

МИНИСТЕРСТВО ВЫСШЕГО И ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
Белгородская государственная технологическая академия строительных материалов
Л.В.Лебедев
ОСНОВЫ ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
Утверждено советом академии в качестве учебного пособия для студентов специальности 120100 – Технология машиностроения
Белгород, 1997
УДК 621.91
Лебедев Л.В. Основы технологии машиностроения: Учеб. пособие. – Белгород: Изд. БелГТАСМ, 1997. –243 с.
В пособии, после основных терминов и определений по дисциплине, приводятся сведения из теории базирования и размерных цепей; рассматриваются характеристики качества и показатели технологичности изделий; большое внимание уделяется вопросам точности изготовления деталей и формированию заданных свойств их поверхностей; излагаются принципы проектирования единичных и типовых технологических процессов, технико-экономическое обоснование их эффективности, а также принципы организации групповой обработки.
Табл. 15. Ил. 113. Список лит.: 16 назв.
Рецензенты: А.А. Гусев, д.т.н., проф. (МТУ “Мосстанкин”, г.Москва); кафедра машиностроения и робототехнических комплексов (БелГТАСМ, г.Белгород)
Белгородская государственная технологическая академия строительных материалов
( БелГТАСМ ), 1997
БелГТАСМ ), 1997
ОГЛАВЛЕНИЕ
ВВЕДЕНИЕ 8
1. ТЕРМИНЫ, ОПРЕДЕЛЕНИЯ И СТАНДАРТЫ 8
2. ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ В МЕХАНОСБОРОЧНОМ ПРОИЗВОДСТВЕ 22
3. ЭЛЕМЕНТЫ ТЕОРИИ БАЗИРОВАНИЯ 31
3.1. Основные понятия» термины и определения 31
3.2. Частные случаи и примеры базирования заготовок при механической обработке. 34
3.3. Разновидности баз. 40
3.4. Искусственные технологические базы и дополнительные опорные поверхности 47
3.5. Черновые технологические базы 48
3.6. Принцип единства (совмещения) баз 50
3.7. Принцип постоянства баз 54
3.8. Особенности использования технологических баз при обработке заготовок деталей машин 56
4. ОСНОВНЫЕ СВЕДЕНИЯ ИЗ ТЕОРИИ РАЗМЕРНЫХ ЦЕПЕЙ 58
4.1. Назначение размерных цепей и задачи, решаемые с их помощью 58
4.2. Терминология и классификация размерных цепей 59
4.3. Методы и примеры расчетов размерных цепей 64
4.4. Решение пространственных размерных цепей 69
5. КАЧЕСТВО МАШИН И ИХ ЭЛЕМЕНТОВ 70
5.1. Общие сведения о качестве изделий машиностроения 70
5.2. Качество деталей машин 74
5.3. Технологичность изделий 78
5.3.1. Общие сведения о технологичности и методах её оценки 78
5.3.2. Технологические требования к изделиям машиностроения 79
5.3.3. Технологические требования к деталям машин 80
5.3.4. Технологические требования к поверхностям деталей машин 88
5.3.5. Основные показатели технологичности заготовок деталей машин 92
5.3.6. Количественная оценка технологичности конструкции 97
5.3.7. Дополнительные показатели технологичности конструкции 100
6. ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ 105
6.1. Погрешности механической обработки и способы достижения точности 105
6.1.1. Метод пробных ходов и промеров 107
6.1.2. Метод автоматического получения размеров на предварительно настроенном станке 108
6.1.3. Другие способы достижения точности обработки 110
6.2. Погрешности обработки, возникающие вследствие геометрических погрешностей станков 111
6.3. Погрешности, вызываемые неточностью и износом режущего инструмента 115
6.4. Погрешности обработки, связанные с деформациями технологической системы под действием сил резания 122
6.4.1. Понятие о жёсткости и податливости технологической системы 122
6.4.2. Методы расчётов погрешностей обработки 125
6.4.3. Влияние жесткости технологической системы на производительность обработки 131
6.4.4. Методы определения жёсткости технологической системы 132
6.4.5. Основные направления в повышении жёсткости технологической системы 134
6.5. Погрешности, обусловленные тепловыми деформациями технологической системы 135
6.5.1. Общая характеристика температурных деформаций 135
6.5.2. Тепловые деформации станков 136
6.5.3. Тепловые деформации заготовок 138
6.5.4. Тепловые деформации режущего инструмента 139
6.5.5. Погрешности теоретической схемы обработки 140
6.6. Статистические методы в технологии машиностроения 141
6.6.1. Понятие о случайных погрешностях и законах их распределения 141
6.6.2. Композиции законов распределения и правила суммирования погрешностей 146
6.6.3. Примеры применения закона нормального распределения размеров в технологии машиностроения 147
6.6.4. Возможности применения статистических методов в технологии машиностроения 151
6.6.5. Точечные диаграммы и их применение для исследования точности обработки 152
6.7. Настройка станков. Способы и погрешности настройки 157
6.7.1. Общие сведения о настройке и погрешностях настройки станков 157
6.7.2. Настройка станков по пробным деталям 158
6.7.3. Настройка станков по эталонам 161
6.7.4. Преимущества и недостатки способов 162
6.8. Погрешности установки заготовок 163
6.8.1. Рассеивание размеров, связанное с погрешностью установок 163
6.8.2. Погрешности базирования 163
6.8.3. Погрешности закрепления 165
6.8.4. Погрешности положения заготовок в приспособлениях 166
6.9. Погрешности, вызываемые перераспределением внутренних напряжений в заготовках в процессе их обработки 168
6.9.1. Напряжения в заготовках 168
6.9.2. Напряжения в отливках 169
6.9.3. Напряжения и деформации в других заготовках 170
6.10. Определение суммарной погрешности механической обработки 172
6.10.1. Суммарная погрешность при обработке на предварительно настроенном станке 172
6.10.2. Суммарная погрешность при обработке методом пробных ходов и промеров 175
6.11. Пути повышения точности механической обработки 176
6.11.1. Задачи технологических служб 176
6.11.2. Расчёт режимов резания, обеспечивающих необходимую точность и высокую производительность обработки 177
6.11.3. Сокращение первичных погрешностей механической обработки 178
6.11.4. Управление точностью обработки 180
7. КАЧЕСТВО ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН. 186
7.1. Общие сведения 186
