

Геометричні параметри токарних різців з пластинами з твердого сплаву (за гост 18878 – 73)
|
h |
b |
L |
n |
n1 |
l |
R | ||
|
φ=45º |
φ=60º |
φ=45º |
φ=60º | |||||
|
16 |
10 |
100 |
6 |
4.5 |
5 |
4 |
8 |
0.5 |
|
20 |
12 |
120 |
7 |
6 |
5.5 |
5.5 |
10 |
1.0 |
|
20 |
16 |
120 |
9 |
7 |
8 |
6.5 |
12 |
1.0 |
|
25 |
16 |
140 |
9 |
7 |
8 |
6.5 |
12 |
1.0 |
|
32 |
20 |
170 |
12 |
9 |
10.5 |
8.5 |
16 |
1.5 |
|
32 |
25 |
170 |
14 |
11 |
12.5 |
10.5 |
20 |
2.0 |
|
40 |
25 |
200 |
14 |
- |
12.5 |
- |
20 |
2.0 |
Таблиця П 8
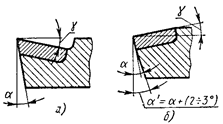
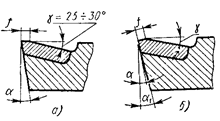
Форма передньої поверхні різців
|
Позначення, найменування |
Ескіз передньої поверхні |
Сфера використання | |
|
а – для різців з швидкоріжучої сталі |
б – для різців з пластинками з твердих сплавів | ||
|
Плоска |
|
Обробка чавуну та сталі при s ˂ 0,2 мм/об. для фасонних різців складного контура |
Обробка сталі з σвр ˃ 80кГ/мм2 при достатній жорсткості та вібростійкості заготовки. Необхідний стружколамач |
|
Плоска з фаскою |
|
Обробка сталі при s ˃ 0,2 мм/об. |
Обробка сірого і ковкого чавуну, обробка сталі з σвр ˃ 80кГ/мм2 при достатній жорсткості та вібростійкості заготовки. Необхідний стружколамач |
|
Радіусна з фаскою |
|
Обробка сталі з забезпеченням стружкозламу |
Обробка сталі з σвр ≤ 80кГ/мм2 при t = 1÷5 мм, s ≥ 0,3 мм/об. Ламання стружки забезпечується лункою: В = 2÷2,5 мм; R = 4÷6 мм, глибина лунки 0,1‑0,15 мм. |

Таблиця П 9
Кути ріжучої частини різців
|
Оброблюваний матеріал |
Матеріал ріжучої частини і форма передньої поверхні |
Геометричні параметри ріжучої частини | ||||
|
Розмір фаски в мм |
γф0 |
γс |
αс |
λс | ||
|
Точіння, розточування і стругання | ||||||
|
Сталь вуглецева, легована, інструментальна, сталеве лиття НВ<340; σвр<120 Кг/мм2 |
БС, ІІа, ІІІа |
|
|
25-30 |
8-12 |
0 |
|
Чавун сірий і ковкий НВ<220 |
БС, Іа,ІІа,ІІІа |
- |
- |
12-18 |
8-12 |
-4÷+4 |
|
Мідь |
БС, ІІа,ІІІ |
|
|
25-30 |
10-15 |
- |
|
Бронза, латунь |
|
|
|
25-30 |
|
|
|
Сталь конструкційна, вуглецева, легована, сталеве лиття: σвр<100 Кг/мм2 σвр>100 Кг/мм2 |
ТС, ІІб,ІІІб Іб,ІІб |
- |
-3÷-5 |
12-8 |
15 |
12 |
|
Точіння і розточування | ||||||
|
Чавун сірий НВ<220 НВ>220 |
ТС, ІІб, ІІІб |
|
-3÷-5 |
12-8 |
6-10 |
- |
|
Безперервне точіння | ||||||
|
Нержавіюча жаростійка сталь: 25Х2МФА; 1Х12Н2ВМФ; 1Х17Н2; 4Х12Н818МФБ; Х12Н20Т3Р; 1Х21Н5Т; 0Х12Н28В3ТЗІОР |
ТС, ІІб |
0,2-0,3 |
-5 |
12-15 |
10 |
10 |
|
ІХ13: 2Х13; 3Х13; 4Х13 |
ТС, ІІІб |
0,2-0,3 |
-5 |
15 |
10 |
10 |
|
Х23Н18 ЕИ654 |
ТС, Іа |
0,3-0,4 |
|
5-10 |
8-10 |
10 |
|
1Х12ВНМФ |
