

7.4 Сортамент продукции и требования нормативно-технической документации к качеству колес
В настоящее время в КБЦ производят железнодорожные колеса перечисленные в табл. 9.
Таблица 9.Сортамент железнодорожных колес, выпускаемых в КБЦ НТМ
Номенклатурная группа |
Чертеж |
ГОСТ, ТУ |
Марка стали |
Диаметр колеса |
1 |
2 |
3 |
4 |
5 |
Колеса цельнокатаные |
957/175 |
ГОСТ 10791-2004,9036-88 |
2 |
957 |
Колеса цельнокатаные |
957/190 |
ГОСТ 10791-2004,9036-88 |
2 |
957 |
Колеса цельнокатаные |
9571/175 |
ГОСТ 10791-2004,9036-88 |
2 |
957 |
Колеса цельнокатаные |
9571/190 |
ГОСТ 10791-2004,9036-88 |
2 |
957 |
Колеса цельнокатаные |
9572/175 |
ГОСТ 10791-2004,9036-88 |
2 |
957 |
Колеса цельнокатаные |
9572/190 |
ГОСТ 10791-2004,9036-88 |
2 |
957 |
Колеса цельнокатаные |
9573/175 |
ГОСТ 10791-2004,9036-88 |
2 |
957 |
Колеса цельнокатаные |
9573/190 |
ГОСТ 10791-2004,9036-88 |
2 |
957 |
Колеса цельнокатаные |
9574/175 |
ГОСТ 10791-2004,9036-88 |
2 |
957 |
Колеса цельнокатаные |
9574/190 |
ГОСТ 10791-2004,9036-88 |
2 |
957 |
Колеса цельнокатаные |
9575/175 |
ГОСТ 10791-2004,9036-88 |
2 |
957 |
Колеса цельнокатаные |
9575/190 |
ГОСТ 10791-2004,9036-88 |
2 |
957 |
Колеса цельнокатаные |
9576/175 |
ГОСТ 10791-2004,9036-88 |
2 |
957 |
Колеса цельнокатаные |
9576/190 |
ГОСТ 10791-2004,9036-88 |
2 |
957 |
Колеса цельнокатаные |
9577/175 |
ГОСТ 10791-2004,9036-88 |
2 |
957 |
Колеса цельнокатаные |
9577/190 |
ГОСТ 10791-2004,9036-88 |
2 |
957 |
Колеса цельнокатаные |
9578/175 |
ГОСТ 10791-2004,9036-88 |
2 |
957 |
Таблица 9. Продолжение
1 |
2 |
3 |
4 |
5 |
Колеса цельнокатаные |
9578/190 |
ГОСТ 10791-2004,9036-88 |
2 |
957 |
Колеса цельнокатаные |
9579/175 |
ГОСТ 10791-2004,9036-88 |
2 |
957 |
Грубообработанное вагонное колесо |
108 |
Контракт, ТТ-13-2000 |
R7T |
920 |
Грубообработанное вагонное колесо |
109 |
ТС 102-106-2001 |
R7T |
920 |
Железнодорожное колесо для Турции |
093 |
ТУ 14-102-122-90 |
2 |
920 |
Колеса цельнокатаные для электровозов |
1256 |
ТУ 14-102-95-99 |
2 |
1260 |
Колеса цельнокатаные |
092 |
ТУ 14-102-140-92Э |
R9T |
1000 |
Колеса цельнокатаные |
099 |
ТУ 14-102-140-92Э |
R9T |
1000 |
Колесо 927 |
1071 |
Контракт |
В82 |
927 |
Колесо 940 |
111А |
СТП-102-132-2000 |
В82 |
940 |
Колесо цельнокатаное |
094 |
ТУ 14-102-140-92Э |
R9T |
853 |
Колесо цельнокатаное |
097 |
ТУ 14-15-62-78,ТС 102-74-94 |
2 |
840 |
Колесо цельнокатаное |
097А |
ТУ 14-15-62-78,ТС 102-74-94 |
2 |
840 |
Колесо цельнокатаное |
113 |
ч.113,ГОСТ 10791-89, ТС 102-105-2001 |
2 |
865 |
Колесо цельнокатаное для Канады |
117 |
Контракт,ТТ-52-2003 |
2 |
915 |
Колесо цельнокатаное для Канады |
117Б |
Контракт,ТТ-52-2003 |
B |
915 |
Колесо цельнокатаное для Ремонтных целей |
082А |
|
2 |
950 |
Крановое колесо |
075 |
ТУ 14-15-62-78 |
2 |
755 |
На рис. 18. можно увидеть схематические изображения разреза колеса, доступных к производству конфигураций.
