

45. Сборка разъемных подшипников скольжения.
1) пригонка нижнего вкладыша к корпусу 2) пригонка верхнего вкладыша к крышке
3) пригонка верхнего и нижнего вкладышей к шейке вала 4) контроль плотности прилегания собираемых деталей
Правильность формы отверстия вкладыша контролируют по краске при номинальной нагрузке. Нижние вкладыши закрепляют в корпусах, на них укладывают вал с нанесенным тонким слоем краски (берлинской лазури и голландской сажи) и вал поворачивают на 2-3 оборота. При правильном прилегании вала и вкладыша пятна краски должны покрывать 80-90% поверхности вкладыша, при этом на каждом квадратном сантиметре должно быть не менее трех пятен с размерами не менее 3 мм.
Окончательную пригонку вкладышей подшипника выполняют в собранном виде с крышками. Гайки проверяемого подшипника затягивают динамометрическим ключом, вал проворачивают на 2-3 оборота, после чего гайки ослабляют, затягивают гайки следующего подшипника, вал снова проворачивают и т.д. После этого все подшипники раскрывают и выполняют окончательное шабрение и нижних и верхних вкладышей. Операцию повторяют до тех пор, пока не будет достигнуто требуемое качество прилегания.
Контроль масляных (радиальных) зазоров проводят с помощью латунных пластинок. Пластинку кладут на вкладыш, при затянутых подшипниках она не должна затруднять проворачивание вала. Толщина пластинки должна соответствовать предельному масляному зазору. Для регулирования радиального зазора в разъемных подшипниках предусмотрена установка прокладок между корпусом и крышкой. Их применяют в виде комплектов отдельных пластин толщиной 0,05-0,8 мм
Осевые зазоры в узлах с подшипниками скольжения проверяют щупом или индикатором предельных осевых перемещений вала, их величина должна быть 0,1-0,8 мм.
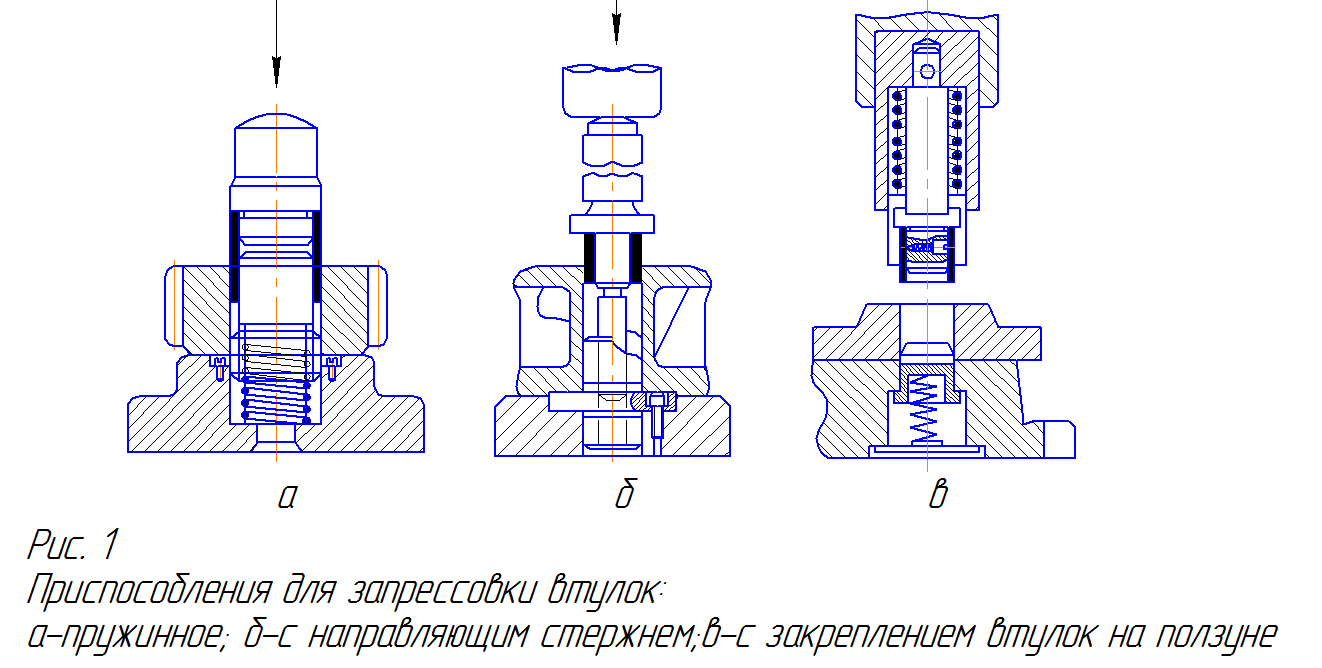
После сборки в зазоры между вкладышами подают смазку и производят припаботку, сначала на малых нагрузках и частоте вращения, постепенно доводя их до номинальных значений. Температура нагрева подшипников при этом не должна превышать 60 градусов по Цельсию. Более высокая температура указывает на некачественную пригонку и сборку, неудовлетворительное поступление смазки в сопряжение или на возникновение задиров и пригаров на рабочих поверхностях. В таких случаях приработку прекращают и устраняют дефекты. Приспособления для запрессовки втулок:а)пружинное,б)с направляющем стержнем, в)с закреплением втулок на ползуне
А
Б
В
46 Сборка цилиндрических зубчатых передач
Установлено 12 ст. точности зубчатой передачи.
Кроме степеней точности есть допуски на сопряжение.
Сборка цилиндрической передачи включает следующие переходы:
Сборка зубчатого колеса(если предусмотрено составное зубчатое колесо).
Установка шпонки.
Установка колеса на вал и фиксация его в осевом положении.
Установка промежуточных деталей.
Установка подшипников на вал.
Установка вала в корпус.
Регулировка подшипников.
Контроль качества сборки.
Обкатка передач.