

5. Цех прокатки широкополочных балок
5.1. История
Комплекс ЦПШБ по проекту блюминг «1500» и универсальной балочный стан. Все оборудование спроектировано и изготовлено Уралмашзаводом. Блюминг «1500» как головная обжимная клеть комплекса был введен в эксплуатацию в 1974 году и представлял наиболее современный и мощный блюминг в Европе. Блюминг обеспечивал производство заготовок прямоугольного и фигурного сечения для проката балок на универсально-балочном стане №20 до 100. Кроме того стнан катал и товарную заготовку. Производственная мощность блюминга достигала 3450 тонн заготовки в год при проектной 3000 тыс. тонн.
В 1996 году решением руководства комбината блюминг «1500» был остановлен и демонтирован. В результате, сортамент универсально балочного стана вынужденно ограничен из-за отстутствия фигруной заготовки для балок №60 и выше. Весь сортамент стана будет восстановлен только после пуска в эксплуатацию и освоения в полном объеме МНЛЗ №3 конвертерного цеха.
По образцовой культуре производства обжимной цех № 2 — блюминг "1500", был лучшим цехом комбината.
5.2. План цеха
Цех прокатки широкополочных балок представлен на рис.7.
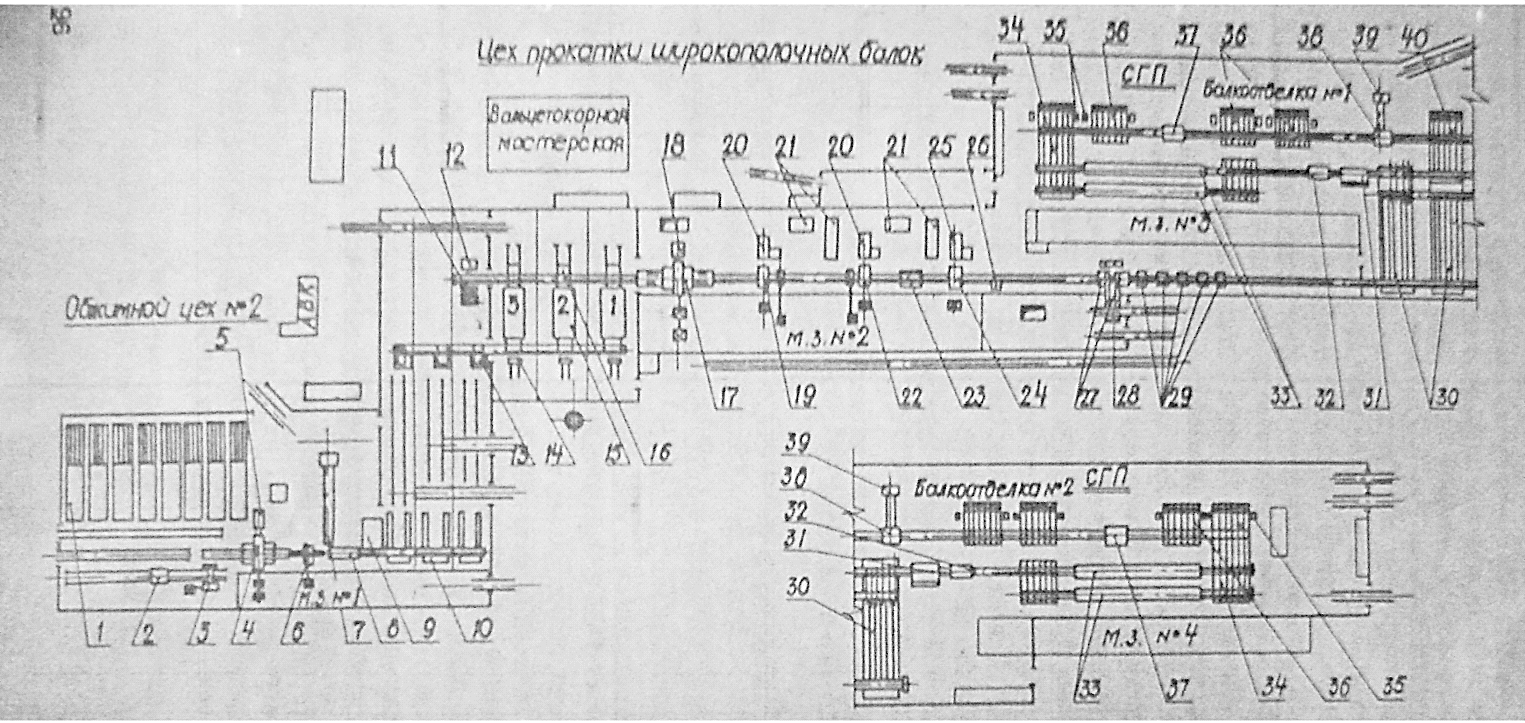
Рис.7. Схема оборудования обжимного цеха и цеха прокатки широкополочных балок:
1- группа нагревательных колодцев; 2- слитковоз; 3- сталкиватель; 4- обжимная двухвалковая клеть; 5- устройство для смены валков; 6- ножницы 1600т; 7- транспортёр уборки обрези; 8- клеймовочная машина; 9- устройство для пакетирования слябов; 10- уборочные стеллажи; 11- возвратный стеллаж; 12- сталкиватель; 13- загрузочные стеллажи; 14- печные толкатели; 15- нагревательные печи с шагающим подом; 16- устройство