

28 Оформление технологической документации.
После разработки технического процесса сборки заполняет технические документы, которые определены ГОСТ 3.1119-83 и ГОСТ 3.1121-84. В общем случае технологическая документация содержит следующие документы:
Маршрутная карты (МК) , в которой дают описание операции сборки и указывают сопутствующие операции (процессы) в технологической последовательности выполнения
Операционную карту (ОК) для описания отдельных операций по переходам с указанием соответствующих технологических режимов.
Карты типового (группового) технологического процесса (КТТП)
Карта эскизов (КЭ) для графического иллюстраций к документам на процессы и операции (выбор форм КЭ устанавливает разработчик документов)
Карту технической информации (КТИ) для указания переменной информации к типовому (групповому) техническому процессу.
Ведомость технических документов (ВТД) для указания состава сборочных единиц (изделий) к типовому (групповому )техническому процессу для ускорения поиска и нахождения соответствующих документов и данных.
Комплектовочную карту (КК) для указания данных по комплектации составным частям изделия или сборочной единицы, а так же для указания данных по основным и вспомогательным материалам на технологический процесс ( операцию)
Ведомость деталей (сборочных единиц) к типовому (групповому) технологическому процессу (ВТП) операции (ВТО)
Формы и требования к заполнению и оформлению документов на технологические процессы (операции) сборки содержит ГОСТ 3.1407-86.
При описании операций приведенных в формах запись информации следует выполнить в следующем порядке.
Описания содержания переходов в операциях следует выполнить с привязкой к служебному символу «0» по всей длине строки с переносом информации на следующие строки. Указания данных по технологической оснастке следует выполнять с привязкой к служебному символу «Т».
Для внесения изменений следует оставлять незаполненную одну, две строки между информациями, между комплектующих и данными , между основными и вспомогательными материалами.
29Организационные формы сборки и их связь с типом производства. Общая характеристика.
Организационные формы сборки определяется типом и условиями производства. При этом решающими факторами является объем выпуска изделий в календарном периоде времени, трудоемкость сборочных работ и экономическая эффективность.
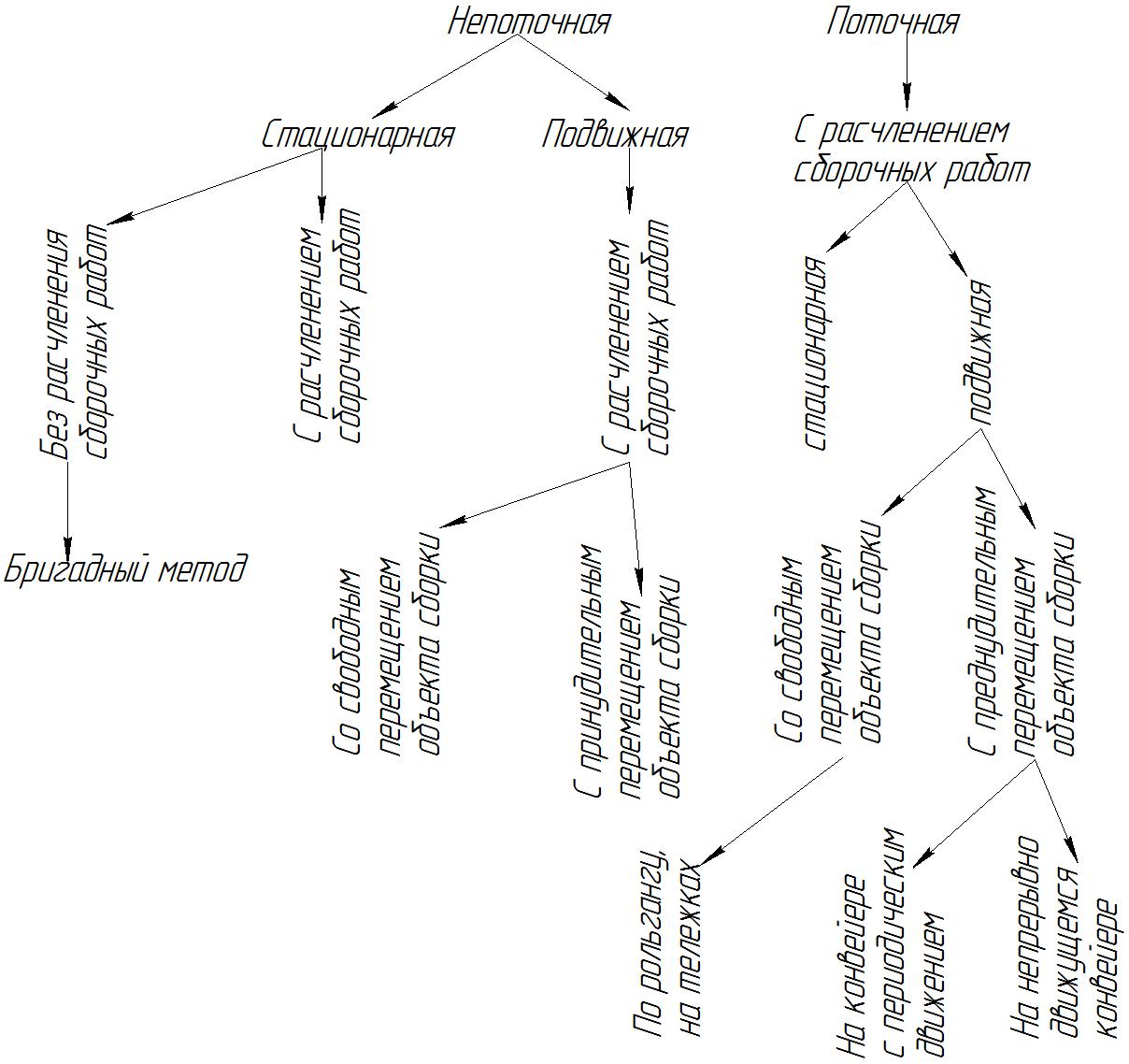
Организационные формы сборки :
Трудоемкость сборки предварительно может быть определена сравнением с трудоемкостью сборки аналогичной машины или расчетом по укрупнённым нормативам.
30 Непоточная сборка.
Непоточная сборка характеризуется тем, что операции выполняются за разные промежутки времени, поэтому возможно «пролеживание» деталей и сборочных единиц между операциями.
Непоточная стационарная сборка без расчленения сборочных работ характеризуется тем, что весь процесс сборки выполняется на одной сборочной позиции: стенде, станке, рабочем месте. Сборочные работы выполняются, как правило, бригадой рабочих последовательно, т.е. от начала до конца.
Достоинства этого метода сборки:
Неизменное положение базовой детали, что способствует достижению высокой точности собираемого изделия.
Использование универсальных транспортных средств, приспособлений и инструментов, что сокращает продолжительность и стоимость технологической подготовки производства.
К недостатка метода следует отнести :
Увеличение длительности общего цикла сборки, выполняемой последовательности.
Требования высокой квалификации рабочих
Область применения такой организационной формы сборки является единичное и мелкосерийное производство крупногабаритных деталей.
Непоточная стационарная сборка с расчленением сборочных работ предполагает дифференциацию процесса узлового и общую сборку. Сборка каждой единицы и общая сборка выполняется в одно и то же время разными бригадами (сборщиками). Собираемая машина остается неподвижной на одном стенде. В результате такой организации длительность процесса сборки сокращается.
Расчетное число рабочих позиций или стендов для параллельной сборки одинаковых объектов определяется по формуле:

