

8.3 Гидравлические нажимные механизмы
Одним из недостатков электромеханических НМ является их большая инерционность: время разгона до максимальной скорости не удается сделать менее 0,5÷1,0 с, а точность установки винтов − более ±
0,02 мм. Быстродействие и точность гидравлических нажимных механизмов (ГНМ) значительно выше.
Состоят ГНМ из двух гидроцилиндров, расположенных под подпятниками нажимных винтов или под нижними подушками (рис.8.5). Положение плунжеров 1 относительно цилиндров 2 контролируется датчиком хода 3. Датчик давления в гидроцилиндре может служить для измерения усилия прокатки. Рабочая жидкость (минеральное масло) подается в гидроцилиндры 2 по трубопроводу 5 через сервоклапан 6 насосом 7. Питание и сброс масла осуществляются посредством резер-
вуара 9. Управление ГНМ производится микропроцессором 10.
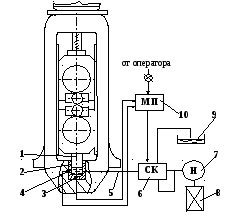
Рисунок 8.5 − Гидравлический нажимной механизм
Работает ГНМ следующим образом. Во время паузы оператор устанавливает требуемую величину зазора между валками. Микропроцессор 10 подает сигнал на открытие или закрытие сервоклапана 6 и рабочая жидкость поступает в гидроцилиндры 2 или уходит из них, перемещая при этом плунжеры 1 до тех пор, пока измеренное датчиком 3 положение плунжера не станет равным заданному. Масло подается в сервоклапан 6 насосом 7, который приводится от электродвигателя 8. При сбросе давления в гидроцилиндрах 2 масло из сервоклапана поступает в резервуар 9.
При захвате металла нижние валки «проседают», т.к. модуль жесткости масла невелик. Это движение практически мгновенно компенсируется подачей масла через быстродействующий сервоклапан 6.
Благодаря ГНМ появляется возможность компенсации эффекта «всплытия» шеек опорных валков, когда они установлены на ГДП. Т.к. толщина масляной пленки в ГДП зависит от частоты вращения и усилия прокатки, то измеряя частоту тахометром и усилие прокатки датчиком 4, можно используя заложенные в памяти микропроцессора зависимости, выработать соответствующее управляющее воздействие на сервоклапан 6.
Однако главным предназначением ГНМ является компенсация изменений упругой деформации рабочей клети от изменения усилия прокатки с целью получения листов с высокой точностью по толщине.
При повышении усилия прокатки, например от пониженной температуры в данном сечении раската, раствор между валками увеличивается и толщина растет. Это увеличение фиксируется датчиком 3, который подает сигнал на микропроцессор для подачи масла через сервоклапан. Подача масла в гидроцилиндры происходит до тех пор, пока раствор валков не станет равным заданному. При уменьшении зазора между валками сервоклапан открывается, и масло сбрасывается из гидроцилиндров до восстановления исходной величины раствора валков. ГНМ применяют, когда нужно быстро и точно переместить валки на небольшое расстояние. Создание ГНМ с большими ходами затруднено из-за понижения стойкости уплотнений гидроцилиндров при высоких скоростях.
Лекция № 9
9.1 Грузовые уравновешивающие устройства
Верхний валковый комплект необходимо поджимать к пятам нажимных винтов во избежание появления ударных нагрузок при выборе люфтов во время захвата металла валками. Для этой цели используются уравновешивающие устройства. Известны уравновешивающие устройства 3-х типов: грузовые, пружинные и гидравлические.
Грузовое уравновешивание применяется при необходимости перемещать верхний валок на значительную высоту (до 2000 мм). Конструкция этого устройства проста и надежна в эксплуатации (рис.9.1).
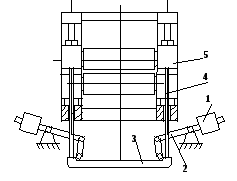
Рисунок 9.1− Грузовое уравновешивание
Усилие уравновешивания создается контргрузами 1, расположен-
ными под клетью. Через систему рычагов 2 оно передается траверсе 3
и от нее – четырем штангам 4, которые проходят через отверстия в поперечинах и в специальных пазах стоек станин и своими торцами упираются в верхние подушки 5. При перевалках контргрузы 1 фиксируются крюками и штанги 5 выводятся из зацепления с подушками.
Недостатками грузового уравновешивания являются большая инерционность, что вызывает значительные динамические нагрузки при работе НМ и усложнение фундамента под клетью для размещения массивных рычагов с контргрузами.