

16.3. Поворотные устройства и петледержатели
Поворотные устройства используются для поворотов раскатов в горизонтальной плоскости. В этот класс механизмов входят поворотные столы, поворотные крестовины и рольганги с коническими роликами.
Поворотные столы для слитков устанавливаются в линии приемных рольгангов обжимных станов. Они поворачивают слитки спокойных марок сталей узким донным концом вперед, т.к. по условиям транспортировки такие слитки доставляются на приемный рольганг прибыльной частью вперед. Представляют из себя поворачивающиеся секции рольганга из 3÷4 роликов. Отличаются по конструкции привода роликов: с двигателем на столе или расположенным стационарно, одновременно поворачивающим и сам стол.
До - после уширительных клетей НШС и ПНШС раньше устанавливали подъемно-поворотные крестовины для разворота раскатов на 900. В настоящее время уширительные клети на таких станах отсутствуют, поскольку их применение приводит к появлению боковой обрези.
На ТЛС повороты раскатов при "разбивке ширины" производятся чаще всего рольгангами с коническими роликами (рис.16.4). Четные и нечетные ролики имеют противоположную конусность и раздельные приводы. Раскат поворачивается вокруг вертикальной оси при проти-
воположном направлении вращения роликов разных сторон.

Рисунок 16.4 – Поворотный рольганг с коническими роликами
Петледержатели применяются при прокатке на тех непрерывных станах, где возможно образование петли из раската в межклетьевом промежутке с целью поддержания константы прокатки (рис.16.5):
FiVi = const,
где Fi – площадь сечения полосы на выходе из i- ой клети;
Vi – скорость полосы на выходе из i- ой клети.
При помощи петледержателей можно также тонко регулировать натяжение полосы между клетями при холодной прокатке.

Рисунок 16.5 – Установка петледержателя между клетями
Устройства, предназначенные для создания петли между клетями, поддержания ее в допустимых пределах и создания натяжения (при холодной прокатке) называются петледержателями (луперами).
Все петледержатели устроены одинаково и отличаются только видом привода и параметрами. Они имеют ролик 1 (рис.16.6), контактирующий с полосой и укрепленный на рычагах 2, которые поворачиваются относительно вала 3, приводимого от электродвигателя 4 непосредственно или через редуктор. Уравновешивание осуществляется контргрузом 5. Привод может быть также гидравлическим или пневматическим. Привод посредством пневмо- или гидроцилиндров считается устаревшим, а через редуктор - слишком инерционным. Поэтому в петледержателях применяются специальные моментные двигатели постоянного тока. Их особенностью является то, что они не вращаются, а только поворачиваются в пределах одного оборота и развивают очень высокий момент при умеренной мощности.
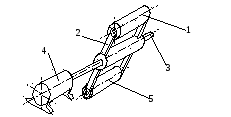
Рисунок 16.6 – Петледержатель
При захвате полосы следующей клетью по сигналу от датчика тока якоря привода этой клети включается электродвигатель петледержателя и во взаимодействии с САУ приводами смежных клетей образует петлю требуемой величины. Угол поворота рычагов 2 поддерживается в допустимом интервале: при увеличении петли (росте угла поворота) скорость последующей клети увеличивается, а предыдущей - уменьшается и наоборот.
На станах ХПЛ величина натяжения контролируется по току главных двигателей или по показаниям специальных датчиков (месдоз), устанавливаемых под петледержателями.
У штрипсовых станов вместо петледержателей имеются петлеобразователи, выполненные в виде углубления фундамента, куда петля опускается под действием груза или собственного веса.