7.2. Геометрические характеристики качества поверхности деталей 186
7.3. Возникновение шероховатости на поверхностях деталей машин 190
7.3.1. Влияние геометрии процесса обработки на шероховатость точёных и строганых поверхностей 190
7.3.2. Шероховатость поверхности при цилиндрическом фрезеровании 191
7.3.3. Влияние режима обработки на шероховатость поверхности 191
7.3.4. Влияние геометрии и режима процесса шлифования на шероховатость поверхности 194
7.3.5. Влияние смазывающе-охлаждающей жидкости 195
7.4. Влияние вибраций технологической системы на формирование рельефа поверхности 196
7.5. Изменение физико-механических свойств поверхностей заготовок в процессе изготовления деталей 198
7.5.1. Состояние поверхностного слоя заготовок 198
7.5.2. Состояние поверхностного слоя деталей 198
7.5.3. Остаточные напряжения в поверхностных слоях деталей 201
7.6. Методы исследования свойств поверхностных слоев 203
7.7. Влияние качества поверхностей на эксплуатационные свойства деталей машин 203
7.8. Понятие о технологической наследственности 208
8. ПРИПУСКИ НА ОБРАБОТКУ ПОВЕРХНОСТЕЙ 209
8.1. Общие сведения о припусках на обработку и их функциях 209
8.2. Методы назначения припусков на обработку 210
8.3. Расчет величины минимального припуска 214
8.4. Промежуточные и исходные размеры заготовок 215
9. ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ 218
9.1. Классификация технологических процессов 218
9.2. Исходная информация для проектирования технологических процессов 220
9.3. Технико-экономические принципы проектирования технологических процессов 220
9.4. Последовательность технологического проектирования 221
9.5. Определение типа производства 223
9.6. Отработка изделия на технологичность и технологический контроль чертежа 224
9.7. Выбор заготовки для деталей машин 225
9.8. Выбор способов обработки поверхностей и назначение технологических баз 227
9.9. Составление технологического маршрута обработки 230
9.10. Назначение припусков и уточнение чертежа заготовки 233
9.11. Проектирование технологических операций 234
9.12. Выбор оборудования и приспособлений 243
9.13. Выбор режущего инструмента 244
9.14. Последовательность расчётов режимов резания для одноинструментальной обработки 246
9.15. Особенности расчётов режимов резания для многоинструментальной обработки 247
9.16. Способы расчёта экономичности вариантов технологических процессов 252
9.17. Технологическая документация 254
9.18. Разработка типовых технологических процессов 256
9.19. Основы проектирования групповых технологических процессов 260
СПИСОК ЛИТЕРАТУРЫ 265
Введение
Технологией машиностроения называют отрасль науки, занимающуюся изучением закономерностей, действующих в процессе производства изделий, с целью использования этих закономерностей для обеспечения требуемого качества изделий и наименьшей их себестоимости. Под технологией машиностроения принято понимать научную дисциплину, изучающую преимущественно процессы механической обработки деталей и сборки изделий (машин) и попутно затрагивающую вопросы выбора и изготовления заготовок, а также вопросы проектирования и использования средств технологического оснащения. Самостоятельное значение в машиностроении имеют технологии литейного, кузнечно-пресового, сварочного и других производств.
В своем развитии технология машиностроения в течение немногих лет прошла путь от простой систематизации производственного опыта механической обработки деталей и сборки машин до создания научно обоснованных положений, разработанных на базе теоретических исследований и научно проведенных экспериментов, с использованием достижений фундаментальных наук: математики, физики, механики, кибернетики, электроники, металлофизики и пр.
Дальнейшее развитие технологии машиностроения предполагается на базе механизации и автоматизации технологических процессов, перехода к методам безлюдной технологии с управлением процессами от ЭВМ, повсеместным внедрением автоматики и робототехники, а также более широком внедрении принципиально новых технологий таких, как лазерная, плазменная, с использованием сверхвысоких давлений и др.
Технология машиностроения является основной профилирующей дисциплиной для студентов специальности 12.01.00, определяющей уровень профессиональной подготовки инженеров. Ее дополняют следующие дисциплины: оптимизация технологических процессов, основы технологии гибких производственных систем, автоматизация производственных процессов и др.
-
Термины, определения и стандарты
В своей деятельности машиностроители пользуются большим числом специфических терминов и определений. В процессе развития технологических дисциплин они уточнялись и корректировались. С внедрением в производства Единой Системы Конструкторской Документации (ЕСКД), Единой Системы Технологической Документации (ЕСТД), Единой Системы Технологической Подготовки Производства (ЕСТПП), Системы Стандартов Безопасности Труда (ССБТ) и др., с целью единообразного толкования, Смысловые значения многих терминов стандартизированы и указываются в соответствующих ГОСТ и ОСТ. Для успешного изучения курса «Технология машиностроения» ниже приводится минимум конструкторских и технологических понятий и терминов, твердое знание которых для студента совершенно необходимо.
Изделие– любой предмет или набор предметов производства, подлежащих изготовлению на предприятии (ГОСТ 2.101-68*). Изделие – единица промышленной продукции, количество которой может исчисляться в штуках или экземплярах. Таким образом, изделиями называют всё, что может изготавливаться на предприятиях и характеризоваться дискретной величиной. К изделиям соответствующих предприятий относят, например булавку, чайник, подъемный кран, подводную лодку и т.д. На практике иногда количество изделий выражают непрерывной величиной, например, килограмм (но может быть и полкилограмма) гвоздей, винтов заклепок и т.д. К изделиям не относят всю непромышленную продукцию, включая штучную (например, туши, шкуры и др.), а также промышленную нештучную (например, сырье, химикаты и пр.).
