9.2. Технологическая рациональность конструктивных решений
Технологическую рациональность конструктивных решений характеризуют показатели, учитывающие взаимосвязь основных параметров трудовых и материальных затрат с показателями качества изделия, в том числе показателями назначения, надёжности и эргономичности. Количество показателей, испо-льзуемых для оценки уровня технологичности, должны быть минимальными, но достаточными.
Основными показателями являются:
- трудоёмкость изготовления (эксплуатации, ремонта) изделия;
- относительная трудоёмкость заготовительных работ;
- технологическая себестоимость;
- удельная материалоёмкость изделия;
- ряд коэффициентов, учитывающих использование материалов и типовых технологий, сборности конструкции, точности обработки, шероховатости поверхности и эффективности взаимозаменяемости.
Трудоёмкость и себестоимость изготовления (эксплуатации, ремонта) зависят не только от конструкции изделия, но и, в значительной степени, от вы-бранного технологического процесса, его оснащённости и режимов обработки.
Поэтому при определении технологичности конструкции необходимо исключить влияние принятого технологического процесса и определять уровень технологичности данной конструкции как отношение трудоёмкости и себестоимости её изготовления к трудоёмкости и себестоимости изготовления других конструктивных вариантов этого изделия в аналогичных сопоставимых производственных условиях.
Если обозначить
уровень технологичности конструкций
двух вариантов изделий через
![]() а трудоёмкость их изготовления в
одинаковых производственных условиях
и одинаковом количестве выпускаемых
изделий – через
а трудоёмкость их изготовления в
одинаковых производственных условиях
и одинаковом количестве выпускаемых
изделий – через
![]() то получим:
то получим:
![]()
где:
![]() - степнь технологичности первого
конструктивного варианта из делия.
- степнь технологичности первого
конструктивного варианта из делия.
Для изделий одинаковых конструкций степень технологичности вариантов составляет:
![]()
Уровень технологичности конструкции по трудоёмкости изготовления определяется по формуле:
![]() ,
,
где:
![]() - достигнутая трудоёмкость;
- достигнутая трудоёмкость;
![]() - достигнутая трудоёмкость.
- достигнутая трудоёмкость.
Аналогично определяется уровень технологичности конструкции по технологической себестоимости:
![]()
где:
![]() - достигнутая себестоимость изделия;
- достигнутая себестоимость изделия;
![]() - базовый показатель техно логической
себестоимости.
- базовый показатель техно логической
себестоимости.
Предварительные расчёты показателей в период проектирования проводятся по приближённым расчётам на основании статистических данных по аналогичным объектам.
К корпусным конструкциям предъявляются следующие требования (табл. 9.1):
- способ изготовления – литьё, сварка, штамповка;
- литые заготовки должны отвечать требованиям машинной формовки: толщина стенок в разных сечениях не должна иметь резких изменений.
- оптимальная конструкция корпусной детали должна иметь правильную геометрическую форму, обеспечивающую её полную обработку от одной базы;
- должна быть обеспечена возможность обработки плоскостей и торцов с отверстиями на проход;
- размеры обрабатываемых внутренних отверстий не должны превышать размеры соосных им отверстий на наружных стенках деталей;
- следует избегать многообразия размеров отверстий и резьб.
К деталям тел вращения со сквозными отверстиями предъявляются следующие требования (табл. 9.2):
- конструкция деталей должна предусматривать обработку только сопрягаемых поверхностей;
- форма деталей должна обеспечивать возможность получения заготовок
Таблица 9.1
Требования к корпусным конструкциям
Технологические требования к де-тали |
Эскизы конструктивных решений |
Технологическое обоснование ко-нструктивного решения |
|
нетехнологичных |
технологичных |
||
Корпусные детали должны иметь хоро-шо развитые опорные поверхности, обеспечивающие жё-сткое крепление де-тали в процессе меха-нической обработки с расположением баз в одной плоскости |
|
|
Корпус имеет недостаточно развитую опорную базу, что не обеспечивает необходимую остойчивость детали |
При наличии неско-льких соосных отвер-стий на нескольких параллельных осях целесообразно предусматривать убыва-ние диаметров в одном направлении на всех осях |
|
|
Поворот детали уве-личивает погрешно-сть относительного расположения отвер-стий |
Внутренние торцовые поверхности дол-жны быть легко доступны для обработки |
|
|
Внутренний торец 1 обрабатывается через отверстие 2 зенкером, насаживаемым на оправку, что при небольшом отверстии малопроизводи-тельно |






с минимальными припусками;
- конструкция деталей должна предотвращать их деформацию при термической обработке;
- допуски на размеры точных деталей не должны усложнять технологию производства.
Более технологичной следует считать конструкцию изделия, в которой применено наименьшее количество наименований материалов.
Обеспечение взаимозаменяемости сборочных единиц и деталей с оптимальными значениями допусков является существенным фактором , характеризующим технологичность конструкции машины. Отсутствие взаимозаменяемости сборочных единиц и деталей значительно увеличивает трудоёмкость изготовления машин за счёт пригоночных и регулировочных работ.
Таблица 9.2
Требования к деталям типа тел вращения
Технологичес-кие требования к деталям |
Эскизы конструктивных решений |
Технологичес-кое обоснова-ние конструк-тивного реше-ния |
|
нетехнологичных |
технологичных |
||
Валы |
|||
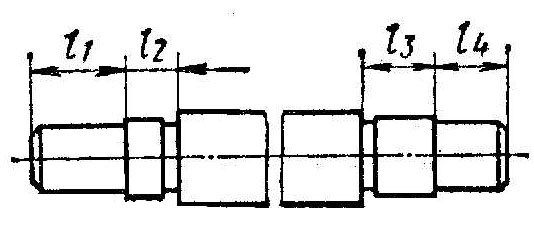
В многоступенча-тых валах размеры
ступеней по длине следует устанавливать
одинаковыми иликратными, напри-мер
|
|
|
При одинаковой или кратной длине ступеней вала время обработки уменьшается, причём обработка может производиться одновременно |
Втулки |
|||
Конструкция втулок должна обеспечивать возможность обработки с одной стороны |
|
|
В первом случае отверстия могут быть обработаны за две операции, при том, что нарезание глухого отверстия затруднительно. Во втором случае обработка проис-ходит за одну операцию, при облегчении нарезания резьбы |
Втулки |
|||
Конструкция вту-лки должна обес-печивать свободный вход и выход инструмента |
|
|
Втулка с открытым с одной стороны отверстием обрабатывается на предварительно настроенном станке без затруднений |
Шестерни и шкивы |
|||
Объём механической обработки должен быть минимальным |
|
|
Торцовая поверхность 1 является базой для нарезания зубьев. Для сокращения трудоёмкости следует ограничить ра-змер повер-ти 1 |
Продолжение табл. 9.2 |
|||
Шестерни и шкивы |
|||
Обрабатываемые поверхности дол-жны быть доступ-ны для обработки |
|
|
Наружную пове-рхность ступицы можно шлифова-ть, если вынести её за торец
|