

6.3.Электрические нагревательные устройства
Камерные электрические печи – электрические печи сопротивления, в которых заготовки нагреваются за счет поглощения тепловой энергии, выделяемой нагревательными элементами.
К материалам нагревательных элементов предъявляются следующие основные требования:
высокая жаростойкость – неокисляемость в условиях высоких температур;
высокая жаропрочность – достаточная механическая прочность при высоких температурах;
большое удельное электрическое сопротивление;
постоянство электрических свойств во времени.
Для работы при температурах до 1100 °С, как правило, применяют сплав Х20Н80 (нихром).
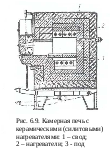
Для работы в широком диапазоне температур – от 1000 до 1400 °С – применяют неметаллические керамические силитовые стержни. Существенным их недостатком является высокая чувствительность к быстрому нагреву. Поэтому печи, оборудованные такими нагревателями, снабжаются трансформаторами, позволяющими регулировать напряжение до 50 % от номинального. В нагретом состоянии силитовые стержни очень хрупкие.
Силитовые нагреватели изготавливают в виде трубчатых стержней, на концы которых надеты трубки большого диаметра. Благодаря насадкам силитовые нагреватели имеют по краям 6–8-кратное сечение, и поэтому их концы сильно не нагреваются. К этим концам крепятся электрические контакты.
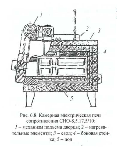
На рис. 6.8 представлена конструкция камерной электрической печи сопротивления СНО-8,5.17,5/10, имеющей размеры рабочего пространства 850×1750×500. Максимальная температура нагрева 1000 °С. Нагревательные элементы изготовлены из сплава Х20Н80. Они расположены на поду, своде и боковых стенках.
Конструкция печи с силитовыми нагревателями представлена на рис. 6.9.
Нагрев заготовок под ковку в электрических печах сопротивления не имеет существенных технологических преимуществ перед нагревом в пламенных печах. Такие электрические печи целесообразно применять, когда требуется поддержать высокую равномерность температуры в рабочем пространстве, когда необходима высокая точность регулирования температуры, когда нежелательно воздействие печных газов на заготовку.
 Соляные
электрованны
применяют для термической и химико-
термической обработки заготовок из
черных и цветных металлов в широком
диапазоне температур – от 150 до 1400 °С,
а также для пайки твердыми припоями и
нагрева металла перед ковкой.
Соляные
электрованны
применяют для термической и химико-
термической обработки заготовок из
черных и цветных металлов в широком
диапазоне температур – от 150 до 1400 °С,
а также для пайки твердыми припоями и
нагрева металла перед ковкой.
В частности, соляные ванны используют:
Рис.
6.8. Камерная электрическая печь
сопротивления
СНО-8,5.17,5/10:
1 – механизм;
2
– нагревательные элементы;
3
– свод; 4 – боковая стенка; 5 – под
до 850 °С – для нагрева под закалку углеродистой стали, отжига стали и цветных сплавов;
до 1000 °С – для нагрева под закалку углеродистой и низколегированной стали, термообработку чугунных отливок, ковку;
до 1300 °С – для нагрева под закалку быстрорежущей стали, отжига корозионно-стойкой стали.
Наиболее распространенные составы солей и щелочей приведены в табл. 6.1.
В качестве жидких нагревательных сред применяют расплавленные металлы (свинец и его сплавы, силумин), расплавленные соли, щелочи, масла.
 Нагрев
в жидких средах по сравнению с печами
имеет свои преимущества: металл быстрее
нагревается, не окисляется, равномернее
распределяется температура в заготовке.
При работе с цианистыми солями и со
свинцом требуется особо строго выполнять
правила техники безопасности.
Нагрев
в жидких средах по сравнению с печами
имеет свои преимущества: металл быстрее
нагревается, не окисляется, равномернее
распределяется температура в заготовке.
При работе с цианистыми солями и со
свинцом требуется особо строго выполнять
правила техники безопасности.