Деталь– изделие, изготовленное из однородного по наименованию и марке материала, без применения сборочных операций. Примерами деталей являются: шплинт, гайка, литой или штампованный корпус и т.п. У каждой детали, участвующей в сборке, имеются сопрягающиеся несоприкасающиеся поверхности. Те и другие могут быть функциональными (исполнительными или рабочими), например, эвольвентные поверхности зубчатых колес, посадочные поверхности шейки вала и отверстия ступицы, поверхность турбинной лопатки, соприкасающейся с водой или с рабочим паром и т.п. Несопрягаемые и нефункциональные поверхности называют «свободными». Они участвуют лишь в оформлении конфигурации детали и могут обрабатываться с пониженной точностью или не обрабатываться совсем.
Сборочная единица–изделие, составные части которого подлежат соединению между собой на предприятии-изготовителе сборочными операциями (например, сваркой, клёпкой, напрессовкой и др.). Сборочными единицами токарного станка являются: коробка скоростей, суппорт, задняя бабка, шпиндельный узел и др. Они могут быть собраны независимо друг от друга, и затем поступить на общую сборку станка. Такие сборочные единицы в технологии машиностроения называют узлами. В общем случае сборочная единица (узел) – это разъёмное или неразъёмное соединение, которое может состоять из деталей.
Производственный процесс– представляет собой совокупность взаимосвязанных действий людей и орудий производства, в результате которых исходные материалы или полуфабрикаты превращаются в готовые изделия, соответствующие своему служебному назначению. Он охватывает техническую подготовку производства; организацию обслуживания рабочих мест; получение, хранение и транспортировку материалов, полуфабрикатов, заготовок, готовых изделий и их элементов; изготовление деталей, сборку узлов и изделий, технический контроль на всех стадиях производства; разборку (если необходимо), упаковку и другие действия, связанные с изготовлением выпускаемых изделий. В производственном процессе участвует весь коллектив предприятия: сторож, снабженец, рабочий, мастер, технолог, контролёр и другие, а также все службы предприятия.
Технологическая подготовка производства (ТПП), под которой понимают следующие взаимосвязанные этапы:
-
Разработка конструкции изделия и оформление на него полного комплекта чертежей, спецификаций и других документов согласно требованию ЕСКД – конструкторская подготовка производства (к выпуску нового изделия).
-
Обработка изделия на технологичность, проектирование всех технологических процессов изготовления и сборки, а также проектирование и изготовления средств технологического оснащения (приспособлений, инструмента и пр.) – технологическая подготовка производства (к запуску нового изделия на предприятии).
-
Календарное планирование производственного процесса изготовления изделия в установленные сроки в необходимых объёмах выпуска и затратах (т.е. организационно экономическая часть ТПП).
Ответственной и трудоемкой частью ТПП является технологическое проектирование, которое занимает 30–60% времени от общей трудоёмкости технологической подготовки.
Технологический процесс– это часть производственного процесса, содержащая целенаправленные действия по изменению и (или) определению состояния предмета труда (ГОСТ 3.1109-82*). В машиностроении различают технологические процессы изготовления исходных заготовок (литьё, ковка, сварка и др.), их термообработки, механической (или другой) обработки, покрытий, сборки узлов и изделий, контроля и пр.
В общем случае технологический процесс – это часть производственного процесса, включающая в себя последовательное изменение размеров, формы, внешнего вида или внутренних свойств предмета производства и их контроль. Технологический процесс механической обработки предусматривает последовательное изменение состояния исходной заготовки: её геометрических форм, размеров и качества поверхностей, до получения готовой детали (изделия), соответствующей предъявляемым к ней требованиям.
Технологические процессы выполняют на рабочих местах.
Рабочее место– элементарная единица структуры предприятия, где размещаются исполнители работы, обслуживаемое ими технологическое оборудование, часть конвейера, на ограниченное время оснастка и предметы труда (ГОСТ 14.004-83*).
В технической литературе рабочее место – это участок производственной площади, оборудованной в соответствии с выполняемой на нём работой, которую могут делать один или одновременно несколько рабочих. На нём размещают технологическое оборудование, инструмент, приспособления, подъёмно-транспортное оборудование, стеллажи для хранения заготовок, деталей или сборочных единиц. Например, рабочее место токаря оборудуют соответствующим токарным станком, шкафом для хранения режущего, контрольно-измерительного и прочего инструмента и приспособлений.
Технологическая операция– это законченная часть технологического процесса, выполняемая на одном рабочем месте (ГОСТ 3.1109-82*). В условиях механосборочного производства технологическая операция – это часть технологического процесса, выполняемая непрерывно на одном рабочем месте, над одним или несколькими одновременно обрабатываемыми или собираемыми изделиями одним или несколькими рабочими. Операция охватывает все действия оборудования и рабочих, обслуживающих данное рабочее место.
Технологическая операция является основной единицей производственного планирования и учета. На основе операций определяют трудоёмкость изготовления изделий, устанавливают нормы времени и расценки, рассчитывают требуемое количество рабочих, оборудования приспособлений и инструментов; определяют себестоимость обработки; производят календарное планирование производства и осуществляют контроль качества и сроков выполнения работ. Время и себестоимость служат критерием целесообразности построения технологической операции в условиях заданной производственной программы.
Пример. Станочная технологическая операция включает все действия рабочего над станком и автоматические действия станка, осуществляемые в процессе обработки поверхностей заготовки до момента снятия её со станка и перехода к обработке следующей (установить заготовку, закрепить, включить станок, подвести инструмент, включить самоход, выключить станок, отвести инструмент в исходное положение, раскрепить и снять деталь, уложить её в тару и т.п.).
