

-
Напряжения и деформации в других заготовках
Сварочные напряжения возникают в результате неравномерного нагрева и остывания металла в процессе сварки. При перемещении источника тепла вдоль шва металл в зоне наплавки интенсивно нагревается. Смежные участки металла, обладая более низкой температурой, препятствуют расширению нагретого металла и создают в нём напряжения сжатия. При остывании в наплавленном слое возникают остаточные напряжения растяжения, так как окружающий металл тормозит уменьшение его объема. Величина остаточных напряжений может достигать предела текучести металла. Эти напряжения приводят к деформациям и короблению сварных соединений, величина которых- нередко превосходит допуск на размеры изделия. Остаточные деформации зависят от расположения швов, свойств материала, режима сварки, а также от последовательности наложения швов.
Снятию или уменьшению сварочных напряжений способствуют:
- все мероприятия,
применяемые для снятия остаточных
напряжений с отливок (см. п. 9.2). При этом
следует помнить, что высокотемпературный
отпуск (600... 650°С) восстановлению правильной
формы изделия не способствует из-за
новых деформаций, которые могут
превышать имеющиеся;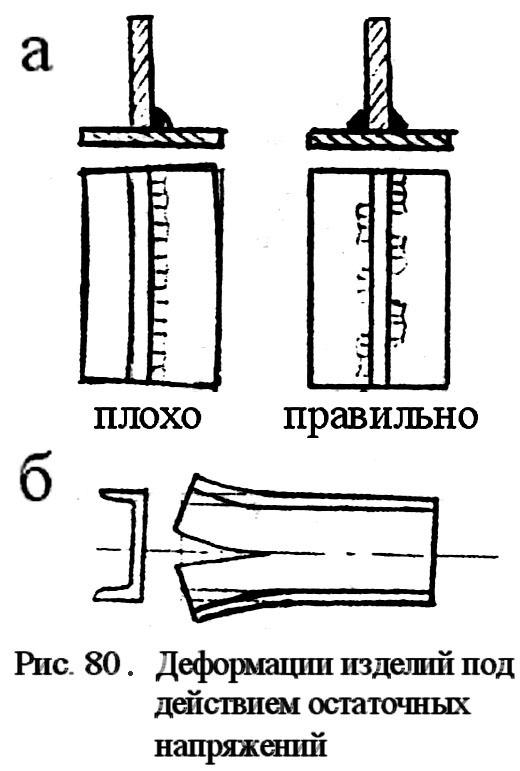
- конструирование сварных соединений со швами, симметричными относительно геометрических осей (рис. 80,а);
- обеспечение правильной последовательности наложения сварных швов и выбор необходимой интенсивности сварочных режимов;
- применение последующей термической правки деталей путём местных нагревов или наложения специальных "фальшивых" швов (валиков) и др.
В коварных (штампованных) заготовках и заготовках из прокатанных материалов, благодаря неравномерному деформированию и остыванию различных элементов (например, полок, стенок, ребер и пр.) также возникают остаточные напряжения, порождающие при определённых обстоятельствах появление остаточных деформаций деталей, изготовленных из этих заготовок или материалов. Остаточные напряжения в заготовках из проката нередко достигают предела текучести. Например, если заготовку из швеллера разрезать вдоль, то её концы разойдутся (см. рис. .80,б).
Остаточные напряжения возникают (или
перераспределяются) в заголовках
при холодной их правке, которую применяют
для устранения искривления заготовок
и готовых деталей (таких как гладкие и
ступенчатые валы, планки, пластинки
и пр.). При холодной правке заготовка
(деталь) получает деформации, противоположные
по направлению существующим (рис.
81, а). Сила Р в средней части заготовки
вызывает напряжения, непревосходящие
предела пропорциональности, а на крайних
участках - напряжения выше предела
текучести материала. Образуются зоны
пластической деформации (см. рис. 81,6).
После снятия силы заготовка упруго деформируется (восстанавливается) под действием напряжений в средней части до наступления нового равновесия внутренних сил и моментов (см. рис. 81.в). Выправленные заготовки с оставшимися внутренними напряжениями поступают на механическую обработку. После снятия поверхностных слоев происходят дальнейшие перераспределения остаточных напряжений и полученные детали иновь деформируются. Деформации могут продолжаться неопределённо долго, сказываясь в виде потери точности детали при ей работе в машине. Поэтому при изготовлении ряда деталей, например, таких кок прецессионные ходовые винты, холодная правка их в процессе изготовления категорически запрещается, необходимая точность в таких случаях достигается за счёт снятия больших припусков.
Остаточные напряжения в поверхностных слоях металла возникают также в результате наклёпа заготовок и деталей давлением в холодном состоянии - холодной прокаткой, волочением, развальцовкой, калибровкой отверстий при помощи прошивок, шариков и др.
Снятие поверхностного слоя металла (особенно с одной стороны заготовки) приводит к перераспределению остаточных напряжений и деформациям детали. Например, прорезание шпоночного паза в длинном валике, изготовленном из холоднотянутого материала, приводит к искривлению его оси.
Технологи должны уметь так строить технологический процесс обработки, чтобы остаточные напряжения в готовой детали были минимальными.