На рис. 6.10 показана низкотемпературная соляная электрованна СВС-2,4.4/8,5. Заготовки нагреваются в расплаве хлористых солей. Электрованна оборудована однофазной электродной группой. Электроды расположены на одной стороне тигля ванны близко друг к другу, что не допускает протекания тока в рабочем пространстве.
Таблица 6.1
Состав и характеристика солей и щелочей
|
Соли, щелочь |
Температура, °С | |
|
плавления |
Применения | |
|
100 % BaCl2 |
960 |
1000 – 1400 |
|
95 % Ba Cl2 + 5 % MgF2 |
940 |
1200 – 1300 |
|
68 % Ва Cl2 + 30 % NaCl + 2 % MgF2 |
650 |
700 – 1050 |
|
5 % Ва Cl2 + 50 % NaCl |
– |
750 – 950 |
|
44 % NaCl + 56 % КCl |
660 |
720 – 900 |
|
50 % NaCl + 50 % Na2CO3 |
577 |
650 – 870 |
|
53 % NaCN + 47 % KCN |
445 |
500 – 550 |
|
50 % NaNO3 + 50 % KNO3 |
220 |
280 – 550 |
|
100 % NaOH |
320 |
350 – 450 |
|
100 % KOН |
360 |
390 – 450 |
|
35 % NaOH + 65 % KOH |
155 |
160 – 400 |
Сущность
индукционного нагрева заключается в
том, что металлическая заготовка,
помещенная в переменном магнитном поле,
нагревается за счет джоулевой теплоты,
возникающей в ней вследствие индуктированных
вихревых токов.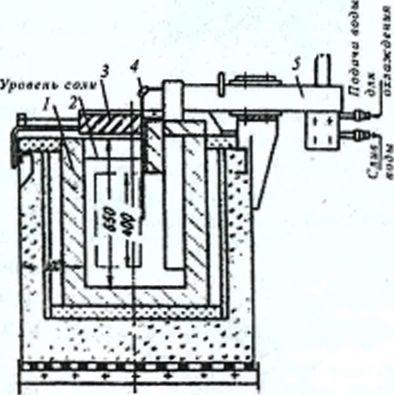
Рис.
6.10 Соляная электрованна СВС-2,4.4/8,5: 1 –
футеровка;
2
– крышка; 3 – термопара;
4
- электрод
Если
расположить два проводника рядом и
пропустить по ним ток, то произойдет
сложение магнитных полей и силовые
линии суммарного магнитного поля будут
располагаться, как показано на рис.
6.11,б.
Если же пропустить ток по соленоиду
(индуктору), то внутри него образуется
однородное концентрированное
магнитное поле, направленное параллельно
его оси. Расположение магнитных силовых
линий в индукторе показано на рис.
6.11,в.

Рис.
6.11. Магнитное поле проводников и
соленоида:
а
– магнитное поле одного проводника; б
– магнитное поле двух проводников;
в
– магнитное поле соленоида
Внутри индуктора помещается нагреваемая заготовка, выполняющая роль сердечника. При пропускании по оболочке индуктора переменного тока возникает магнитное поле индукции, под влиянием которого в заготовке индуктируются вихревые токи (токи Фуко). Эти токи, замыкаясь в плоскостях, перпендикулярных к вектору магнитной индукции, вызывают нагрев заготовки.
То,
что вся необходимая для нагрева заготовки
теплота возникает в самой заготовке,
выгодно отличает метод индукционного
нагрева от других.
При индукционном нагреве почти не образуется окалина и не формируется обезуглероженный поверхностный слой.
Недостатком индукционного нагрева являются значительные потери энергии (до 30 %), обусловленные необходимостью преобразования электрического тока.
Рис.
6.12. Индуктор с нагреваемой заготовкой:
1
– заготовка; 2 – индуктор; 3 –
высокочастотный генератор
Машинные генераторы включают в себя асинхронный электродвигатель, питающийся трехфазным током промышленной частоты, и генератор, ротор которого расположен на одном валу с ротором двигателя.