.
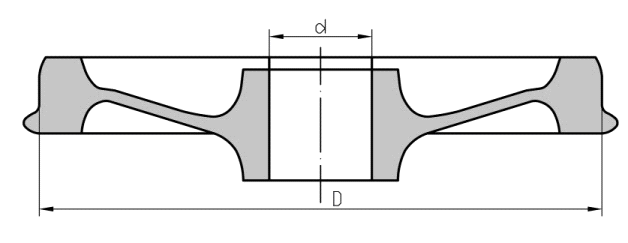
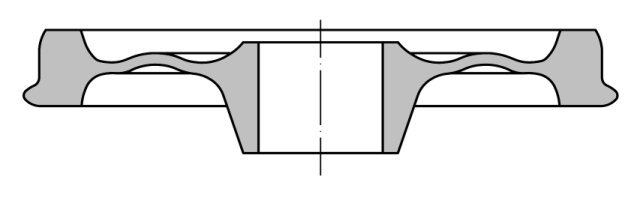
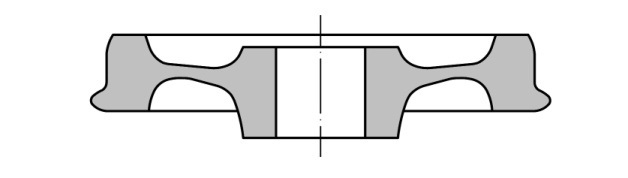

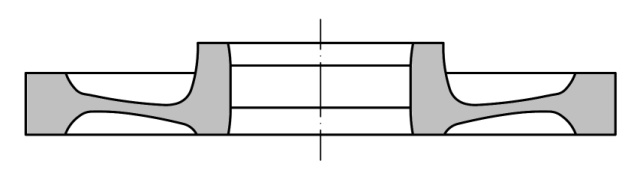
Рис. 18.
Кроме перечисленных в табл.9. железнодорожных колес, в КБЦ производят широкий спектр заготовок колес различного назначения, бандажи колес, заготовки для бандажей, заготовки для различных изделий, машиностроения типа тел вращения, кольца различного типоразмера и назначения заготовки для инструмента. В целом, около 70% в тоннаже в отгрузке КБЦ составляет продукция колесопрокатного производства и около 30% - продукция бандажного цеха.
Колеса должны быть изготовлены из спокойной стали, подвергнутой внепечной обработке инертным газом и(или) вакуумированию.
Химический состав стали поковшевой пробе должен соответствовать нормам, указанным в табл. 10.
Табл.10.Химический состав колесной стали
Марка стали |
Массовая доля элементов, % |
|||||
Углерод |
Марганец |
Кремний |
Ванадий |
Сера |
Фосфор |
|
не более |
||||||
1 |
0,44-0,52 |
0,80-1,20 |
0,40-0,65 |
0,08-0,15 |
0,030 |
0,035 |
2 |
0,55-0,65 |
0,50-0,90 |
0,22-0,45 |
Не более 0,10 |
0,030 |
0,035 |
3 |
0,58-0,67 |
0,50-0,90 |
0,22-0,45 |
0,08-0,15 |
0,020 |
0,030 |
Готовые колеса должны быть без расслоений, трещин, завернувшихся и утонувших корочек, остатков усадочных раковин.