Операции технологических процессов делят на основные и вспомогательные. К вспомогательным операциям относят: контрольные, транспортные, моечные, маркировочные, упаковочные и прочие, выполнение которых не изменяет геометрических форм, размеров и свойств изделий.
Установ– это часть технологической операции, выполняемая при неизменном закреплении обрабатываемых заготовок или собираемой сборочной единицы (ГОСТ 3.1109-82*).
Пример.
Схема параллельного фрезерования торцов
валика на фрезерно-центровальном
полуавтомате МР-73 изображена на рис.1,а.
В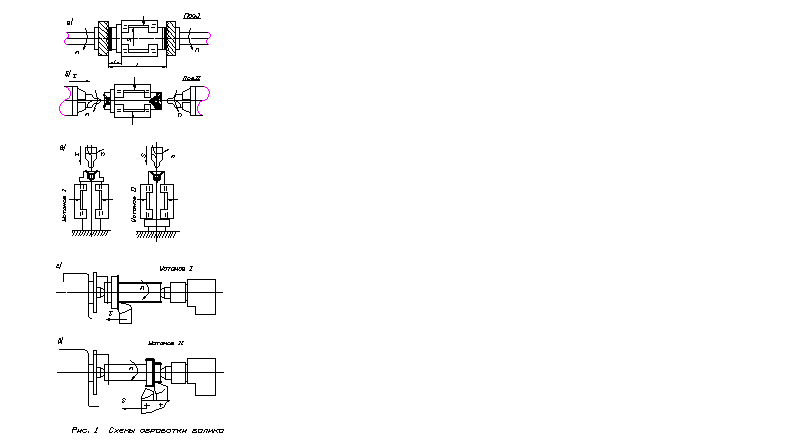 алик
закреплен в самоцентрирующих призмах.
Схема одновременного сверления на обоих
торцах центровых гнезд (центровка)
показана на рис.1,б. Обработка ведется
с того же установа, т.е. без перезакрепления
заготовки. Схемы последовательной
центровки торцов того же валика на
вертикально-сверлильном станке приводятся
на рис.1,в. После центровки одного торца
валик переустанавливают (перезакрепляют)
и со второго установа осуществляют
центровку другого торца. Дальнейшую
токарную обработку валика производят
в центрах. С первого установа обтачивают
один конец (см. рис.1,г), затем поводковый
хомут переставляют на обточенный конец.
Валик снова устанавливают на станок
(см. рис. 1,д) и со второго установа
обтачивают другой конец. Операция
выполняется в два установа.
алик
закреплен в самоцентрирующих призмах.
Схема одновременного сверления на обоих
торцах центровых гнезд (центровка)
показана на рис.1,б. Обработка ведется
с того же установа, т.е. без перезакрепления
заготовки. Схемы последовательной
центровки торцов того же валика на
вертикально-сверлильном станке приводятся
на рис.1,в. После центровки одного торца
валик переустанавливают (перезакрепляют)
и со второго установа осуществляют
центровку другого торца. Дальнейшую
токарную обработку валика производят
в центрах. С первого установа обтачивают
один конец (см. рис.1,г), затем поводковый
хомут переставляют на обточенный конец.
Валик снова устанавливают на станок
(см. рис. 1,д) и со второго установа
обтачивают другой конец. Операция
выполняется в два установа.
Позиция– фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой или собираемой сборочной единицей совместно с приспособлением относительно инструмента или неподвижной части оборудования, для выполнения определённой части операции (ГОСТ 3.1109-82*). Смену позиций называют индексацией.
Пример. При обработке на фрезерно-центровальном станке МР-73 обработку заготовок осуществляют на двух позициях: I – фрезерование торцов, II – их зацентровку (см. рис. 1,а и б).
Н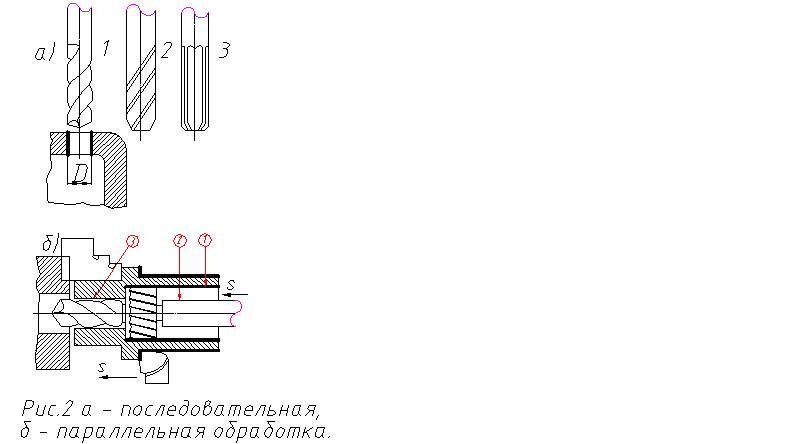 а
шестишпиндельном горизонтальном
прутковом автомате модели 1Б225-6К заготовка
(пруток), закрепленная в цанговый патрон,
при обработке последовательно занимает
шесть различных позиций.
а
шестишпиндельном горизонтальном
прутковом автомате модели 1Б225-6К заготовка
(пруток), закрепленная в цанговый патрон,
при обработке последовательно занимает
шесть различных позиций.
При изготовлении деталей на токарно-револьверном полуавтомате модели 1Н325 револьверная головка с установленными инструментами может занимать шесть различных положений (позиций) относительно заготовки и т.д.
Технологический переход– законченная часть технологической операции, характеризуемая постоянством применяемого инструмента и поверхностей, образуемых обработкой или соединяемых при сборке (ГОСТ 3.1109-82*).
При обработке на металлорежущих станках, технологический переход представляет собой законченную часть технологической операции, выполняемую над одной или несколькими поверхностями заготовки, одним или несколькими одновременно работающими инструментами без изменения (или при автоматическом изменении как, например, у станков с ЧПУ) режимов работы станка.
Пример.
