Существует три вида движения предметов труда в процессе изготовления продукта: последовательный, параллельный, параллельно-последовательный.
При последовательном виде движения вся партия деталей передается на следующую операцию только после окончания обработки всех деталей. Последовательный цикл в таком случае будет max.
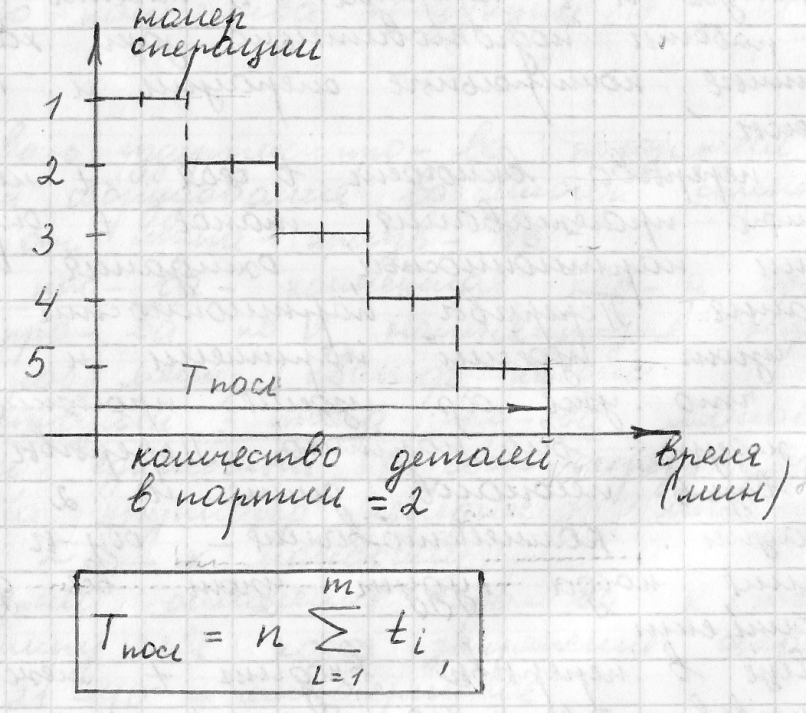
![]()
n – количество деталей в партии
m – количество операций
t – время обработки детали (изделия) на i-й операции
При параллельном типе движения каждая деталь передается на следующую операцию не ожидая остальных.
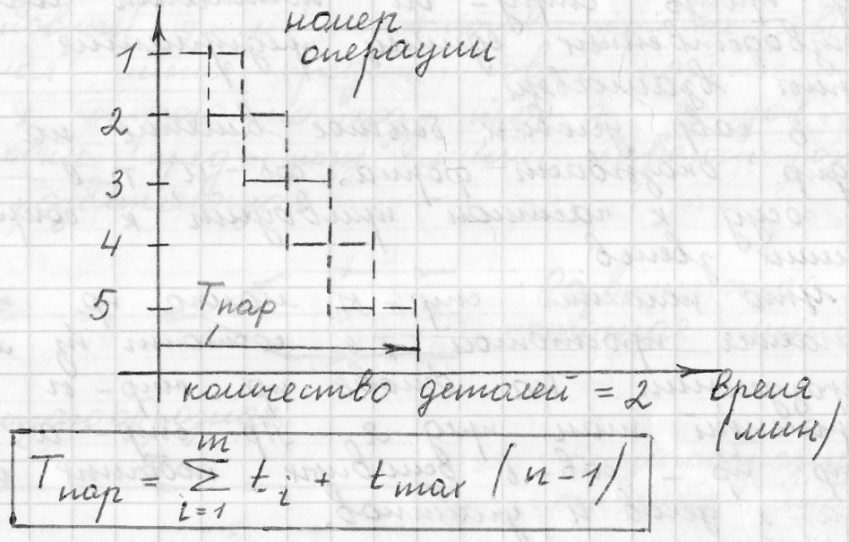
![]()
Длительность цикла при этом минимальна.
При параллельно – последовательном типе детали передаются транспортными партиями или поштучно при этом обр. на каждой партии не прерывается.
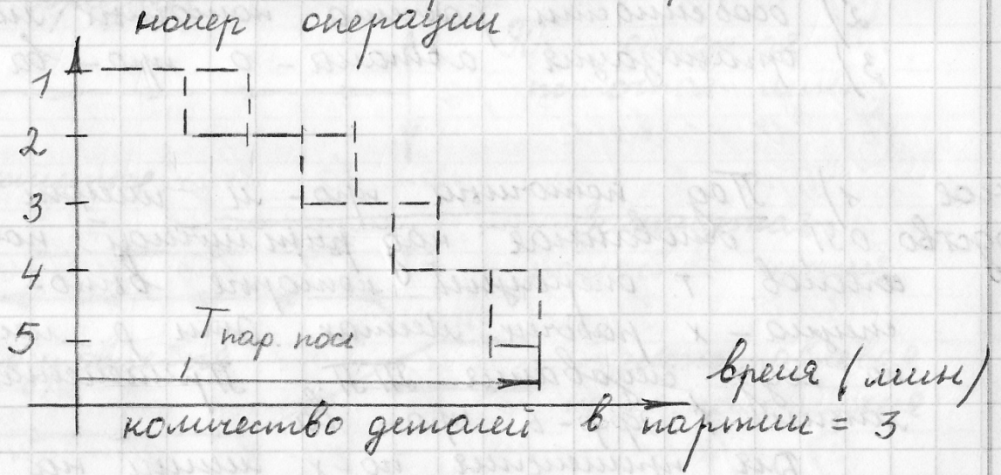
При этом длительность цикла будет больше чем при параллельном, но меньше чем при последовательном.