Поверхность колеса должна быть без дефектов: плен, закатов, трещин, раскатных загрязнений. Поверхность колеса должны быть без окалины и зачищена от коррозии. Обода колес должны быть подвергнуты упрочняющей термообработке. Механические свойства колес должны соответствовать нормам указанным в табл. 11.
Таблица 11. Механические свойства, твердость и ударная вязкость колес
Марка стали |
Временное сопротивление в, Н/мм2 |
Относительное удлинение , % |
Относительное сужение , % |
Твердость на глубине 30 мм от поверхности катания, НВ |
Ударная вязкость на образцах при температуре 20С, Дж/см2, не менее |
|||
Не менее |
из обода |
из диска |
||||||
1 |
880-1080 |
12 |
21 |
248 |
30 |
30 |
||
2 |
910-1110 |
8 |
14 |
255 |
20 |
20 |
||
3 |
980-1130 |
8 |
14 |
285 |
16 |
16 |
||
По данным ТУ, на НТМК колеса производят фактически только из стали марки 2. Усредненный химический состав стали.приведен в табл. 12.
Таблица 12.Фактический усредненный химический состав колесной стали марки 2
Массовая доля элементов, % |
|||||||||||
С |
Mn |
Si |
V |
Cr |
Ni |
Cu |
Ti |
Al |
S |
P |
|
не более |
|
||||||||||
0.6065 |
0.8076 |
0.3609 |
0.026 |
0.027 |
0.048 |
0,009 |
0,003 |
0,005 |
0,030 |
0,035 |
|
ЗАКЛЮЧЕНИЕ
В ходе ознакомительной практики мы посетили следующие производства: коксохимическое, доменное, кислородно-конвертерное, рельсобалочное, колесобандажное и широкополочных балок. В цехах мы наглядно ознакомились с технологиями полного металлургического цикла (от производства кокса и чугуна до изготовления стальных профилей), увидели оборудование, с помощью которого осуществляются все технологические операции на производстве.
НТМК – один из огромнейших и мощнейших производителей металла, как на российском, так и на мировом рынке, являясь одним из немногих предприятиях с полным металлургическим циклом в нашей стране. Выпускаемая продукция соответствует мировым стандартам качества, но к сожалению, как мы заметили, большинство цехов использует устаревшее оборудование, и поэтому идет постепенная реконструкция, демонтаж оборудования и капитальный ремонт. Однако, модернизация производства не идет однородно по всему комбинату , например, в РБЦ ведутся разговоры о поставке нового оборудования, но пока что основная доля инструментов и станов работают с пуска цеха ( с 40-х годов), в то время как КБЦ снабжено новым немецким полностью автоматизированным комплексом штамповки колес сразу из исходных заготовок.
НТМК прогрессирует: развиваются технологии, совершенствуется оборудование, привлекаются иностранные производители и подбираются высококвалифицированные кадры.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. МЕТАЛЛУРГИЯ ЧУГУНА: Учебник для вузов. 3-е изд., перераб. и доп. / Под редакцией Ю.С. Юсфина. — М.: И КЦ «Академкнига», 2004. — 774 е.: ил.
2. Кудрин В.А. Теория и технология производства стали: Учебник для вузов. - М.: «Мир», ООО «Издательство ACT», 2003. -528 с, ил.
3. Начала Металлургии: Учебник для вузов/ В.И. Коротич, С.С. Набойченко и др. Екатеринбург: УГТУ, 2000. 392 с
4. Пятьдесят лет Нижнетагильскому металлургическому комбинату им. В.И. Ленина: Обзор. Информ./Ин-т «Черметинформация». М., 1990, 133 с.
5. Евраз Холдинг, Типография ОАО «НТМК», июнь 2007.
6. От Демидовых до наших дней. Исторический очерк. В.Е. Анисимов. ОАО « НТМК» 2000г.