Обработка отверстия
![]() ,
осуществляемая в три перехода
последовательно: 1 – сверлением, 2 –
зенкерованием и 3 – развёртыванием
показана на рис. 2,а. Схема технологического
перехода одновременной обработки
поверхностей 1, 2 и 3 двумя инструментами,
резцом и комбинированными сверлом-зенкером,
приводиться на рис. 2,б.
,
осуществляемая в три перехода
последовательно: 1 – сверлением, 2 –
зенкерованием и 3 – развёртыванием
показана на рис. 2,а. Схема технологического
перехода одновременной обработки
поверхностей 1, 2 и 3 двумя инструментами,
резцом и комбинированными сверлом-зенкером,
приводиться на рис. 2,б.
Технологические переходы, состоящие из обработки двух поверхностей одновременно двумя инструментами, даны на рис. 1,а,б, а одновременной обработки трёх поверхностей двумя инструментами на рис. 1,д.
Таким образом, переходом является не только часть операции, относящейся к обработке одной поверхности одним (простым или фасонным) инструментом, но и одновременная обработка нескольких поверхностей комплектом режущих инструментов (комплектом фрез, многорезцовая обработка и пр.).
Для удобства проектирования технологических операций и расчета времени обработки на станках с ЧПУ проф. А.А.Маталин ввёл понятие «элементарный переход – часть технологического перехода, выполняемая одним инструментом, над одним участком поверхности обрабатываемой заготовки, за один рабочий ход без изменение режима работы станка».
Вспомогательный переход– законченная часть технологической операции, состоящая из действий человека и (или) оборудования, которые не сопровождаются изменением формы, размеров и шероховатости поверхностей предмета труда, но необходимы для выполнения технологического перехода (ГОСТ 3.1109-82*). Примерами вспомогательных переходов служат: установка, закрепление и снятие заготовки, управление механизмами станка, контрольные промеры обрабатываемого изделия и др. Из времени, затрачиваемого на выполнение отдельных вспомогательных переходов и приёмов, складывается вспомогательное время всей операции.
Р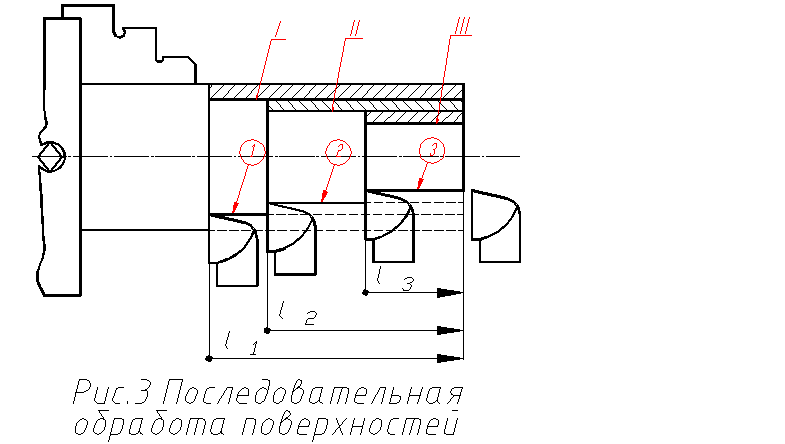 абочий
ход– это законченная часть
технологического перехода, состоящая
из однократного перемещения инструмента
относительно заготовки, сопровождаемого
изменением формы, размеров, качества
поверхности и свойств заготовки (ГОСТ
3.1109-82*).
абочий
ход– это законченная часть
технологического перехода, состоящая
из однократного перемещения инструмента
относительно заготовки, сопровождаемого
изменением формы, размеров, качества
поверхности и свойств заготовки (ГОСТ
3.1109-82*).
Схема токарной обработки ступенчатого валика показана на рис.3. Поверхность (1) обрабатывают в один рабочий ход, снимая припуск I, поверхность (2) – в два рабочих хода, снимая припуски I и II, а шероховатость шейки (3) обрабатывают в три рабочих хода, последовательно снимая припуски I, II и III. Обработка может осуществляться одним и тем же резцом на неизменном режиме. Понятие «рабочий ход», соответствует применявшемуся прежде в технологической практике понятию «проход» (теперь – недопустимый синоним), который рассматривался как простейший переход, заключающийся в снятии одного слоя металла.
Вспомогательный ход– законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, не сопровождаемого изменением формы, размеров, шероховатости поверхностей или свойств заготовки, но необходимого для подготовки рабочего хода (ГОСТ 3.1109-82*).
После обработки
поверхности (1), а затем поверхностей
(2) и (3), суппорт с инструментом (резцом)
возвращают в исходное положение (см.
рис. 3), осуществляя каждый раз
вспомогательный ход (![]() ,
,
![]() и
и
![]() соответственно). Время, затрачиваемое
на выполнение вспомогательных ходов,
входит в состав вспомогательного времени
технологической операции.
соответственно). Время, затрачиваемое
на выполнение вспомогательных ходов,
входит в состав вспомогательного времени
технологической операции.
Терминологией ЕСТД установлены также следующие характеристики технологического процесса.
Цикл технологической операции– интервал календарного времени от начала и до конца периодически повторяющейся технологической операции независимо от числа одновременно изготовляемых изделий.
Пример. В приспособление устанавливают и одновременно фрезеруют пять заготовок. Время фрезерования – цикл фрезерной операции 10 мин. Через 10 мин начинают обработку следующих пяти заготовок.
Такт выпуска– интервал времени, через который периодически производится выпуск изделий определённого наименования, типоразмера и исполнения.
Такт выпуска
![]() определяется отношением времени,
затраченным на изготовление изделий
определяется отношением времени,
затраченным на изготовление изделий
![]() ,
к количеству изделий, изготовленных за
этот же период
,
к количеству изделий, изготовленных за
этот же период
![]() .
.
Пример.
За 10 мин обработано (отфрезеровано) 5
заготовок. В этом случае такт выпуска,
![]() мин/шт.
мин/шт.
