

7.Колесобандажный цех 7.1 Технология производства черновых колес
Производство железнодорожных колес основано на общей технологической схеме: получение непрерывнолитой заготовки; раскрой ее на мерные краты; нагрев с использованием гидросбива окалины; предварительная штамповка, совмещенная с осадкой и калибровкой; окончательная штамповка; прокатка на колесопрокатном стане; прессовая гибка, правка и калибровка колеса. План колесобондажного цеха представлен на рис.12
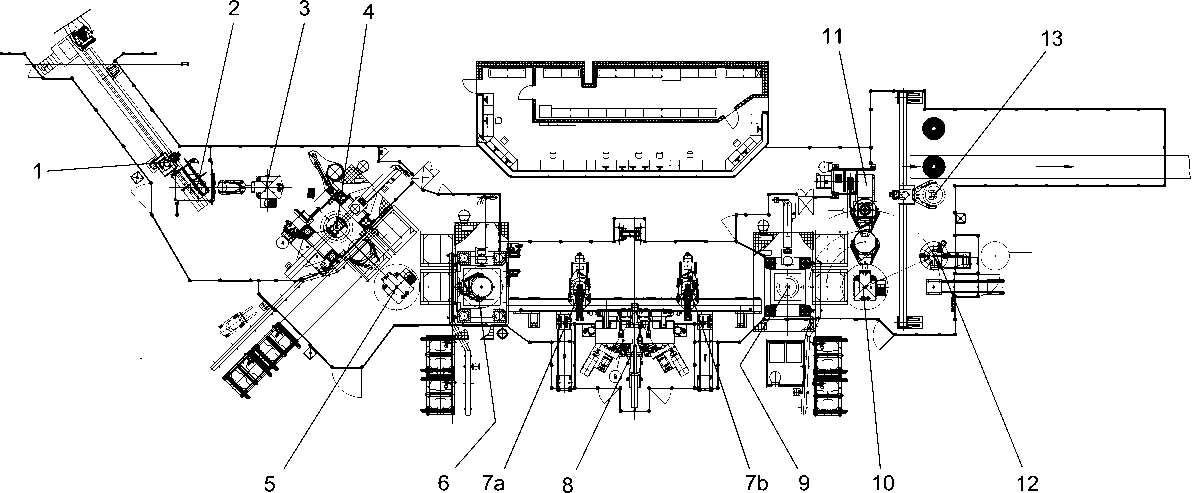
Рис. 12. Схема расположения оборудования участка стана КБЦ ОАО «НТМК»
1. робот манипулятор №1;
2. установка для удаления окалины;
3. робот манипулятор №3;
4. формовочный пресс, R 5000;
5. робот манипулятор №5;
6. формовочный пресс, R 9000;
7a. робот манипулятор №7;
8. колёсопрокатный стан, DRAW 1400; 7b. робот манипулятор №9;
9. прошивной пресс, K 5000;
10. манипулятор робот (тип 1074-2) №11;
11. маркировочный пресс;
12. измерительная установка;
13. робот манипулятор №14
Черновые колеса подвергаются закалке и отпуску, полнопрофильной механической обработке, балансировке и дробеметному упрочнению диска. Одним из достижений современной технологии производства колес является применение приборного контроля внутренних и поверхностных дефектов, а также размеров колес с помощью лазерных измерителей. Непрерывнолитые заготовки диаметром 430 мм из конверторного цеха в специальных вагонах-термосах доставляются на заготовительный участок колесобандажного цеха, где подвергаются замедленному охлаждению в вагонах-термосах или специальных термоямах. Охлажденные заготовки разрезаются на пилах холодной резки на штучные заготовки с точностью (+3, -1) кг по массе и поплавочно задаются в кольцевую печь (рис. 13). Размеры рабочего пространства нагревательной печи выбраны из расчета оптимального расположения заготовок при семирядном посаде и обеспечения эффективного теплообмена.
Рис. 13. Кольцевая печь для нагрева заготовок
Точность
нагрева заготовок составляет ±15о
С, угар металла 1,0-1,5%. Все горелки имеют
автономное обеспечение газа и воздуха
и автоматическое управление с релейной
характеристикой нагрева металла.
Подогрев воздуха до температуры 500о
С осуществляется в рекуператоре,
используя тепло отходящих газов. Горелки
обеспечивают полное сжигание топлива
при коэффициенте избытка воздуха
 =1,05,
и выбросы в атмосферу экологически
вредных газов NOхи
СО
составляют
0,79 г/с, что в 3-4 раза ниже ПДВ.
=1,05,
и выбросы в атмосферу экологически
вредных газов NOхи
СО
составляют
0,79 г/с, что в 3-4 раза ниже ПДВ.
Нагретые заготовки с помощью манипулятора подаются в камеру гидросбива окалины (рис. 14). Обеспечение установки водой выполняется через бак с помощью двух контуров низкого и высокого давления. Система гидроуправления контуров обеспечивает подачу воды на три коллектора в соответствии с заданным циклом проката. Прежде всего окалина удаляется с нижней торцевой поверхности заготовки при ее транспортировке на поворотный стол. При повороте стола с заготовкой на 360о и подаче высоконапорной воды (до 325 атм) на боковую и верхнюю торцевую поверхности, происходит полное удаление печной окалины.
