

29. Сверление. Сущность процесса, назначение и область применения, применяемое оборудование (станок), инструмент, приспособления, точность размеров и шероховатость обрабатываемой поверхности.
Сверление- основной способ получения сквозных и глухих отверстий в сплошном материале заготовки. В качествеинструментаиспользуетсясверло. Обработка производится насверлильных и токарных станках. На сверлильных станках сверло совершает вращательное движение и продольное вдоль оси отверстия, а заготовка закреплена на столе станка. На токарных станках обрабатываемая деталь закрепляется в патрон и совершает вращательное движение, сверло крепится в заднюю бабку станка и совершает поступательное движение вдоль оси отверстия.
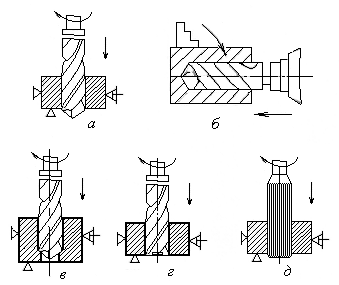
Рис.2. Схемы: а, б - сверления, в – рассверливания, г-зенкерования, д- развертывания
Диаметр просверливаемого отверстия можно увеличить сверлом большего размера. Такие операции называют рассверливанием. При сверлении обеспечивается сравнительно невысокая точность и качество поверхности.
Для получения отверстий более высокой точности и меньшей шероховатости поверхности выполняются зенкерование и развертывание. Зенкерованиемобрабатывают предварительно полученные отверстия многолезвийным инструментомзенкером, который имеет более жесткую рабочую часть. Число зубьев не менее трех.
Развертываниемможно исправить неточности формы отверстия.Развертки- многолезвийный инструмент, срезающий очень тонкие слои с обрабатываемой поверхности.
Назначение сверления: Сверление необходимая операция для получения отверстий в различных материалах при их обработке, целью которой является:
Изготовление отверстий под нарезание резьбы, зенкерование, развёртывание или растачивание.
Изготовление отверстий (технологических) для размещения в них электрических кабелей, анкерных болтов, крепёжных элементов и др.
Отделение (отрезка) заготовок из листов материала.
Ослабление разрушаемых конструкций.
Закладка заряда взрывчатого вещества при добыче природного камня.
Операции сверления производятся на следующих станках:
Вертикально-сверлильные станки.
Горизонтально-сверлильные станки.
Вертикально-расточные станки.
Горизонтально-расточные станки.
Вертикально-фрезерные станки.
Горизонтально-фрезерные станки.
Универсально-фрезерные станки.
Токарные станки (сверло неподвижно а обрабатываемая заготовка вращается).
Токарно-затыловочные станки (сверление вспомогательная операция, сверло неподвижно).
Для облегчения процессов резания материалов применяют следующее:
Охлаждение (вода, эмульсии, олеиновая кислота, углекислый газ, графит).
Ультразвук (ультразвуковые вибрации сверла увеличивают производительность и дробление стружки).
Подогрев (ослабляет твёрдость труднообрабатываемых материалов).
Удар (при ударно-поворотном сверлении (бурении) камня, бетона).
30. Протягивание. Сущность процесса, назначение и область применения, применяемое оборудование (станок), инструмент, приспособления, точность размеров и шероховатость обрабатываемой поверхности.
Протягивание- высокопроизводительный метод обработки деталей разнообразных форм, обеспечивающимвысокую точность формы и размеровобрабатываемой поверхности. Из-за высокой стоимостиинструмента - протяжки, протягивание применяют в крупносерийном производстве. В протяжке каждый режущий зуб больше последующего на определенную величину. Процесс резания при протягивании производится на протяжныхвертикального и горизонтального исполнений станкахпри поступательном движении инструмента относительно неподвижной заготовки за один проход.
Отверстия различной геометрической формы протягивают на горизонтально-протяжных станках для внутреннего протягивания. Размеры отверстий от 5 до 250 мм.
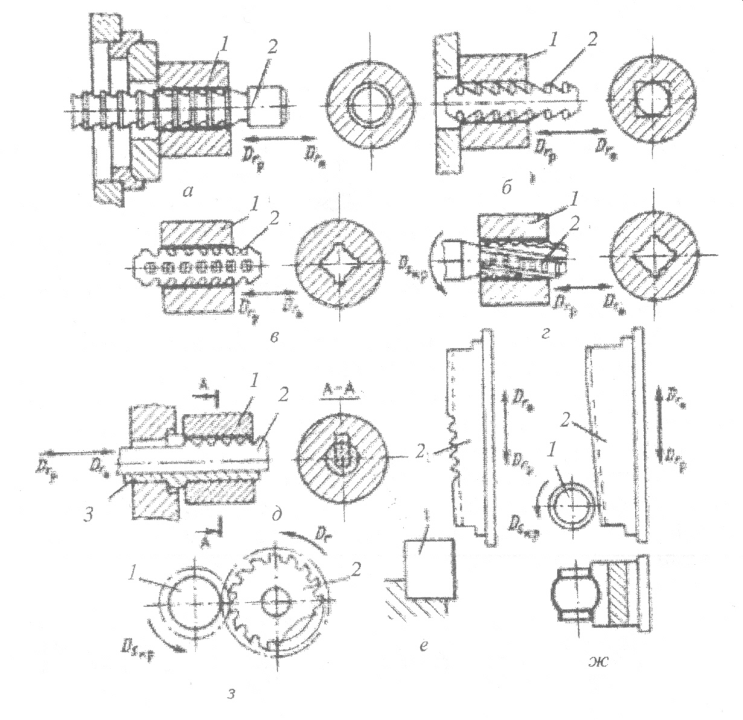
Рис. 6. Схемы протягирания: 1-обрабатываемая деталь,2 – протяжка; а…д- внутреннее протягивание; з…ж- наружнее протягивание
Цилиндрические отверстия протягивают после сверления, растачивания или зенкерования. Шпоночные и шлицевые пазы протягивают протяжками, форма которых в поперечном сечении соответствует профилю протягиваемого отверстия.
Наружные поверхности различной геометрической формы протягивают на вертикально-протяжных станках для наружного протягивания.
Протягивание применяется в крупносерийном и массовом производстве металлоизделий, и редко в мелкосерийном и единичном. Протяжки различных конструкций — наружные, внутренние, и дорны, являются одними из наиболее дорогих инструментов для выполнения металлообработки. Подчас каждая протяжка при своем изготовлении требует наивысшей точности и правильного расчета. Это обусловлено тем, что инструмент при протягивании работает в наиболее тяжёлых и суровых условиях огромных нагрузок (растяжение, сжатие, изгиб, абразивное и адгезионное выкрашивание лезвий протяжки). Протягиванию предшествуют подготовительные операции металлообработки, такие как сверление, зенкерование, развертывание, вырубка (т. е. для проведения протягивания требуется достаточно точно обработанная поверхность заготовки).
Дорнование(дорнирование) – вид обработки заготовок без снятия стружки. Сущность дорнования сводится к перемещению в отверстии заготовки с натягом жёсткого инструмента – дорна. Размеры поперечного сечения инструмента больше размеров поперечного сечения отверстия заготовки на величину натяга.
Станки для протягивания:
Горизонтально-протяжные станки: Все виды внутреннего и наружного протягивания заготовок.
Пресса: Обработка отверстий дорнами (прошивка, формообразование, калибровка).
Виды протягивания:
Внутреннее протягивание. Наружное протягивание. Дорнование. Накаливание.