0,6-0,8 |
15-10 |
- |
6-8 |
- | |
|
4Х14Н14В2М |
0,6 |
10-20 |
12 |
10 |
10 | |
|
Х18Н9Т |
-5 |
10 |
10-12 |
- | ||
|
Відрізання, прорізання канавок | ||||||
|
Нержавіюча, жаростійка сталь: 1Х17Н2; 12МХ; 4Х14Н14В2М; Х18Н9Т; 4Х12Н8Г8МФБ |
ТС, ІІб ІІІб |
0,15-0,2 |
-5 |
10-12 |
8-12 |
0 |
|
1Х13; 2Х13; 3Х13; 4Х13; 25Х2МФА; 1Х12Н2ВМФ |
|
0,5-1,0 |
-5 |
10-12 |
8-12 |
0 |
|
Безперервне точіння | ||||||
|
Жаростійкі сплави на нікелевій та залізонікелевій основі: ХН77ТЮ; ХН77ТЮР; ХН35ВТЮ ХН70ВМЮТ, ХН35ВТ, ХН35ВМТ |
ТС, 1а, ІІб БС, Іа |
0,2-0,3 |
-5 |
12-15 |
12-10 |
- |
|
Точіння з перервою | ||||||
|
ХН70ВМТЮ |
БС, Іа |
- |
- |
10-15 |
12-15 |
0 |
|
Відрізання, прорізання канавок | ||||||
|
ХН77ТЮ, ХН77ТЮР ХН35ВТ |
ТС, ІІб ТС,Іа |
|
|
|
|
|
|
Титанові сплави ВТ і ОТ |
ТС, Іа, ІІб |
Безперервне точіння | ||||
|
- |
- |
5-7 |
10-12 |
0 | ||
|
Точіння по корці, обдирання | ||||||
|
0,2-0,3 |
-5 |
0 |
10-12 |
5-10 | ||
|
Відрізання, прорізання канавок | ||||||
|
0,2-0,3 |
0÷5 |
10 |
10 |
- | ||
|
Безперервне точіння | ||||||
|
Сталь: σвр<70 Кг/мм2, σвр>70 Кг/мм2 |
МК, ІІб,ІІІб |
0,2-0,3 |
-5÷-10 |
10-15 |
8-10 |
0-5 |
|
Чавун: НВ<220, НВ>220 |
МК, ІІб |
-5 |
0-5 |
8-10 |
0- | |
Значення кутів φ і φ1 Таблиця П 10
|
Умови роботи |
φ0 |
Умови роботи |
φ0 |
|
Обточування ступінчатих заготовок недостатньої жорсткості, обточування, розточування, стругання ступінчатих поверхонь, підрізання, прорізання, відрізання |
90 |
Для прохідних різців: із швидкоріжучої сталі
з пластинами із твердого сплаву |
5-10
15 |
|
Для відрізних різців при відрізанні заготовок |
80 |
Для прохідних різців при роботі з врізанням: до 3 мм понад 3 мм |
15 20-30 |
|
Точіння на прохід заготовок малої жорсткості, розточування чавуну |
60-75 |
Для підрізних і розточних різців: з швидкоріжучої сталі з пластинами із твердого сплаву |
10-15 20 |
|
Точіння і стругання жорстких заготовок |
45-60 |
Для прорізних і відрізних різців |
1-2 |
|
Точіння жорстких заготовок прохідними різцями |
30-60 |
Для різців з відігнутою головкою: до 20х30 мм більше 20х30 мм |
45 30 |
|
Чистове точіння з невеликою глибиною різання, стругання з великими подачами (4-6 мм) |
10-30 |
Для широких різців |
0 |
Значення r,fo і φ0 Таблиця П 11
|
Різці та умови роботи |
r | |
|
Прохідні та розточні: при s<0,2мм/об при s>0,2 мм/об Підрізні Прорізні, відрізні Розточні: при чистовій обробці при чорновій обробці |
0,5-5 1-3 0,5-2,0 0,2-0,8 0,2-0,5 0,75-1,5 | |
|
Різці та умови роботи |
fo |
φо |
|
Прорізні Відрізні Твердосплавні прохідні |
0,23 0,5-1,0 <2,0 |
750 450 15-200 |
Таблиця П 12