Где То – расчетная трудоемкость всех переходов одного объекта
Тс – расчетная трудоемкость переходов, выполнение которых совмещено во времени с выполнением других объектов
Т – расчетный такт сборки
Расчетный такт выпуска определяется по формуле :

Где Ф – действительный фонд рабочего времени
N – годовой объем выпуска изделий
Непоточная подвижная сборка характеризуется последовательным перемещением собираемого изделия от одной позиции к другой, которое может быть свободным и принудительным. Технологической процесс при этом разбивается на отдельные операции, выполняемые одним или несколькими рабочими.
При сборке со свободным перемещением рабочий, закончив свою операцию, с помощью средств механизации или вручную перемещает собираемую сборочную единицу на следующую рабочую позицию.
При сборке с принудительным перемещением объект сборки передвигают с помощью конвейера или тележек, имеющих общий привод.
Расчетное число рабочих позиций, которые должны пройти собираемый объект в процессе сборки, определяется по формуле:

Где
 – расчетное время ,необходимой для
перемещения одного собираемого объекта
с рабочей позиции на следующую
– расчетное время ,необходимой для
перемещения одного собираемого объекта
с рабочей позиции на следующую
 – число параллельных
потоков, необходимых для
выполненияпроизводственных программ
параллельной сборки одинаковых
собираемых объектов.
– число параллельных
потоков, необходимых для
выполненияпроизводственных программ
параллельной сборки одинаковых
собираемых объектов.
Число параллельных потоков :