Ритм
выпуска– количество изделий
определенного наименования, типоразмера
и исполнения выпускаемых в единицу
времени. Ритм выпуска
![]() –
величина обратная такту выпуска
–
величина обратная такту выпуска
![]() .
.
Пример.
Для условий, изложенных в предыдущем
примере, ритм
![]() шт/мин (или 30 шт/ч).
шт/мин (или 30 шт/ч).
Производственная программа– перечень наименований, изготавливаемых или ремонтируемых изделий с указанием объёма выпуска и срока выполнения по каждому наименованию (ГОСТ 14.004-83*). Производственная программа машиностроительного завода (или цеха) содержит: номенклатуру всех изготавливаемых деталей или собираемых изделий (с точным указанием типов и размеров); сведения о количестве изделий каждого наименования, подлежащих выпуску в течение года (месяца или другого периода); перечень наименований и количество запасных деталей к выпускаемым изделиям. К производственной программе прикладывают следующую техническую документацию: чертежи общих видов, сборочные чертежи и деталировки; спецификации и описания конструкций (назначение, устройство, принцип действия, условия эксплуатации и пр.); технические условия на изготовление и приёмку (методики контроля показателей качества, программы испытаний и др.).
Тип производства– классификационная категория производства, выделяемая по признакам широты номенклатуры, регулярности, стабильности и объёма выпуска изделий (ГОСТ 14.004-83*). В зависимости от сочетания указанных признаков (показателей) современные производства подразделяют на следующие типы: массовое, серийное и единичное.
М ассовое
производство
характеризуется
узкой номенклатурой и большим объёмом
выпуска изделий, непрерывно изготавливаемых
или ремонтируемых в течение продолжительного
времени. Типичным признаком массового
производства является выполнение на
каждом рабочем месте только одной,
закреплённой за ним непрерывно
повторяющейся технологической операции.
Преобладает поточная форма организации
производства, при которой оборудование
(станки и другие средства технологического
оснащения) располагают в последовательности
выполнения операций технологического
процесса, в виде поточных линий, на
каждой из которых изготавливается
отдельная деталь. Рабочие места оснащают
преимущественно специальным или
специализированным высокопроизводительным
оборудованием, приспособлениями и
инструментом. Рабочие места во многих
случаях связывают транспортирующими
устройствами и конвейерами с постами
промежуточного контроля. Организуется
так называемый принудительный поток.
Средняя квалификация рабочих невысокая.
Настройкой и поднастройкой станков и
другого оборудования в цехе занимаются
высококвалифицированные наладчики, а
работают на них рабочие-операторы низкой
квалификации. Если длительность операций
на всех рабочих местах одинакова или
равна такту выпуска, то работа на линии
выполняется непрерывным потоком. В
таком случае заготовки находятся в
постоянном движении от одного рабочего
места к другому (без хранения на
промежуточных складах). Схема поточной
линии технологического процесса,
включающего девять операций с расчетным
значением такта выпуска
ассовое
производство
характеризуется
узкой номенклатурой и большим объёмом
выпуска изделий, непрерывно изготавливаемых
или ремонтируемых в течение продолжительного
времени. Типичным признаком массового
производства является выполнение на
каждом рабочем месте только одной,
закреплённой за ним непрерывно
повторяющейся технологической операции.
Преобладает поточная форма организации
производства, при которой оборудование
(станки и другие средства технологического
оснащения) располагают в последовательности
выполнения операций технологического
процесса, в виде поточных линий, на
каждой из которых изготавливается
отдельная деталь. Рабочие места оснащают
преимущественно специальным или
специализированным высокопроизводительным
оборудованием, приспособлениями и
инструментом. Рабочие места во многих
случаях связывают транспортирующими
устройствами и конвейерами с постами
промежуточного контроля. Организуется
так называемый принудительный поток.
Средняя квалификация рабочих невысокая.
Настройкой и поднастройкой станков и
другого оборудования в цехе занимаются
высококвалифицированные наладчики, а
работают на них рабочие-операторы низкой
квалификации. Если длительность операций
на всех рабочих местах одинакова или
равна такту выпуска, то работа на линии
выполняется непрерывным потоком. В
таком случае заготовки находятся в
постоянном движении от одного рабочего
места к другому (без хранения на
промежуточных складах). Схема поточной
линии технологического процесса,
включающего девять операций с расчетным
значением такта выпуска
![]() мин/шт,
показана на рис.4. Действительное время
выполнения технологических операций
(в мин) указано непосредственно на схеме.
мин/шт,
показана на рис.4. Действительное время
выполнения технологических операций
(в мин) указано непосредственно на схеме.
Величина такта выпуска
![]() ,
,
где F – фонд рабочего времени (годовой, месячный, сменный или за другой промежуток), ч; N – программа выпуска изделий (деталей) за тот же период, шт.
Пример. На волжском автозаводе с каждой поточной линии в год сходило по 200000 шт машин марки “Жигули” соответствующих моделей. Линии работали в две смены с годовым фондом времени F = 4015 ч.
Такт
выпуска (в среднем) составлял
![]() мин/шт.
мин/шт.
Если время выполнения отдельных технологических операций не равно и не кратно такту, то работа поточной линии нарушается. На рабочих местах с низкой производительностью, т.е. там, где время выполнения технологической операции больше такта, скапливаются необработанные заготовки (образуются заделы), а на местах, где время обработки меньше такта, появляются простои (образуется недогрузка). Например, при такте выпуска 1,2 мин и времени выполнения операции 0,7 мин, при поточной форме организации труда, закончив операцию, рабочее место будет каждый раз простаивать по 0,5 мин. В обоих отмеченных случаях непрерывность потока нарушается и процесс получается несинхронным. Тогда, для равномерной загрузки рабочих мест поточной линии обработки заготовок (или сборку изделий) приходится вести периодически, т.е. партиями. Такое производство называют прямоточным (с пульсирующим потоком).