для выдачи заготовок из печи; 17- обжимная двухвалковая клеть 1300; 18- устройство для смены валков; 19- промежуточная универсально-балочная группа; 20- механизированные устройства для комплексной смены валков; 21- стенды для механизированной сборки; 22- предчистовая универсально-балочная группа; 23-устройство для охлаждения балок; 24- чистовая универсальная клеть; 25- перевалочное устройство чистовой универсальной клети; 26- клеймовочная машина; 27- стационарные пилы горячей резки; 28- транспортёр уборки обрезки; 29- передвижные пилы горячей резки; 30- холодильники; 31- горизонтальные роликоправильные машины; 32- вертикальные роликоправильные машины; 33- участки инспекторского осмотра; 34- распределительные стеллажи; 35- передвижные кантователи балок; 36- инспекторские стеллажи; 37- гидравлические правильные прессы усилием 600т; 38- дисковые пилы холодной резки; 39- транспортёры уборки обрези; 40- стеллаж возвратного потока.
Производительность универсального балочного стана составляет 100 – 120 тыс. т. в год. Обслуживающий персонал данного цеха насчитывает около 800 человек.
5.3. Сортамент и требования нормативно технической документации к качеству проката
Сортамент универсального балочного стана (УБС) цеха прокатки широкополочных балок НТМК включает более сорока групп двутавров по российским ГОСТам и зарубежным стандартам (ASTM, BS, HS), квадратную заготовку со стороной 100-200 мм, круглую заготовку для трубных заводов диаметром 115, 120, 150 и 210 мм, листовую сталь для нужд комбината толщиной 20- 120мм и шириной 700-1000 мм, шпунт Ларсена Л5-УМ, используемый для строительства портов и причалов.
Сортамент выпускаемой продукции приведен в табл. 2.
