

44. Сборка неразъемных подшипников скольжения.
Область применения подшипников скольжения по сравнению с подшипниками качения несколько ограничена. Обычно их применяют:
1)Для установки больших диаметров, когда отсутствуют подшипники качения
2)Для установки быстроходных валов, когда долговечность подшипников качения мала
3)Для установки валов с изломанной осью, например коленчатых валов
4) Для установки валов с высокими требованиями к точности вращения
5) Для установки валов, работающих на агрессивных средах.
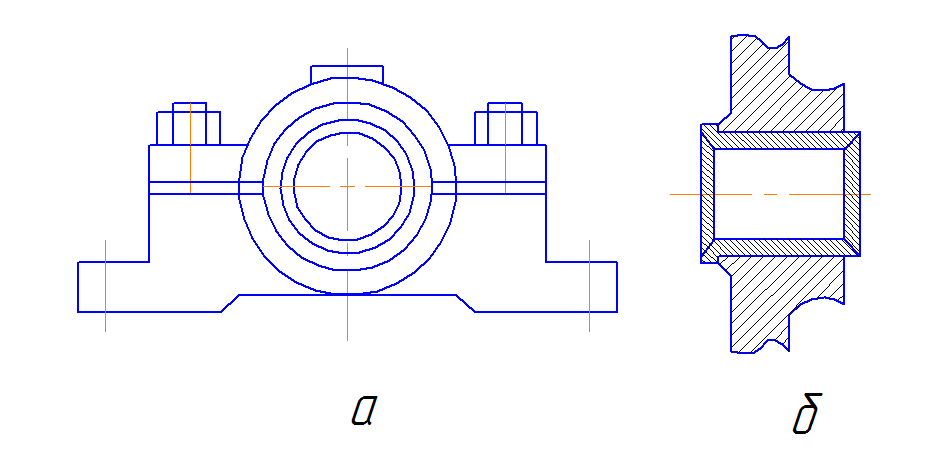
Существуют две основные разновидности конструкций подшипников: с разъемным корпусом (а) и неразъемным корпусов (б).
Основные детали подшипников скольжения-шейка вала, корпус подшипника, втулка или вкладыши. Втулки и вкладыши, у которых отношение толщины к наружному диаметру равно 0,065-0,095, называют толстостенными, если это отношение равно 0,025-0,045-тонкостенными.
К подшипникам скольжения предъявляют следующие требования:
1)погрешности формы отверстия втулки (отклонение от круглости и отклонение профиля продольного сечения) не должны быть больше половины допуска на размер.
2) смазочные отверстия и канавки должны иметь плавные закругления на кромках
3)отклонение от соосности маслоподводящих отверстий во втулке и корпусе- не более 0,2-0,5 мм
4) углубление фиксирующих штифтов и винтов относительно рабочей поверхности втулки- 0,5-2 мм
5) отклонение от соосности отверстий двух подшипников- не более 0,05 мм
6) радиальное биение наружной и внутренней поверхностей втулок может быть не больше 6-й степени точности по ГОСТ 10356-63
7) неперпендикулярность оси втулки к торцу может быть не более 8-й степени точности по ГОСТ 10356-63
Сборка неразъемных подшипников включает следующие операции (переходы):
1) запрессовка втулки в корпус
2) стопорение втулки от проворачивания (сверление отверстий, нарезание резьбы или развертывание, установка фиксирующего элемента)
3) восстановление размеров отверстия втулки (тонкое растачивание, развертывание, дорнование, раскатывание шариками или роликами)
Во избежание перекоса осей втулки и корпуса при запрессовке используют специальные приспособления с центрирующими элементами.
Тонкостенные вкладыши имеют небольшую жесткость в радиальном направлении и при установке полностью повторяют форму отверстия в корпусе и крышке и поэтому к ним предъявляют повышенные требования по точности формы: овальность посадочных гнезд не более 15-20 мкм, конусообразность не более 10-15 мкм на 100 мм длины, шероховатость поверхностей Ra=0,63-1,25 мкм.
Равномерное прилегание вкладышей по наружной поверхности к отверстию в корпусе и крышке необходимо не только для обеспечения жесткости подшипника, но и для хорошей отдачи тепла от вкладыша к корпусу. Фиксацию тонкостенных вкладышей осуществляют посредством специального уса, выштампованного в месте разъема. Усы упираются в опорные плоскости крышки или корпуса подшипника и препятствуют проворачиванию вкладыша. Подшипники скольжения с толстостенными вкладышами выполняют, как правило, невзаимозаменяемыми. В процессе сборки необходимое прилегание вкладыша к корпусу и крышке подшипника и вкладышей к валу достигается шабрением.