Считается, что высшая форма организации поточно-массового производства обеспечивается при широком использовании (внедрении) автоматических линий. Автоматические линии комплектуют высокопроизводительными станками, автоматами, агрегатными станками, сложными станками с ЧПУ и обрабатывающими центрами. Смена заготовок на отдельных рабочих местах и пунктах контроля осуществляется автоматическими перегружателями (роботами-манипуляторами). Применяются автоматические линии и автоматизированные производственные системы, управляемые ЭВМ.
Дальнейшее совершенствование техники и форм организации массового производства приводит к уменьшению общего числа рабочих за счёт сокращения малоквалифицированных специалистов и постепенному переходу к методам "безлюдной технологии", при которых автоматизированные производства обслуживаются ограниченным числом высококвалифицированных специалистов-наладчиков сложного оборудования.
Организация массового производства широко распространена в автотракторной промышленности, а также при изготовлении бытовой техники (холодильников, пылесосов, стиральных машин и пр.). Она эффективна, когда все затраты, связанные с его организацией, окупаются и себестоимость выпускаемой продукции оказывается ниже, чем в условиях серийного производства.
Для кассового производства установлен
нормативный коэффициент загрузки
оборудования, который при работе в две
смены должен быть
![]() .
При недостаточной программе выпуска
продукции, загрузка оборудования
получается низкой (
.
При недостаточной программе выпуска
продукции, загрузка оборудования
получается низкой (![]() ).
В таких случаях производство организуют
серийным.
).
В таких случаях производство организуют
серийным.
Серийное производство характеризуется ограниченной номенклатурой изделий, изготавливаемых и ремонтируемых периодически повторяющимися партиями и сравнительно большим объёмом выпуска.
Под производственной партией понимают группу заготовок одного наименования и типоразмера, запускаемых в обработку одновременно или непрерывно в течение определённого интервала времени.
Объём серии – это общее количество изделий определённых наименований, типоразмера и исполнения, изготавливаемых или ремонтируемых по неизменной конструкторской документации, как правило, одновременно.
Серийно изготавливают металлорежущие станки, гидротурбины, катера, насосы, самолёты и многие другие изделия, общий объём которых составляет 70-80% всей продукции машиностроения. Количество изделий в серии и деталей в партии может быть различным. Объём выпуска предприятий серийного типа колеблется от десятков и сотен до тысяч регулярно повторяющихся изделий.
В механосборочных цехах серийного производства наряду с универсальным (стандартным) оборудованием, приспособлениями и инструментом применяются специализированные и специальные. Широко используются автоматы, полуавтоматы, агрегатные станки, станки с ЧПУ, обрабатывающие центры, а также гибкие производственные автоматизированные системы станков с ЧПУ, управляемые от ЭВМ и позволяющие легко перестраиваться на обработку очередной партии деталей других типоразмеров или другой конфигурации. Предусматривают переналаживаемые автоматические линии из станков различного типа, с учётом возможности обработки разных деталей.
Технологические операции проектируют, состоящими из нескольких технологических переходов, т.е. концентрированными.
Хранение
партий деталей между операциями
осуществляют у станков с периодическими
транспортировками всей партии на другие
рабочие места, иногда – на промежуточных
складах или специальных площадках.
Количество деталей, хранящихся в
запасе на промежуточном складе, должно
обеспечить бесперебойную сборку; оно
зависит от вида производства и уровня
организации работы в цехе. Объём партии
деталей
![]() .
.
![]() ,
,
где
![]() – количество деталей по годовой программе
вместе с запасными частями;
– количество деталей по годовой программе
вместе с запасными частями;
![]() – число дней, на которое необходимо
иметь запас деталей на складе, обычно
принимают:
– число дней, на которое необходимо
иметь запас деталей на складе, обычно
принимают:
![]() для крупных;
для крупных;
![]() для средних и
для средних и
![]() дня для мелких деталей; 253
– среднее число рабочих дней в году.
дня для мелких деталей; 253
– среднее число рабочих дней в году.
Расчётное количество деталей в партии корректируют с учётом реальной производственной действительности.
Длительность цикла обработки: – партии деталей при непоточном методе и последовательной их передаче
![]() ;
;
одной детали для тех же условий
![]() ;
;
одной детали при поточном способе
![]() ,
,
где
![]() – сумма штучных времён по всему процессу
механической обработки данной детали;
i
– число операций техпроцесса;
– сумма штучных времён по всему процессу
механической обработки данной детали;
i
– число операций техпроцесса;
![]() – время хранения партии деталей на
промежуточном складе;
– время хранения партии деталей на
промежуточном складе;
![]() – время транспортировки деталей от
станка не склад (или обратно); K
– число завозов партий деталей на
промежуточные склады. В самом невыгодном
случае
– время транспортировки деталей от
станка не склад (или обратно); K
– число завозов партий деталей на
промежуточные склады. В самом невыгодном
случае
![]() ;
;
![]() – учитывает одну перевозку партии
окончательно изготовленных деталей на
сборку.
– учитывает одну перевозку партии
окончательно изготовленных деталей на
сборку.
В зависимости от количества изделий в серии или в партии, их массы и размеров различают крупносерийное, среднесерийное и мелкосерийное производство (табл. 1).
Таблица 1
Ориентировочные данные для определения типа производства
|
Серийность производства |
Количество изделий в серии (партии) |
||
|
крупных
|
средних
|
мелких |
|
|
Мелкосерийное Среднесерийное Крупносерийное
|
2...5 6...25 cb. 25
|
5...25 26...200 св. 200
|
10...50 51...300 св. 300
|
В серийном производстве применяются следующие формы организации.
Предметно-замкнутые участки, на которых обрабатывают конструктивно- и технологически- сходные заготовки. Для нескольких деталей, требующих одинакового порядка обработки, станки располагают в последовательности выполнения технологических операций. Детали обрабатывают на станках партиями; при этом время выполнения операций на отдельных станках может быть не согласовано между собой.
