

Производство стали в электрических печах
О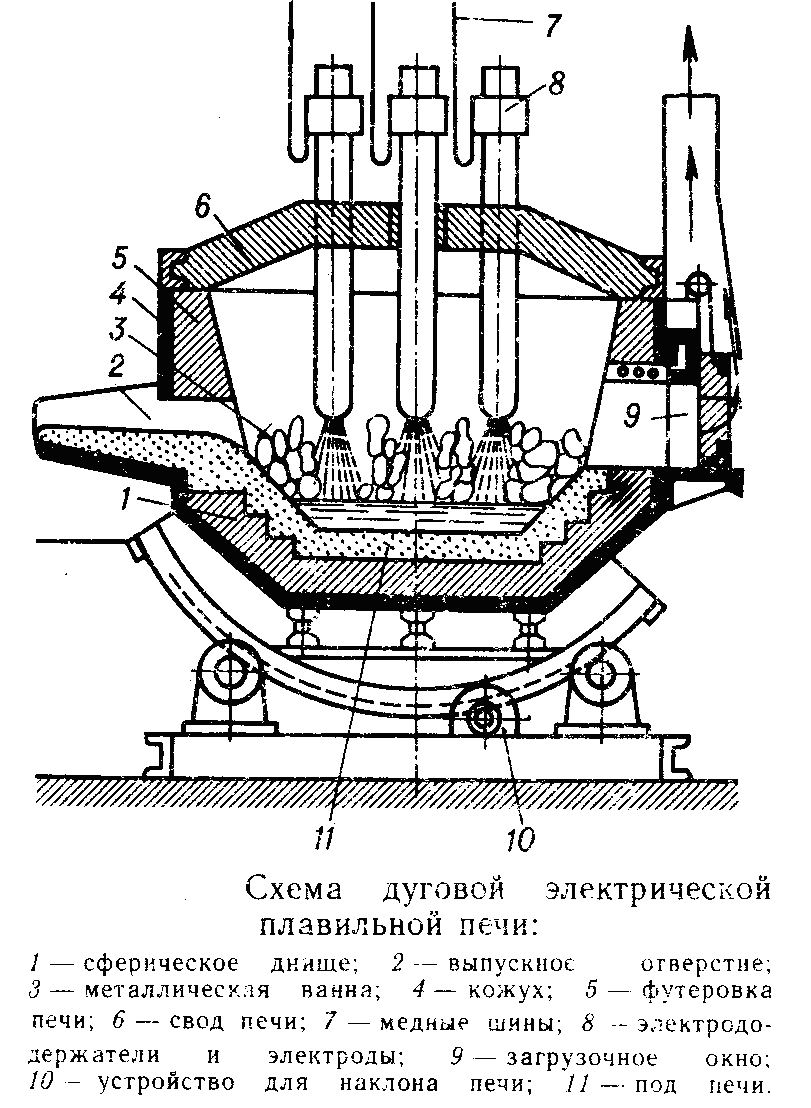 коло
10% от общего производства. В основном
применяются два типа электропечей —
дуговые и индукционные.
коло
10% от общего производства. В основном
применяются два типа электропечей —
дуговые и индукционные.
Дуговые печи построены на использовании тепла электрической дуги, образующейся между графитовыми электродами 8 и металлической ванной 3. Печь состоит из,:; футерованного изнутри 5 цилиндрического стального’ кожуха 4 •со сферическим. днищем 1. Свод печи выкладывают из динасового или хромомагнезитового кирпича. Для увеличения срока службы применяют водоохлаждаемые своды.
Печь имеет загрузочное окно 9 и выпускное отверстие 2.В своде печи сделаны отверстия для электродов, подъем и опускание которых в процессе плавки осуществляются автоматически. К электродам медными шинами 7 подводится трехфазный переменный ток (постоянный ток вызовет электролиз в металлической ванне). Дуговые печи для плавки стали имеют емкость 0,5...200 т, строятся печи емкостью 300. ..400 т, экономически более выгодные. При помощи специального устройства 10 их можно наклонять под углом 40...45° в сторону выпускаемого отверстия для слива металла и на 10...15° в сторону рабочего окна для скачивания шлака. В металлургических цехах плавку ведут в основных, а в литейных — в кислых печах (подразделяются по футеровке пода 11). Период нагрена и плавления шихты в тех и других печах протекает почти одинаково. После загрузки шихтовых материалов электроды опускают и подключают к источнику тока. Между шихтой и электродами образуется дуга с температурой более 3000 °С. Происходит плавление металла и окисление примесей. Во время плавки 2—3 раза сливают шлак, удаляя вредные прим еси.
Продолжительность плавки в электродуговых печах в зависимости от их емкости составляет 4...6 ч, рас ход электроэнергии при - работе на твердой шихте 700. ..900 кВт на 1 т стали.
Электрические печи потребляют много электроэнергии, поэтому они используются, как правило, для получения только высококачественной стали.
Разливка стали и строение слитка
Методы разливки стали. Из плавильной печи сталь выпускается в футерованный шамотом стальной сварной кожух — ковш 1 емкостью до 480 т В днище ковша имеется огнеупорный стакан с отверстием, закрытый огнеупорной пробкой. При помощи специального устройства пробку можно поднять и через отверстие стакана произвести разливку стали в изложницы, установленные на поддоне, или кристаллизатор установки Непрерывной разливки стали (УНРС).
а ,б)Разливка
в изложницы
— чугунные (реже стальные) толстостенные
формы квадратного, многогранного,
прямоугольного или круглого сечений —
осуществляется
,б)Разливка
в изложницы
— чугунные (реже стальные) толстостенные
формы квадратного, многогранного,
прямоугольного или круглого сечений —
осуществляется
д
 вумя
способами: сверху
и снизу (сифонная).
Форма изложницьт диктуется последующим
видом обработки давлением. Масса слитков
1...18 т. Но отливают и большие по массе
слитки — до 3ОО т.
вумя
способами: сверху
и снизу (сифонная).
Форма изложницьт диктуется последующим
видом обработки давлением. Масса слитков
1...18 т. Но отливают и большие по массе
слитки — до 3ОО т.
При разливке из ковша 1 сверху каждая изложница заполняется металлом отдельно, а при сифонной разливке происходит одновременное заполнение металлом нескольких изложниц с утеплителем 5 снизу через центральный стояк 4 и поддон З, футерованные шамотом 6
Каждый из способов разливки имеет существенный недостаток:
при разливке сверху происходит разбрызгивание металла, что отрицательно сказывается на качестве поверхности слитков; при разливке сифоном металл загрязняется неметаллическими включениями.
в)УНРС могут быть одно- и многоручьевыми, вертикальными и радиальными. Производительностью 10...25 т/ч. Металл из ковша 1 через промежуточный ковш 2 поступает в бездонную водоохла.ждаемую изложницу — медный водоохлаждаемый кристаллизатор 3 — на затравку из того же металла. Внутренее сечение криссталлизатора соответствует заданной форме непрерывной . заготовки. В кристаллизаторе образуется наружная твердая корка заготовки, внутри которой еще остается жидкий металл 5, кристаллизующийся в зоне вторичного охлаждения, где его поверхность обильно поливается водой.. Движение заготовки 7 вниз осуществляется. с помощью системы тянущих роликов б. Затем непрерывную заготовку с помощью газового резака 8 разрезают на слитки нужной длины.
В результате примененияэтого метода повышается качество металла (плотность, мелкозернистость), ликвидируются отходы на обрезание усадочных раковин, отпадает необходимость в изложницах, прокатке слитков на обжимных станах и др.