

42. Сборка шпоночных соединений. Посадки призматических шпонок.
Шпоночные соединения предназначены для передачи крутящих моментов. По форме стандартные шпонки разделяются на клиновые (ГОСТ 24068-80), сегментные (ГОСТ 24071-80) и призматические (ГОСТ 23360-78).
Сборка соединений с клиновыми шпонками включает следующие переходы:
-установка втулки (колеса) на валу
-совмещение пазов на валу и во втулке
-запрессовка шпонки
Клиновые шпонки создают натяг в радиальном направлении, в результате чего ось втулки смещается относительно оси вала и появляется радиальное биение втулки. Поэтому клиновые шпонки применяют сравнительно редко.
Соединения с сегментными шпонками являются более технологичными, однако их рабочая поверхность ограничена. Поэтому такие шпонки применяют для передачи небольших крутящих моментов или только для фиксации соединяемых деталей (рукояток, маховичков и т.п.). Шпонка устанавливается с зазором в пазы вала и втулки, и сборка таких соединений не вызывает сложностей.
Наиболее распространенными являются шпоночные соединения с использованием призматических шпонок. По характеру посадок в соединениях «шпонка-раз вала» и «шпонка-паз втулки» установлены три вида соединений: свободное, нормальное и плотное.
Посадки призматических шпонок
Вид соединения |
Сопрягаемые детали |
|
Шпонка-паз втулки |
Шпонка-паз вала |
|
Свободное |
D10/h9 |
H9/h9 |
Нормальное |
Js9/h9 |
N9/h9 |
Плотное |
P9/h9 |
P9/h9 |
В свободном соединении шпонку устанавливают с зазором в пазы вала и втулки, поэтому сборка выполняется без затруднений.
При нормальном и плотном соединениях между шпонкой и валом обычно получаются небольшие натяги и их сборку выполняют легкими ударами молотка или с помощью струбцины пресса.
43. Сборка узлов с подшипниками качения. Пример соединения с натягом подшипника с валом.
Работоспособность, надежность и долговечность подшипника качения зависят не только от качества его деталей и материала, из которого он изготовлен, но и от качества его установки в узел.
Перед началом сборки подшипники необходимо освободить от упаковки и антикоррозийной смазки. Для этого подшипники промывают в 6% растворе минерального масла, бензине или горячих (нагретых до 70-75 градусов по Цельсию) антикоррозийных водных растворах. Внешним осмотром устанавливают отсутствие на подшипниках следов коррозии, забоин, задиров, царапин.
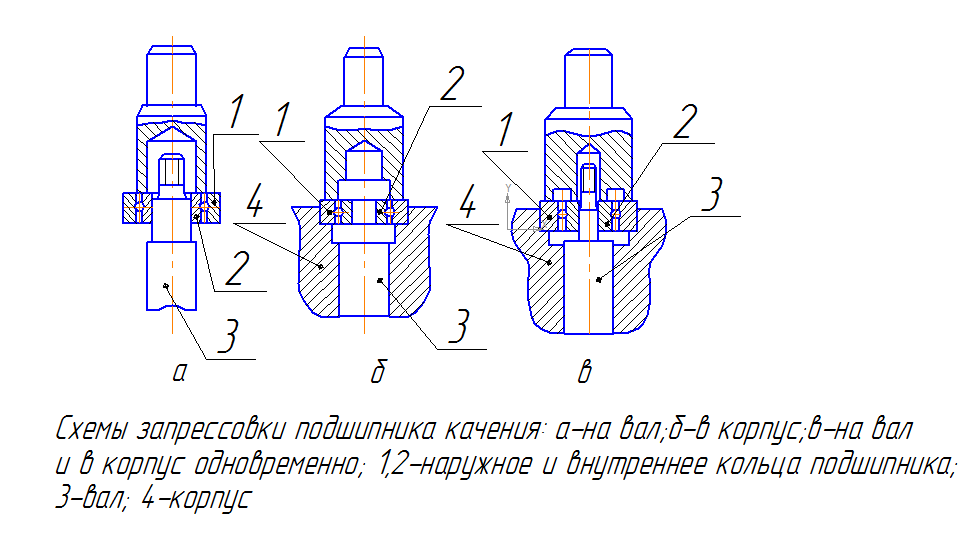
Подшипники на вал и в корпус могут быть установлены с зазорами или с натягами. При установке подшипника усилие необходимо прикладывать к тому кольцу подшипника, которое устанавливается с натягом. Во избежание перекосов прикладываемое усилие должно быть равномерно распределено по всему торцу кольца. В случае, когда запрессовывают оба кольца подшипника, усилие прикладывают одновременно к торцам обоих колец с помощью специальной оправки
Необходимое усилие запрессовки рассчитывают по формуле:
 (1)
(1)
Где Nф-фактический
натяг в соединении,мм; f-коэффициент
трения (f=0,1-0,15);
B-ширина
подшипника, мм; Е-модуль упругости
(Е=2,12 1011
Н/м2);
d-диаметр
отверстия внутреннего кольца подшипника;
1011
Н/м2);
d-диаметр
отверстия внутреннего кольца подшипника;

Где D- наружный диаметр подшипника.
Фактический натяг приближенно можно определить по формуле:

Где Nmax- максимальный натяг в соединении.
Пример. Соединение подшипника с валом. Исходные данные: подшипник № 206, D=62 мм, d=30 мм, В=16 мм, Nmax=0,023 мм (посадка диаметром 30 L6/k6).
Фактический натяг в соединении:

Диаметр
Тогда согласно формуле (1):

Сборка подшипника с валом существенно облегчается, если использовать нагрев подшипника. Для нагрева применяют масляные ванны с регуляторами температуры в пределах 80-100 градусов по Цельсию. Время выдержки подшипника в горячей ванне 15-20 мин. В результате нагрева значение натяга уменьшается на величину:

Где
 -разность
температур подшипника и вала, град,
-разность
температур подшипника и вала, град,
 -коэффициент
линейного расширения, град-1;
d-диаметр
отверстия внутреннего кольца подшипника.
-коэффициент
линейного расширения, град-1;
d-диаметр
отверстия внутреннего кольца подшипника.
Для полного исключения натяга при установке подшипника на вал разность их температур должна быть:

Однако температура подшипника не должна превышать 100 градусов по Цельсию во избежания ухудшения механических свойств материала подшипника.
При установке подшипника в корпус с натягом подшипник охлаждают до (-75)-(-77) градусов по Цельсию или нагревают корпус, если это позволяет его конструкция. Для охлаждения подшипника используют сухой лед.