Детали, ожидающие поступления на следующий станок для выполнения очередной операции, хранят у станков или на специальных площадках между станками, на которых производят контроль деталей.
Переменно-поточная (поточно-серийная) обработка, при которой станки располагают в последовательности технологических операций, установленной для группы технологически однотипных деталей, обрабатываемых на данной станочной линии. Производственный процесс ведётся таким образом, что время выполнения операции на одном станке согласовано со временем обработки на следующем станке; детали данной партии перемещают со станка на станок, создавая непрерывность движения (поток). В течение определённого периода времени (обычно несколько смен) на линии ведётся поточная обработка одной заготовки. Затем её переналаживают для обработки другой прикреплённой детали. Приспособления к переменно-поточным линиям закреплены на станках постоянно, но их конструируют так, чтобы в них можно было обработать заготовки всей прикреплённой группы (рис.5,а). Переналадка станков для обработки партии других заготовок занимает минимум времени и обычно осуществляется в перерыве между сменами.
Г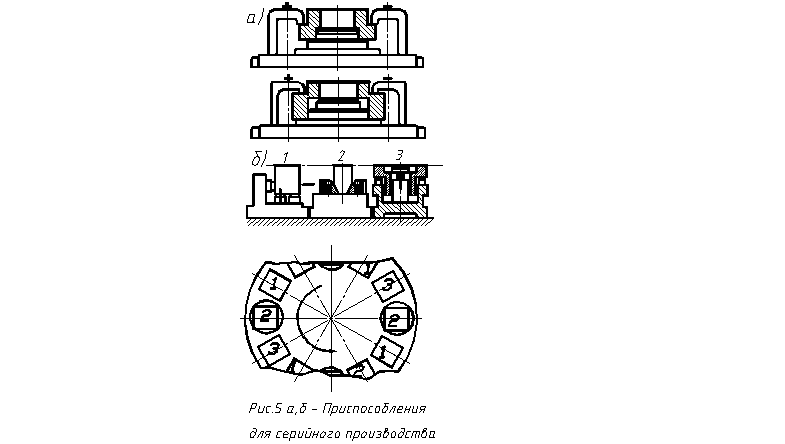 рупповая
обработка, при которой на каждом
станке линии одновременно осуществляют
несколько подобных операций разных
технологических процессов. Это
обеспечивается применением
специальных многоместных приспособлений
(см. рис. 5,б). На столе карусельно-фрезерного
станка установлены три разных
приспособления, в которые рабочий
загружает в указанной последовательности,
а затем снимает одновременно обработанные
заготовки 1, 2 и 3. (В приспособлении к
переменно-поточной линии (см. рис. 5,а)
заготовки различной конфигурации
обрабатывают попеременно, т.е.
партиями).
рупповая
обработка, при которой на каждом
станке линии одновременно осуществляют
несколько подобных операций разных
технологических процессов. Это
обеспечивается применением
специальных многоместных приспособлений
(см. рис. 5,б). На столе карусельно-фрезерного
станка установлены три разных
приспособления, в которые рабочий
загружает в указанной последовательности,
а затем снимает одновременно обработанные
заготовки 1, 2 и 3. (В приспособлении к
переменно-поточной линии (см. рис. 5,а)
заготовки различной конфигурации
обрабатывают попеременно, т.е.
партиями).
При групповой обработке повышается загрузка оборудования, а линия работает без переналадки станков. Число деталей в группе колеблется в пределах 2...8.
Переменно-поточную и групповую обработки (или сборку) выполняют на обычных и автоматических линиях.
Средняя квалификация рабочих серийного производства выше, чем в массовом. Наряду с рабочими высокой квалификации, работающими на сложных универсальных станках, и наладчиками используются рабочие-операторы, работающие на настроенных станках.
Нормативный
коэффициент загрузки оборудования
для серийного производства утверждён
в пределах
![]() .
.
В зависимости от размеров партий выпускаемых изделий характер технологических процессов серийного производства может изменяться в широких пределах, приближаясь к процессам массового (в крупносерийном, например, на Белгородском заводе фрез) или единичного (в мелкосерийном, например, на Белгородском заводе металлоконструкций) типов производств.
Единичное производство характеризуется широтой номенклатуры изготавливаемых или ремонтируемых изделий и малым объёмом выпуска изделий. В единичном производстве изготовление одного или нескольких одинаковых изделий либо не повторяется вовсе, либо повторяется через неопределённые промежутки времени.
Производство оснащается преимущественно универсальными станками, расположенными в цехе по группам типоразмеров. Организуют участки токарной, фрезерной обработки, сверлильных, расточных работ и др. Применяют в основном универсальные (стандартные) инструменты и приспособления. Организация должна быть гибкой и легко перестраиваться на выпуск новых изделий. Характерным признаком единичного производства является выполнение на рабочих местах разнообразных операций при отсутствии периодического их повторения. Большое разнообразие выполняемых операций требует высокой квалификации рабочих. Для изготовления деталей используют простейшие заготовки (отливки в землю, поковки, горячекатаный прокат и др.) с малой точностью и большими припусками на обработку. При их обработке широко пользуются разметкой и выверкой положения на станке. Производительность труда получается низкой, а себестоимость изделий - высокой.
Единичное производство характерно для заводов тяжёлого машиностроения (например, изготовление шагающего или роторного экскаватора по единичному заказу карьера), изготовления опытных образцов (например, самолетов, генераторов и пр.), в ремонтных и инструментальных цехах машиностроительных заводов и т.д.
Деление заводов и цехов по типам производств условно. В одном цехе могут массово изготовляться детали для серийно выпускаемых изделий. Отдельные методы массового и серийного производств успешно используют в единичном производстве (например, расчленение сборки на узловую и общую).
Заключение о типе производства на заводе или в цехе дают по преобладающей форме организации выполняемых технологических процессов и, обязательно с учётом баланса трудоёмкостей работ, выполняемых методами массового, серийного и единичного производства.