Таблица 2 . Сортамент ЦПШБ
Наименование продукта |
Шифр профиля, мм |
Нормативный документ на профиль |
1 |
2 |
3 |
Двутавры с параленльными гранями полок |
20Б1-60Б2 20Ш1-50Ш4 20К1-40К5 |
СТО АСЧМ 20 |
1 |
2 |
3 |
Двутавры с параленльными гранями полок |
20Б1-60Б2 20Ш1-50Ш4 20К1-40К5 |
СТО АСЧМ 20-93 |
Двутавры с параленльными гранями полок |
Размеры по: ASTM A6 JIS G 3192 BS 4r.1. |
Размерная спецификация Р 40-94 |
Двутавры с параленльными гранями полок |
|
ASTM A6 JIS G 3192 BS 4r.1. |
Двутавры с уклоном внутренних граней поллок |
24М, 30М, 36М, 45М |
ГОСТ 19425 |
Шпунт Ларсена |
Л5-УМ |
ТУ 14-102-8 |
Заготовка квадратная |
100, 115, 120, 125, 130, 140 , 150, 160, 200 |
ТУ 14-1-5237 ТУ 14-1-4492 |
Круглый прокат |
120, 150, 210 |
Гост 2590 |
Заготовка трубная |
120, 150, 210 |
ГОСТ 14-21 |
Заготовка шаровая |
120 |
|
Толстолистовой прокат |
Толщина от 14 и выше, ширина 700 |
Размерная спецификация Р 45-2001 |
В данной таблице:
ASTM- стандарт США, JIS- Япония, BS4- Великобритания.
По соотношению размеров и форме профиля двутавры подразделяются на три типа:
- Б – нормальные с параллельными гранями полок
-Ш - широкополочные с широкополочные гранями полок
-К - колонные с параллельными гранями полок
В свою очередь поперечное сечение двутавра должно соответствовать примеру приведенному на рис.8 .
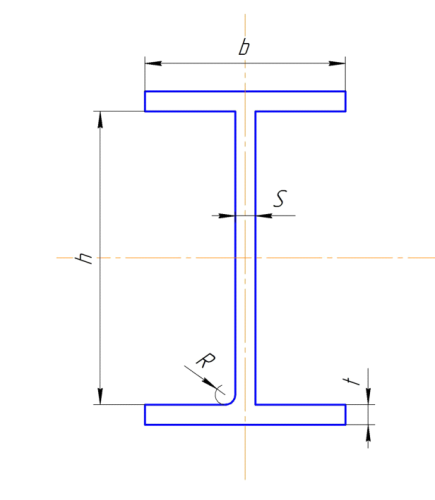
Рис.8. Поперечное сечение двутавра
h- высота; b- ширина полки; S- толщина стенки; t- толщина полки; L- длинна двутавра; d- перекос полки; δ=(b1-b2)/2 смещение полки относительно стенки; f- прогиб стенки.
Пределы отклонения по размерам и форме представлены на рис.9 и табл.3
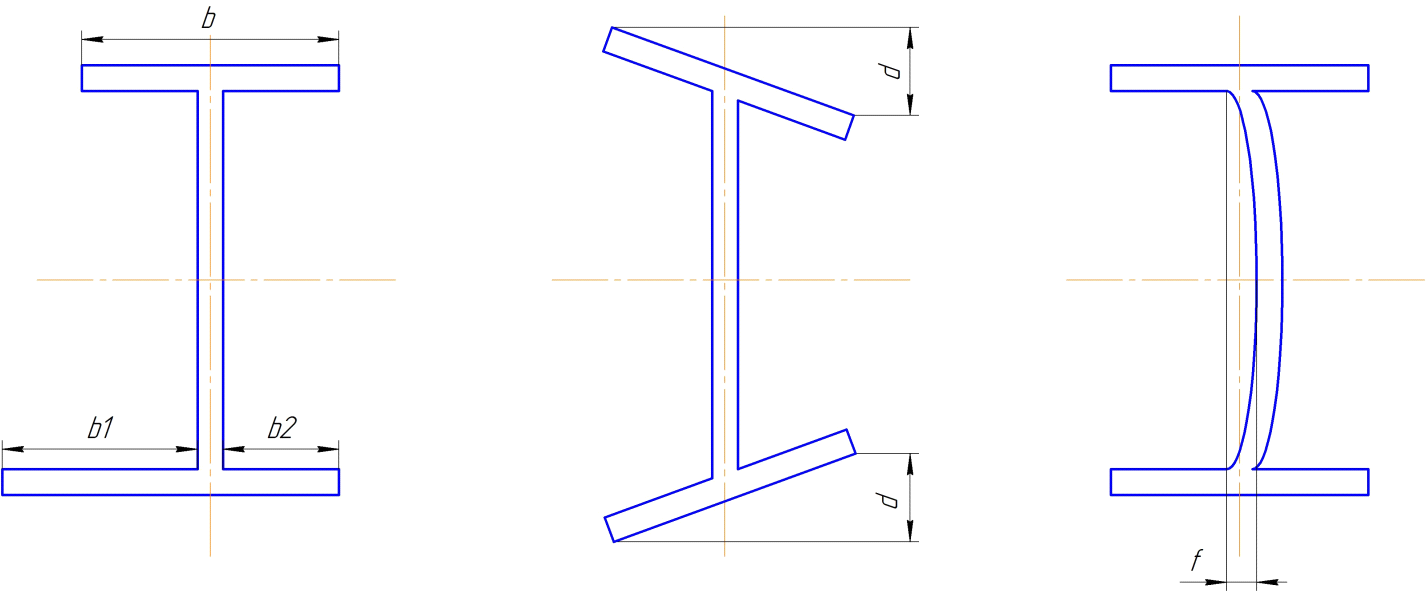
Рис. 9.Пределы отклонения двутавров по размерам и форме.
b1- ширина удлинённого фланца;