Рис.13. Камера гидросбива
С помощью робота манипулятора заготовка передается от камеры гидросбива окалины к прессу R 5000 и устанавливается на нижний штамп. Перед обжатием заготовка позиционируется с помощью специального центрирующего устройства. Конструкция штамповой оснастки позволяет осуществить операцию осадки заготовки в калибрующем кольце, совмещенной с разгонкой металла в обод и формовки элемента с базовой поверхностью для центрирования поковки при укладке ее в штампах пресса R 9000. На прессе R 9000 формируется заготовка под прокатку со ступицей и прилегающим к ней диском, с размерами чернового колеса. Равномерность и симметричность заполнения обода и гребня по периметру, а также точность размера обода обеспечиваются как при предварительной настройке прессов, так и при оперативном управлении технологическим процессом изготовления чернового колеса. После окончательной штамповки заготовка поднимается выталкивателем над нижним штампом и манипулятором передается на колесопрокатный стан. В паузах, когда заготовка на штампах обоих прессов отсутствует, инструмент деформации охлаждается воздушно-водяной смесью под давлением 10-16 атм, подаваемой через форсунки коллекторов охлаждения. Для смазки штампов подается графитосодержащая воздушно-смазочная смесь, подаваемая через форсунки коллекторов смазки.
Колесопрокатный стан DRAW1400 предназначен для прокатки отштампованной заготовки в вертикальном положении. Прокатка осуществляется пятью валками, двумя поддерживающими и двумя центрирующими роликами. Формирование обода колеса по толщине гребня и диска у обода осуществляется одним нажимным и двумя эджерными приводными валками, образующими прокатный калибр, а ширина обода, требуемых размеров, обеспечивается двумя боковыми валками. Особенностью применяемого способа прокатки является то, что в любой момент металл в очаге деформации находится под воздействием сжимающих напряжений, благодаря чему толщина диска у ступицы остается неизменной. Диаметр колеса в процессе прокатки увеличивается, поэтому положение осей валков и роликов, кроме верхнего центрирующего, регулируется в процессе прокатки с помощью механизмов радиальной и угловой настройки гидравлического типа. Работа механизмов определена управляющей программой процесса прокатки и осуществляется в автоматическом режиме. Перед прокаткой производится настройка стана. Для этого в стан устанавливается специальное эталонное колесо, а точность его установки контролируется лазерным измерителем. Все изменяемые и регулируемые параметры настройки валков вносятся в управляющую программу и отображаются на графическом мониторе поста управления станом. Расчет калибровки валков осуществляется с использованием программного комплекса, а результаты расчета также используются в управляющей программе. После установки штампованной поковки в стан портальным манипулятором производится ее центровка, а приводные эджерные валки сводятся и осуществляется процесс прокатки, режимы которой регламентированы известными ограничениями, используемыми в системе управления стана. Для процесса прокатки обода колесной заготовки характерна неравномерность обжатия, возникающая на первых оборотах прокатываемой заготовки. В следствие этого внутренняя поверхность обода становится овальной, а обод разнотолщинным, поэтому после раскатки в конечной стадии процесса прокатки осуществляют полировку обода при снижающихся от оборота к обороту обжатиях. При изготовлении колес с криволинейной формой диска при его выгибке на прессе К 5000 происходит утяжка диска. Для компенсации кольцевого утонения диска в программе управления процессом раскатки колеса предусмотрена возможность разведения эджерных валков для получения местного утолщения диска, ориентированного относительно величины внутреннего диаметра.
Прокатное колесо портальным манипулятором передается на гибочно-прошивной пресс К 5000, кантуется на 90о и устанавливается торцем ступицы наружной стороны колеса на прошивную втулку. При ее опускании происходит самоцентрирование колеса относительно нижнего штампа по боковой поверхности ступицы. Перемещением верхнего штампа происходит выгибание диска, после чего специальным прошивнем выдавливается перемычка в ступице колеса. После подъема верхнего выгибного штампа черновое колесо выталкивается с нижнего штампа прошивной втулкой. Штампы между операциями калибровки колес очищаются, охлаждаются и смазываются аналогично, как на первых двух прессах.
На торцевую поверхность обода с наружной стороны колеса на маркировочном прессе наносится маркировка. После нанесения маркировки черновое колесо манипулятором укладывается на поворотный стол лазерного измерителя (рис. 14), предназначенного для безконтактного измерения высоты и диаметра ступицы, толщины диска, внутреннего и внешнего диаметра, максимального диаметра колеса и ширины обода. Три лазерные измерительные головки установлены таким образом, чтобы при повороте колеса на 360о произвести измерения его размеров, определить среднее, минимальное и максимальное его значение, а информация отображается на графическом мониторе на посту управления. Сведения о размерах чернового колеса и температуре используются для оперативного управления технологическим процессом. Затем черновое колесо манипулятором передается на ленту транспортера для охлаждения, термической обработки и контроля качества.
Рис. 14. Лазерный измеритель