b2- ширина укороченного фланца; d- перекос полки; f- прогиб стенки.
Таблица 3. Пределы отклонения по размерам и форме
Параметр |
Размеры, мм |
Предельные отклонения |
1 |
2 |
3 |
Высота, h |
до 120 вкл. св. 120 до 380 от 380 до 580 от 580 |
±2,0 ±3,0 ±4,0 ±5,0 |
Ширина полки, b |
При высоте h до 120 вкл. св 120 |
±2,0 ±3,0 |
Толщина стенки, S |
до 4,4 вкл. св 4,4 до 6,5 вкл св 6,5 до 16,0 от 16,0 до 23,0 от 23,0 |
±0,5 ±0,7 ±1,0 ±1,5 ±2,0 |
Толщина полки, t |
до 6,3 вкл. св. 6,3 до 16,0 от 16,0 до 25,0 от 25,0 |
±1,0 ±1,5 ±2,0 ±2,5 |
Длинна двутавра, L |
до 7000 от 7000 до 15000 от 15000 |
+40 +80 +100 |
Перекос полки, d |
при высоте h до 120 вкл. св 120 до 290 от 290 |
1,0 0,015·b, но не более 3,0 0,015·b, но не более 4,0 |
Смещение полки относительно стенки, δ=(b1-b2)/2 |
при высоте h до 120 вкл. св. 120 до 190 от 190 до 290 от 290 и b до 220 от 290 и b от 220 |
1,5 2,5 3,0 3,0 4,0 |
Прогиб стенки, f |
при высоте h до 120 вкл. Св. 120 до 380 от 380 до 680 |
1,0 1,5 2,0 3,0 |
Двутавры выпускаются мерной длины 9, 10, 12, 15, 18 и 24 метра, из условия заказа длина двутавра может варьироваться от 4 до 24 метров. Кривизна двутавра не должна превышать 0,2 длины двутавра. Косина реза не должна выводить длину двутавра за предельные отношения по длине. Двутавры не должны иметь дефектов поверхности, мешающих дальнейшему применению. При наличии данных дефектов при условии того, что они не велики по размерам дефекты ликвидируются зачисткой или вырубкой.
Глубина зачистки не должна превышать:
- 1мм для эл-та профиля толщиной до 10мм
-2мм для эл-та профиля толщиной свыше 10мм
На торцах допускаются забоины в пределах половины фактического отклонения по длине, также допускаются небольшие заусицы. Расслоения на торцах не допускаются.